大型龍門機床的直線度誤差建模及誤差補償
2015-09-03 01:52:50馮文龍沈牧文姚曉棟楊建國
哈爾濱工業大學學報 2015年7期
馮文龍,沈牧文,姚曉棟,楊建國
(上海交通大學機械與動力工程學院,200240上海)
隨著制造業對加工精度要求的日益提高[1-2],作為加工機床床身的大型龍門母機的精密程度直接決定著新生產機床的精度等級,關系到整個工業的生產水準.而對于加工速度相對較慢的龍門機床來說,直線度誤差是決定機床加工精度的關鍵因素[3].直線度誤差是指直線上各點跳動或偏離理想直線的程度[4-6].假定理想的移動路徑為直線,在直線水平方向的偏移量稱做水平直線度,垂直方向的偏移量稱做垂直直線度.對于數控機床而言,導軌的凹凸不平導致軸在運動時會產生兩個垂直于運動方向的偏移量,引起刀具和工件間距離在這兩個方向上產生偏差,因此而產生的誤差叫做機床直線度誤差.傳統的減小機床直線度誤差的方法是通過對機床導軌墊墊鐵的方式[7],然而該方法操作繁瑣,解決問題能力有限,而且也只能解決上母線偏差,無法解決側母線偏差.對于已加工好的導軌,一般通過刮研[8]方法提高導軌精度,這種方法不僅耗費人力,而且效率低,不適合用于大規模生產.相比之下,通過補償方式來減小機床直線度誤差更便捷有效[9-11].Cao[12]等提出了基于在線測量的直線度誤差補償方法,通過把在線測量出的直線度誤差數據輸入到Numerical Control(NC)程序中,進行補償并且獲得了68 nm/400 mm的良好補償效果.但是,在線測量無法運用到實際大規模生產中,且通過更新NC程序的方式來補償的方式實時性不強.由鳳玲[13]等提出了一種新的測量直線度誤差方法,該方法在公共路徑上對激光束的偏移進行補償,對光路上的空氣擾動和溫度變化具備很強的抗干擾能力,提高了直線度誤差測量精度.Gao[14]等對基于空氣導軌的工作臺進行了俯仰、偏擺、滾轉及兩個方向直線度的測量,并分別使用兩種不同的測試方法來保證測試結果的可靠性;還分析了轉動誤差對直線度誤差測量的影響,并提出了通過把渥拉斯頓棱鏡擺放在運動部件上來避免轉動誤差在測量直線度誤差過程中的影響.但均未對產生的直線度誤差進行補償.
本文使用激光干涉儀分別檢測大型龍門數控機床3個坐標軸沿6個方向的直線度誤差,應用B樣條曲線建立直線度誤差模型,通過在空間上矢量疊加得到該機床直線度誤差空間模型.利用數控系統外部機械原點偏移功能[15],通過自主研發的誤差實時補償系統并依據提出的基于B樣條曲線的空間直線度誤差模型,實現了對大型龍門數控機床空間直線度誤差補償.經補償加工,機床加工精度有大幅提高.
1 基于B樣條曲線的空間直線度誤差模型理論及分析
1.1 平面直線度誤差建模
B樣條是樣條曲線一種特殊的表示形式,它是B樣條基曲線的線性組合,B樣條是貝茲曲線的一種一般化[16-18].B樣條曲線有著良好的數據擬合能力和局部可調整性,是理想的建模工具.非均勻B樣條的數學表達式為

式中:C(t)/μm是機床直線度誤差預測值,bj(j=0,…,n)/μm是B樣條模型的控制節點,p是B樣條模型的階數,Nj,p(t)是定義在節點向量T={t0,t1,…,tn+p-1,tn+p}上的p階 B 樣條基,其表達式為

控制節點bj的選取過程如下:在給定的誤差數據點Pi(i=0,…,m)中,選取一些能夠表達數據幾何信息的關鍵點作為B樣條模型的控制節點,這些點往往包括局部曲率最大點(LMC)、拐點、端點等.在本模型中,2個端點和LMC點作為控制節點,初始控制節點數目設置為10個.對所有的誤差數據點進行曲率ki的計算,如果ki>ki-1并且ki>ki+1,則判定該點為LMC點,把找到的所有LMC點根據曲率數值大小進行排序,提取前8個LMC點作為控制節點.把以上10個控制節點bj和計算所得的 B樣條基Nj,p(t)代入式(1),即可得到B樣條平面直線度誤差初始模型.
為了檢驗模型的擬合精度,對模型殘差進行量化分析,殘差計算方法為

