基于ANSYS模擬不同參數(shù)對(duì)Q235鋼板焊接殘余應(yīng)力的影響
2015-08-28 01:37:16張宛玉韓鴻彬牛哲薈韓東偉
河南科技 2015年3期
張宛玉 韓鴻彬 劉 恒 牛哲薈 韓東偉
焊接是一個(gè)涉及多學(xué)科的復(fù)雜的物理、化學(xué)過(guò)程。傳統(tǒng)的試驗(yàn)方法以試驗(yàn)數(shù)據(jù)為依據(jù),但成本、時(shí)間、作業(yè)方法的干擾較大[1-2]。通過(guò)計(jì)算機(jī)技術(shù)對(duì)焊接過(guò)程進(jìn)行數(shù)值模擬,可以定性、定量地分析各種復(fù)雜的焊接問(wèn)題[3-4]。基于ANSYS軟件能夠運(yùn)用熱力分析功能計(jì)算焊接過(guò)程的溫度場(chǎng)[5],且Q235鋼材為焊接常用結(jié)構(gòu)鋼,具有良好的焊接性能,本文利用ANSYS軟件模擬Q235焊接的電流和電壓以及焊接速度對(duì)焊接材料殘余應(yīng)力的影響,為焊接工藝質(zhì)量過(guò)程控制提供理論依據(jù)。
1 模型建立
1.1 有限元模型
焊接幾何模型選兩平板的對(duì)接焊。為了簡(jiǎn)化計(jì)算,根據(jù)模型的對(duì)稱(chēng)性采用一半的樣板進(jìn)行模擬。計(jì)算中只考慮溫度場(chǎng)對(duì)應(yīng)力場(chǎng)的影響,不考慮應(yīng)力場(chǎng)對(duì)溫度場(chǎng)的作用。采用間接法計(jì)算焊接應(yīng)力,先進(jìn)行瞬態(tài)熱分析,后將瞬態(tài)熱分析得到的溫度場(chǎng)作為體載荷加載到結(jié)構(gòu)中,進(jìn)行應(yīng)力場(chǎng)求解。采用過(guò)渡網(wǎng)格劃分形式,在焊縫附近及邊緣采用solid70單元映射網(wǎng)格劃分,單元尺寸分別為1mm和4mm,在焊縫及附近采用較細(xì)的網(wǎng)格劃分,遠(yuǎn)離焊縫處采用較粗大的網(wǎng)格。中間兩個(gè)過(guò)渡區(qū)域采用solid90自由網(wǎng)格劃分。這兩種單元體每個(gè)節(jié)點(diǎn)處只有一個(gè)溫度自由度,有3個(gè)自由度,即x,y,z3個(gè)方向上的位移度。整個(gè)模型包括29759個(gè)單元體,43648個(gè)節(jié)點(diǎn)。
1.2 熱物理性能
焊接材料的熱物理性能為非線性的、瞬態(tài)的,材料屈服服從Mises屈服準(zhǔn)則和雙線性等向強(qiáng)化模型,雙線性等向強(qiáng)化模型采用一個(gè)雙折線來(lái)表示應(yīng)力應(yīng)變關(guān)系。Q235的力學(xué)性能和熱物理性能參數(shù)[5]如表1所示。

