基于自動化控制的電解銅箔表面處理控制系統
2015-08-25 01:31:54葉敬敏
機電工程技術 2015年1期
關鍵詞:檢測
葉敬敏
(廣東嘉元科技股份有限公司,廣東梅州514759)
基于自動化控制的電解銅箔表面處理控制系統
葉敬敏
(廣東嘉元科技股份有限公司,廣東梅州514759)
對國內電解銅箔生產線中應用的電解銅箔表面處理系統的設備構成、自動化控制系統等進行了簡要介紹,重點分析了具有國內領先水平的變頻調速、張力控制、卷取控制等自動控制關鍵技術的控制原理、控制路線。
銅箔表面處理機;變頻調速;張力控制;卷取控制
DOI:10.3969/j.issn.1009-9492.2015.01.024
0 前言
電解銅箔作為一種新興的銅加工產品,在電子材料工業中的地位越來越重要。電解法生產的銅箔,由于具有高導電性、高導熱性和較強的機械強度,廣泛應用于印刷線路板的導電材料、鋰離子電池的電極材料等領域。
1 電解銅箔表面處理設備簡介
電解銅箔毛箔不能直接用于制作覆銅板(CCL)、印制電路板(PCB)和鋰離子電池負極,一定要通過表面處理工序來增強和提高其抗剝離強度、熱穩定性和高溫防氧化性等性能(圖1)。銅箔表面處理工序主要集中體現在高精度機械傳動輥系、同步驅動控制策略、同步張力驅動控制系統及PLC微機控制系統[1]等方面。
電解銅箔表面處理設備主要由放卷、電解槽、水洗、烘干裝置和收卷裝置等幾部分構成。

圖1 電解銅箔表面處理工藝流程圖
電解銅箔表面處理機長度約24 m,由放(收)卷驅動電機2臺、各種電解槽12個、各種導輥36根和輔助電機7臺等電氣設備構成(圖2)。本設備主要用于超薄卷狀電解銅箔的處理,超薄電解銅箔具有輕、薄等特點,在處理過程中容易出現打折、壓痕、串卷、斷箔等質量缺陷,系統穩定性和精度要求高,所以本設備采用分段驅動方式,全數字交流伺服控制系統作為主傳動裝置。
2 電解銅箔表面處理機控制系統研究
超薄電解銅箔在電解銅箔表面處理機處理時,要求銅箔高速、平穩、無皺折收放卷處理。根據生產實踐,電解銅箔表面處理控制系統主要集中在張力20~200 kg范圍分段調節、控制精度±0.5 kg;整機運行速度0~36 m/min范圍內運行平穩[2]。

圖2 銅箔表面處理機結構圖
整個控制系統包括供電電源系統、PLC控制系統、人機接口系統、驅動控制系統、張力檢測及控制系統、處理槽電解電流檢測及控制系統、烘干裝置溫度監測及控制系統、銅箔長度檢測系統、糾偏檢測及控制系統、報警監測系統等構成(圖3)。電解銅箔表面處理機采用分段驅動方式,其驅動控制系統包括開卷控制系統、主機列傳動控制系統、收卷控制系統等。
2.1銅箔表面處理機放卷控制系統
電解銅箔處理時,由于放卷輥上的銅箔卷徑不斷減小,要保持銅箔傳送速度恒定,則需要調節放卷輥的轉速,使其與銅箔卷徑的乘積保持恒定。另外,要保證恒張力傳送,也需根據實時卷徑調整開卷輥的力矩。隨著生產過程的進行,放卷輥的卷徑從初始卷徑逐漸減少到最小卷徑,當銅箔放卷到趨近或達到最小卷徑時,放卷控制報警監測系統發出報警信號(圖4),由工作人員根據銅箔放卷實際情況做好停機換卷工作。
2.2中間傳動控制系統
由于傳送距離較長,銅箔傳送時張力損失較大,為補償張力損失并起到傳送銅箔的作用,設備加裝中間傳動輥,采用伺服電機傳動。伺服電機在保證傳動過程中的張力恒定,在力矩模式下,張力由相應段的張力傳感器檢測并反饋到PLC中實現閉環,同時,通過伺服電機自帶的旋轉編碼器實測銅箔傳送速度,反饋到伺服驅動器,與放卷輥實時速度形成閉環精確控制(圖5)。
2.3收卷控制系統
隨著收卷端的成品銅箔卷徑越來越大,需要不斷調節收卷輥的轉速,為保證收卷張力與放卷張力形成速度與張力雙閉環正反控制模式[3],所以在收卷控制系統采用張力控制器驅動磁粉離合器帶動收卷輥運轉的方式。
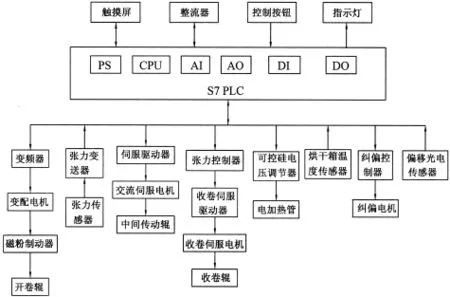
圖3 銅箔表面處理機控制系統結構圖
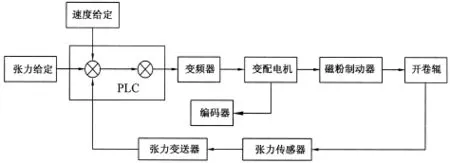
圖4 銅箔表面處理機放卷控制系統
由旋轉編碼器采集實時收卷速度,反饋到PLC,與設定的速度經運算后輸出控制變頻器,形成速度的閉環控制。收卷張力由張力傳感器檢測,輸入張力控制器中,由張力控制器輸出相應的力矩控制磁粉離合器帶動收卷輥收卷,形成張力的精確閉環控制(圖6)。
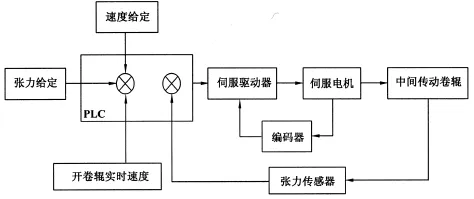
圖5 銅箔表面處理機中間控制系統