應用式(2)對每個測量點進行殘差檢驗,如果所有的殘差均在容許殘差ε以內,則模型建立完成.如果有測量點的殘差在容許誤差以外,則把該測量點Pi加入到控制節點中,此時控制節點變成11個,模型按照以上過程重新建立,再次對殘差進行檢驗,如果再有測量點殘差在容許誤差之外,再把該點加入控制節點,如此往復,直到所有的測量點殘差均在容許誤差以內.建模流程圖如圖1所示.
1.2 空間直線度誤差建模
以三軸數控機床為例,機床任意一個運動軸運動都會產生兩個方向的直線度誤差,3個軸就有6個方向的直線度誤差,分別是:X軸運動,沿Y、Z方向產生的直線度誤差δy(x)和δz(x);Y軸運動,沿Z、X方向產生的直線度誤差 δz(y)和δx(y);Z軸運動,沿X、Y方向產生的直線度誤差δx(z)和δy(z).則空間直線度誤差即可表示為以上6個直線度誤差同方向的疊加,表達式為




圖1 B樣條建模計算流程圖
因此,不論X、Y、Z聯動還是單獨運動,工件和刀具在X、Y、Z方向上的直線度偏差分別是式中的Δx、Δy、Δz.對 δx(y)、δx(z)、δy(x)、δy(z)、δz(x)及δz(y)分別進行上述平面直線度誤差建模,得到預測值δ'x(y)、δ'x(z)、δ'y(x)、δ'y(z)、δ'z(x)及δ'z(y),則空間直線度誤差模型可表示為
2 機床直線度誤差數據測量及數學模型建立
在一臺大型龍門銑床上進行測試實驗,該龍門銑床是工作臺固定在地面,刀具固定在Z軸,Y軸在X軸上運動的TXYZ結構.該龍門銑床擁有雙X軸、Y軸和Z軸.X軸的行程14 300 mm,Y軸和Z軸的行程分別為3 000 mm和2 500 mm.4個軸都帶有光柵尺,困擾該龍門銑床的首要問題就是直線度誤差.
考慮到實際加工狀態和理想測試狀態的區別,對X軸運動產生的直線度誤差進行了兩次測試.第一次測量,反射鏡安裝在主軸頭上,機床零負載運行,測得一組誤差數據.第二次測量,機床X軸運動,加工13 000 mm長的導軌平面,對該平面進行直線度誤差測量,測得第二組誤差數據.由圖2可知,實際切削加工和機床空載條件下測出的直線度誤差數據存在差異,考慮到加工環境的復雜性,而且最終目的是要生產出直線度較好的工件,故采用加工導軌后測得的直線度誤差數據建模.

圖2 工件直線度和機床直線度對比
對導軌表面進行切削加工,加工出一個新的平面,考慮到各方向直線度誤差量級未知,水平面切削統一采用直徑200 mm的銑刀,主軸轉速1 000 r/min,進給速度 1 000 mm/min,切削量0.4 mm;垂直面切削統一采用直徑50 mm的銑刀,主軸轉速800 r/min,進給速度200 mm/min,切削量0.4 mm.X軸運動切削,Z方向的直線度誤差就完全反映在新加工的水平面上.對新加工的水平面進行直線度誤差測量,測得工件在Z方向的直線度誤差 δz工(x).同理,切削一個新的垂直面,測得工件在Y方向的直線度誤差δy工(x).換成Y、Z軸運動,同理可得到,Y軸運動Z方向直線度誤差δz工(y)和X方向直線度誤差δx工(y);Z軸運動X方向直線度誤差δx工(z)和Y方向直線度誤差δy工(z).對得到的6條直線度誤差數據進行平面直線度誤差建模.以X軸運動Z方向直線度誤差δz工(x)建模為例,初始控制節點數目設定為10個,B樣條模型為4階,容許誤差為9μm,則B樣條模型由式(1)可得