表1 Q235材料的熱物理性能參數(shù)
1.3 熱源模型
高斯熱源模型是一種分布熱源模型,又稱(chēng)正態(tài)分布熱源模型。焊接時(shí),電弧熱源通過(guò)一定的作用面積將熱能傳遞給焊件,這個(gè)面積成為加熱斑點(diǎn)。加熱斑點(diǎn)上熱量分布是不均勻的,中心多而邊緣少,加熱斑點(diǎn)上的熱流密度分布可以近似地用高斯函數(shù)來(lái)描述。高斯熱源模型如圖1所示。
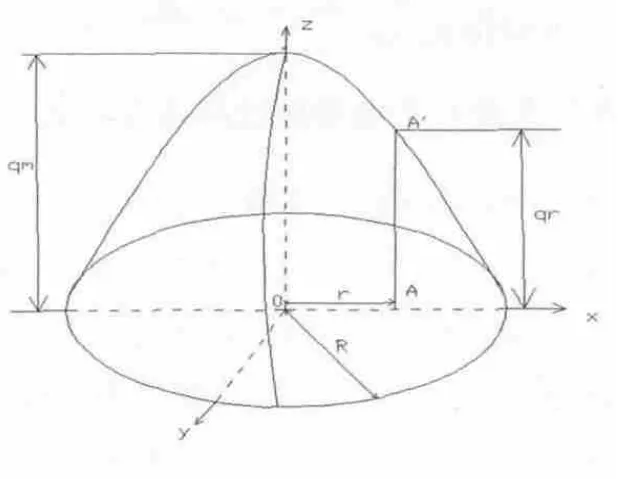
圖1 高斯熱源模型
高斯熱源模型的表達(dá)式為:

式中,U為電弧電壓,I為焊接電流,為焊接電弧功率有效利用系數(shù),R為電弧加熱有效半徑,r為某點(diǎn)距離焊縫中心的徑向距離。
2 焊接溫度場(chǎng)模擬
采用間接法計(jì)算焊接應(yīng)力時(shí),準(zhǔn)確的溫度場(chǎng)計(jì)算結(jié)果是必不可少的。表2為計(jì)算焊接溫度場(chǎng)所用的計(jì)算參數(shù)。

表2 焊接溫度場(chǎng)計(jì)算參數(shù)
如圖2所示,(1)、(2)、(3)分別為編號(hào)1、2、3的焊接參數(shù),當(dāng)焊接熱源到達(dá)焊縫中間時(shí)的焊接溫度場(chǎng)云圖。如圖所示,對(duì)比(1)(2)可知,其它焊接條件一定,焊接電流較大時(shí),焊接溫度場(chǎng)的有效作用面積較大。如圖所示,對(duì)比(2)(3)可知,其它焊接條件一定,焊接速度較大時(shí),焊接溫度場(chǎng)的有效作用面積較小,并且焊接速度較大時(shí)焊縫處的最高溫度較低。
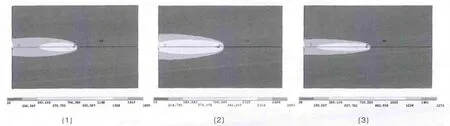
圖2 溫度場(chǎng)云圖
3 焊接殘余應(yīng)力模擬
焊接縱向殘余應(yīng)力對(duì)樣板各項(xiàng)性能參數(shù)的影響較大,提取圖3所示直線L與焊縫垂直平分線上的縱向殘余應(yīng)力進(jìn)行研究。

圖3 與焊縫的垂直平分線
3.1 電壓電流對(duì)焊接板材殘余應(yīng)力的影響
研究焊接電壓和電流對(duì)焊接樣板殘余應(yīng)力的影響,計(jì)算時(shí)焊接選取參數(shù)如表3所示。