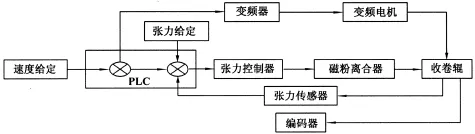
圖6 銅箔表面處理機收卷控制系統
2.4烘干裝置溫度監測及控制系統
鈍化處理后經水洗或涂布完有機涂層的超薄電解銅箔,直接進入烘干裝置中進行干燥[4]。烘干裝置采用分段加熱,自動溫度控制,進排風可根據工藝需要調整。為避免或減少銅箔在烘干裝置內起皺,經實踐證明,比較合理的做法是將過濾后空氣進行預熱,然后通過干燥箱兩面風口吹向超薄銅箔的箔面,氣流速率及相應沖擊壓力可以調節,使銅箔呈正弦曲線向前直角運動。
為實現烘干裝置分段加熱、自動控制,本控制系統在烘干裝置內安裝了多個可控硅電壓調節器和溫度傳感器,并在烘干裝置內合理布置電加熱管,由反饋的實時溫度值與設定值比較后輸出相應的電壓值,控制不同區域的可控硅電壓調節器,從而調節電加熱管兩端電壓,最終實現烘干裝置溫度的閉環控制(圖7)。
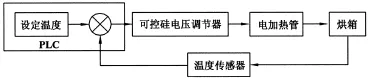
圖7 銅箔表面處理機烘干裝置溫度監測及控制系統
2.5糾偏控制系統
銅箔長距離傳送時難免會出現跑偏現象,這不利于銅箔的收卷,所以需通過糾偏控制系統保證銅箔沿設定的運行方向直線運動。
銅箔糾偏系統主要是采用光電模擬量傳感器作跑偏檢測元件,檢測零件準確可靠,糾偏死區小,精度較高。伺服電機作執行元件,驅動行程與銅箔偏移量成嚴格的比例關系,工作穩定,定位精度高,反應靈敏。一旦傳感器檢測到偏移信號,經由糾偏控制器比較,輸出一個修正值給伺服電機,伺服電機根據控制器發出的指令信號將銅箔糾正到預定的運行位置。
3 結束語
結合具體的工藝原理和技術指標,電解銅箔表面處理控制系統以變頻調速理論、張力控制理論、卷取控制模型以及PID控制理論為基礎,以處理動態過程和控制系統分析算法為依據,再融合了銅箔表面處理機的性能要求,構建了基于自動化控制的電解銅箔表面處理控制系統,實現了操作與顯示一體化。
經實踐表明,該系統由于具有可靠性高,抗干擾性能好,靈活性強,自動化程度高,操作簡單,運行穩定等特點,生產出的銅箔表面光滑平整,物理化學性能良好,有效提高了產品生產一次合格率和設備運行效率等。
[1]萬筱劍,李鐵才,張立群.SIMOTION D435在銅箔生產線電控系統中的應用[J].國內外機電一體化,2007(S1):23-25.
[2]代靈.基于PLC和觸摸屏的銅箔后處理機控制系統設計[D].武漢:武漢理工大學,2009.
[3]劉瑞霞,王永新.銅箔生產的收卷張力控制[J].電機與控制學報,2005(9):96-98.
[4]金榮濤.電解銅箔生產中國有色金屬從書[M].長沙:中南大學出版社,2010.
(編輯:向飛)
Surface Treatment Control System of Electrolytic Copper Foil Based on Automation Control
YE Jing-min
(Guangdong Jiayuan Technology Co.,Ltd.,Meizhou514759,China)
In this paper,the application of domestic electrolytic copper foil production line of electrolytic copper foil surface treatment system equipment,automation control system and so on are briefly introduced,analyzing the domestic leading level of frequency control of motor speed,tension control,automatic control key technology such as coiling control control principle,control of the line.
copper foil surface processor;frequency conversion speed regulation;tension control;coiling control
TP273
B
1009-9492(2015)01-0089-03
2014-08-11
葉敬敏,男,1980年生,廣東梅州人,大學本科,工程師。研究領域:科研和知識產權管理。已發表論文5篇。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