建模結果如圖3所示.
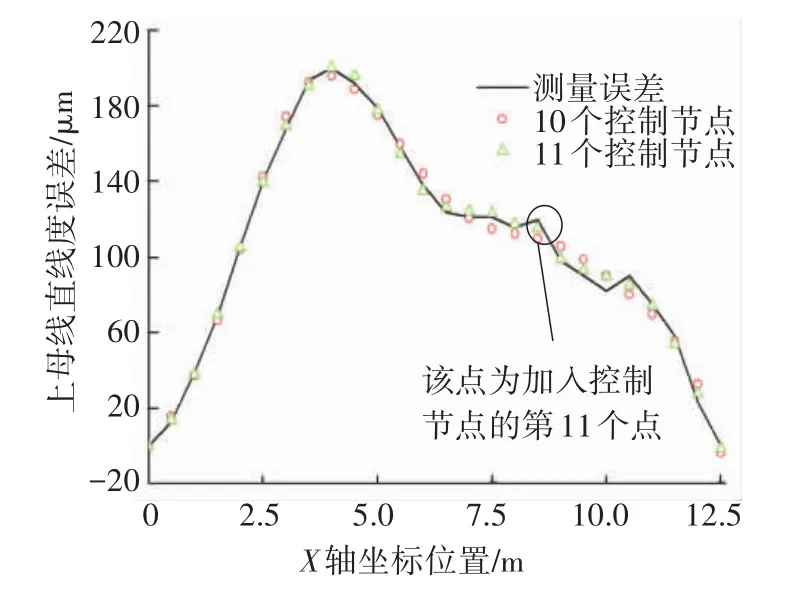
圖3 不同控制節點的B樣條模型殘差對比
10個控制節點的B樣條模型擬合精度不高,選取殘差最大點作為第11個控制節點,重新建模后,擬合精度大幅提高,如此往復,直到達到殘差容許值,此時的B樣條模型表示為δ'z工(x).
同理可得其他各方向的B樣條模型:δ'y工(x)、δ'z工(y)、δ'x工(y)、δ'x工(z)、δ'y工(z).圖 4~9 為各直線度誤差模型預測值和測量值之間的對比圖
由圖4~9可知,B樣條模型有準確的預測直線度誤差的能力,X軸Z方向直線度誤差未補償達到200μm,建模后殘差減小到8.3μm;其他各方向直線度補償后均有明顯改善,X軸Y方向直線度誤差從未補償79μm減小到4.8μm;Y軸Z方向直線度誤差從未補償52μm減小到2.8μm;Y軸X方向直線度誤差從未補償25μm減小到2.4μm;Z軸X方向直線度誤差從未補償20μm減小到1.6μm;Z軸Y方向直線度誤差從未補償35μm減小到2.2μm.模型預測準確度在90%以上.
由式(3)可得該龍門銑床的空間直線度模型:

式中:Δx工'、Δy工'、Δz工'分別為空間任一點在X、Y和Z方向上直線度誤差的預測值,模型覆蓋整個空間場.
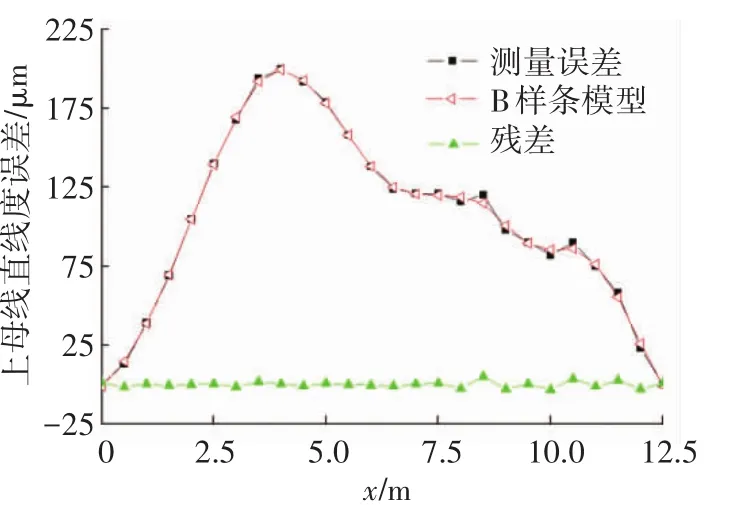
圖4 X軸Z方向預測、實測直線度誤差對比