表3 電壓電流參數(shù)
圖4所示為不同焊接電壓和電流條件下,其他焊接條件不變時(shí),直線L上樣板焊后縱向殘余應(yīng)力曲線。
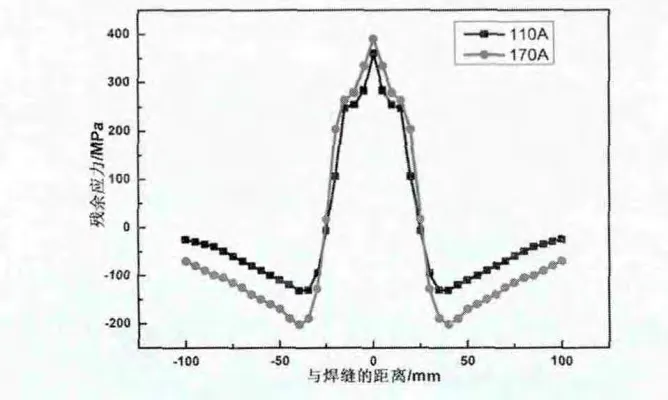
圖4 不同焊接電壓和電流條件下直線L上的焊后縱向殘余應(yīng)力
對(duì)計(jì)算結(jié)果進(jìn)行分析可知,焊接電壓和電流較大時(shí),焊縫處的縱向殘余壓應(yīng)力較大,近焊縫處的縱向殘余拉應(yīng)力也相應(yīng)較大。這是因?yàn)楹附铀俣纫欢ǎ附与妷汉碗娏鬏^大時(shí),焊接熱輸入也較大,焊接線能量也較大,焊接熔池相應(yīng)增大,熔深相應(yīng)加深。樣板冷卻后,焊縫處的縱向殘余壓應(yīng)力增大,近焊縫處的殘余拉應(yīng)力也增大。
3.2 焊接速度對(duì)焊接板材殘余應(yīng)力的影響
研究焊接速度對(duì)焊接板材殘余應(yīng)力的影響,計(jì)算時(shí)焊接參數(shù)如表4所示。

表4 焊接速度參數(shù)選取
圖5所示為不同焊接速度條件下,其他焊接條件不變時(shí),直線L上樣板焊后縱向殘余應(yīng)力曲線。

圖5 不同焊接速度條件下直線L上的焊后縱向殘余應(yīng)力
對(duì)計(jì)算結(jié)果進(jìn)行分析可知,焊接速度越小,焊縫處的縱向殘余壓應(yīng)力越大,近焊縫處的殘余拉應(yīng)力也越大。這是因?yàn)楹附铀俣容^小時(shí),焊接熱源作用在焊縫處的時(shí)間較長(zhǎng),使得焊接熱影響區(qū)相應(yīng)擴(kuò)大,焊接線能量相應(yīng)增加,焊接熔池相應(yīng)增大,熔深也相應(yīng)加深。樣板冷卻后,焊縫處的縱向殘余壓應(yīng)力增大,近焊縫處的殘余拉應(yīng)力也增大。
4 結(jié)論
4.1運(yùn)用大型有限元模擬軟件ANSYS模擬了Q235焊接過(guò)程,成功再現(xiàn)了焊接不同時(shí)刻的溫度場(chǎng)分布,并通過(guò)溫度場(chǎng)計(jì)算應(yīng)力場(chǎng),通過(guò)分析計(jì)算得到了樣板的焊后殘余應(yīng)力。
4.2分析不同的電壓和電流對(duì)焊接殘余應(yīng)力的影響,以及不同的焊接速度對(duì)焊接殘余應(yīng)力的影響。結(jié)果表明,焊接電流較大時(shí),焊縫處的縱向殘余壓應(yīng)力較大,近焊縫處的縱向殘余拉應(yīng)力也相應(yīng)較大。焊接速度越小,焊縫處的縱向殘余壓應(yīng)力越大,近焊縫處的殘余拉應(yīng)力越大。
[1]宮大猛.數(shù)值模擬在焊接中的應(yīng)用分析[J].電焊機(jī),2012,42(7):51-54.
[2]李曉峰.藥芯埋弧焊絲W110熔敷金屬的焊接熱模擬研究[J].熱加工工藝,2010,39(7):18-21.
[3]馮超.基于Marc和遺傳算法的焊接工藝參數(shù)優(yōu)化[J].北京交通大學(xué)學(xué)報(bào),2012,36(4)149-152.
[4]許海玲.基于ANSYS模擬不同參數(shù)對(duì)20鋼焊接溫度場(chǎng)的影響[J].熱加工工藝,2011,40(15):71-72.
[5]孫盼.Q235鋼焊接溫度場(chǎng)的數(shù)值模擬[J].中國(guó)水運(yùn)(下半月),2010,10(7):52-54.
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03