圖5 X軸Y方向預測、實測直線度誤差對比

圖6 Y軸Z方向預測、實測直線度誤差對比

圖7 Y軸X方向預測、實測直線度誤差對比

圖8 Z軸X方向預測、實測直線度誤差對比
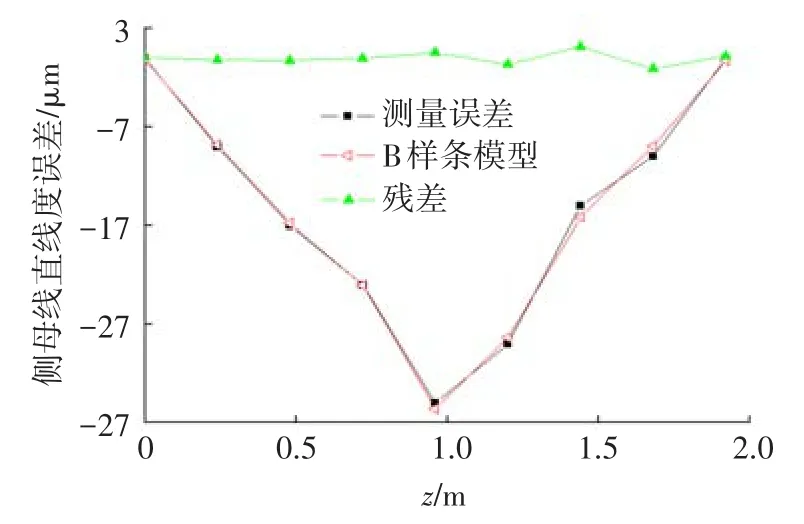
圖9 Z軸Y方向預測、實測直線度誤差對比
3 補償實驗驗證及模型對比分析
為了驗證B樣條模型的有效性和魯棒性,本實驗不再采用誤差采集實驗中的單軸運動模式,而采用兩軸聯動切削平面的方式,工藝切削參數較之前不變.以Z向直線度誤差為例,誤差采集實驗是先采集X軸單獨運動產生的Z方向直線度誤差,再采集Y軸單獨運動產生的Z方向直線度誤差,在空間做矢量疊加,則空間模型中就得到了空間任一點的Z向直線度誤差.而兩軸聯動切削實驗是指X、Y軸聯動,運動路徑為XY形成的四邊形對角線,切削一個垂直于Z向的平面,然后測量這個平面的Z向直線度誤差.驗證實驗采用兩軸聯動切削平面方式的主要目的有兩個:一是兩軸聯動切削是一種更復雜的工況,Z向的直線度誤差同時受到X運動和Y運動的聯合影響,而不是像誤差采集實驗中的單軸運動,受到單一因素影響,更有助于驗證模型的魯棒性;另一方面,如果驗證方式采用單軸運動切削工件,補償輸出值是單方向直線度誤差模型預測值,不涉及空間模型計算,驗證不了空間模型的準確性.而如果采用兩軸聯動切削工件的方法,補償值完全由空間模型自主運算得到,補償的準確性完全依賴于模型的魯棒性和準確性.
對切削完成的平面進行直線度誤差測試,測試間隔距離選用240 mm,在直線度測試過程中,測試間隔距離以測試滑塊兩個接觸點的距離為最佳,測試精度也最高,因此選用滑塊長度240 mm為測試間隔距離.測試結果如圖10所示.
圖10中的3條曲線分別是使用B樣條模型、7次多項式模型、斜線插補模型補償后的殘差曲線.B樣條模型的補償效果明顯優于其他兩種.
多項式模型具有較好的平滑處理能力,對補償值的輸出做了良好的規劃,避免發生速度和加速度的突變,故相鄰位置的殘差變化較小,殘差曲線較平穩,但是由于直線度誤差數據往往都是無規則變化,多項式擬合的模型精度不高,殘差較大.
斜線插補模型具有較高的建模精度,在每個測試點,直接補償測量的誤差值,各點之間用斜線插補.但是由于該模型是由多條折線組成,在過渡點存在明顯的速度和加速度突變,在補償輸出時,容易對機械造成沖擊,補償值和真實運動值之間存在不匹配和延時效應,故各點殘差存在劇烈跳動、階躍.斜線插補模型補償后,短距離直線度偏差過大,嚴重偏離5μm/m的國家標準,殘差較大.
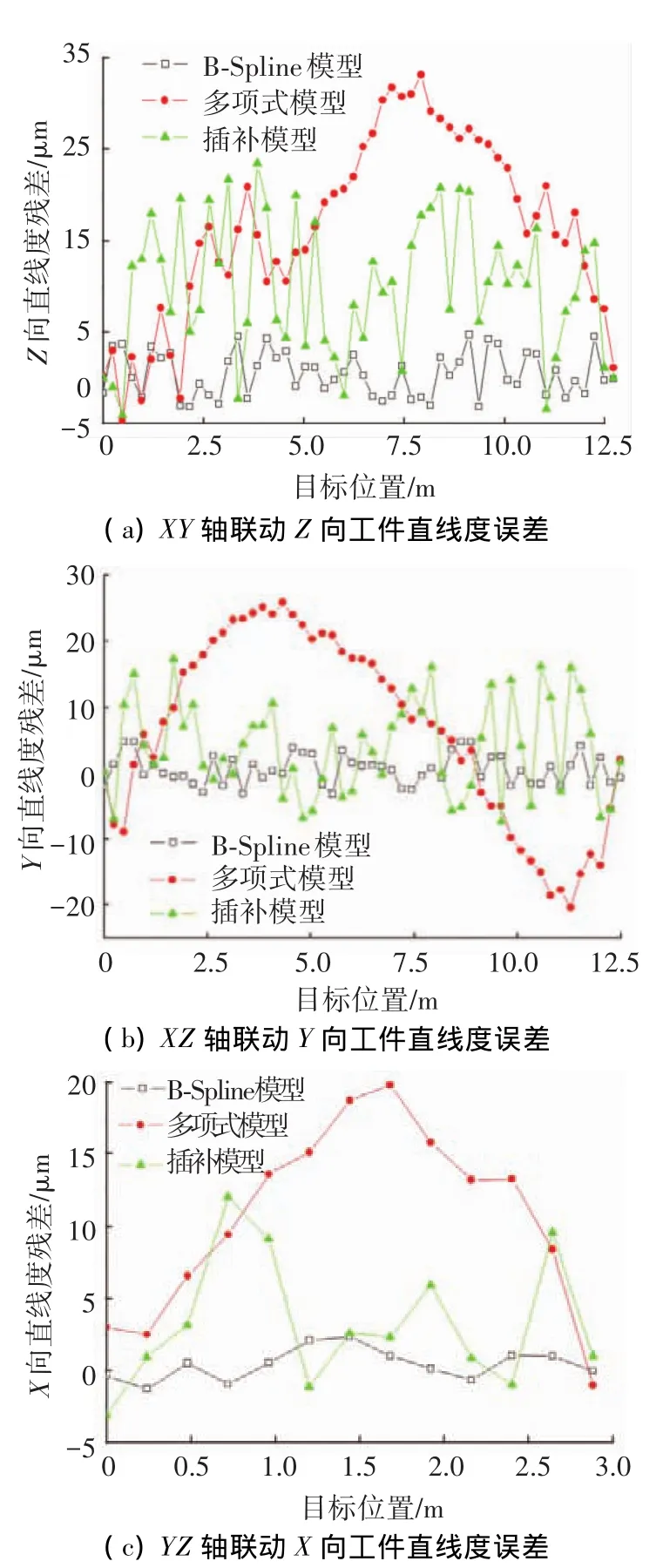
圖10 空間運動切削后在X、Y、Z方向殘差對比
B樣條模型具有較高的建模精度,每4個點擬合一條曲線,各曲線之間柔性拼接,對速度和加速度的變化做了平穩過渡,避免了速度和加速度突變對機械帶來沖擊.B樣條模型形狀多變,具有擬合無規則數據的能力,具備了較高的建模精度,使用B樣條模型具有較高的補償精度,殘差較小,具備了7次多項式模型和斜線插補模型的所有優點.
綜上所述:B樣條空間模型在實際切削情況下仍具有較高的預測精度,大范圍減小加工誤差,X方向直線度誤差由41μm降低至3.6μm,Y方向直線度誤差由91μm降低至8.0μm,Z方向的直線度誤差由 160μm 降低至 7.9μm,機床加工精度提高90%以上.3個模型補償后殘差的具體對比結果如表1所示,表中B樣條(Z),B樣條(Y),B樣條(X)分別表示B樣條模型補償后在Z、Y、X方向上的殘差;7次多項式擬合(Z)、7次多項式擬合(Y)、7次多項式擬合(X)分別表示7次多項式模型補償后在Z、Y、X方向上的殘差;斜線插補(Z)、斜線插補(Y)、斜線插補(X)分別表示斜線插補模型補償后在Z、Y、X方向上的殘差.
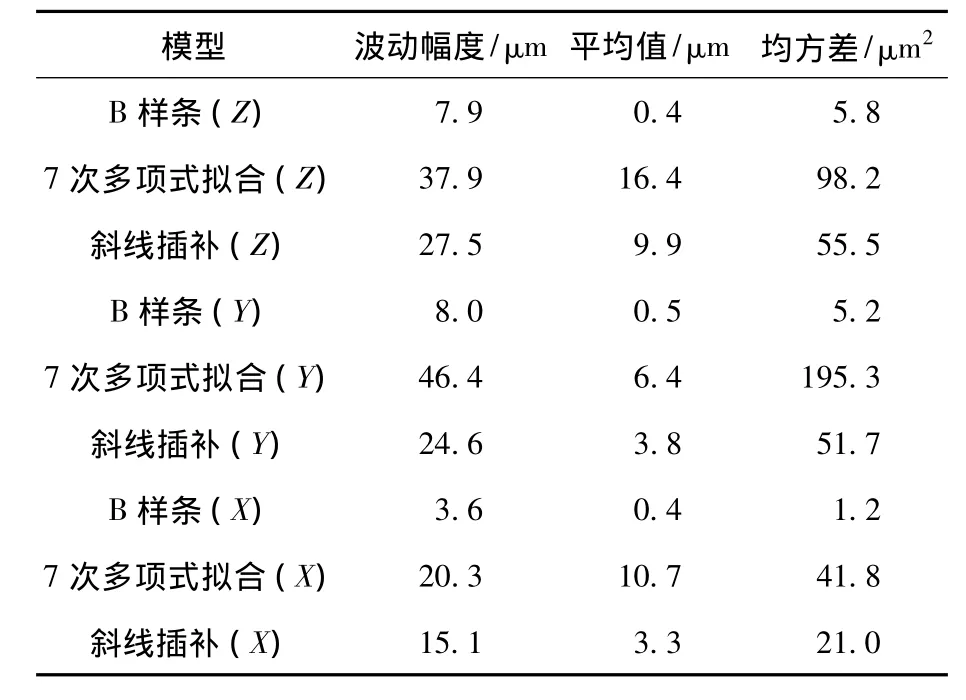
表1 3種模型補償后殘差對比
4 結論
1)利用Fanuc系統的外部機械原點偏移功能,采用實時補償系統,依據空間直線度誤差數學模型對龍門機床實施直線度誤差補償,加工精度提高均超過90%.
2)建立了基于B樣條曲線的空間直線度誤差數學模型,獲得較高的建模精度.各方向直線度誤差模型通過在空間矢量疊加得到該機床空間直線度誤差數學模型,并通過兩軸聯動切削工件的方式驗證了空間直線度誤差數學模型的正確性.
3)與其他兩種模型的補償效果對比表明,B樣條模型算法成熟,補償精度高,魯棒性好,適合于各種復雜的加工工況.補償系統在長時間使用后,仍具有良好的補償精度,至今還在某知名機床生產企業使用.
[1]HAN Zhenyu,JIN Hongyu,LIU Yulong,et al.A review of geometric error modeling and error detection for CNC machine tool[J].Applied Mechanics and Materials,2013,303/304/305/306:627-631.
[2] RAMESH R,MANNAN M A,POO A N.Error compensation in machine tools-a review PartⅠ:geometric,cutting-force induced and fixture-dependent errors[J].International Journal of Machine Tools and Manufacture,2000,40:1235-1256.
[3]賈立德,鄭子文,李圣怡,等.使用短基準的超精密長導軌直線度誤差測量方法[J].機械工程學報,2008(9):141-147.
[4]黃富貴,崔長彩.任意方向上直線度誤差的評定新方法[J].機械工程學報,2008,44(7):221-224.
[5]ZHANG Qing,FAN K C,LI Zhu.Evaluation method for spatial straightness errors based on minimum zone condition[J].Precision Engineering,1999,23:264-272.
[6]黃富貴,崔長彩.評定直線度誤差的最小二乘法與最小包容區域法精度之比較[J].光學精密工程,2007,15(6):889-893.
[7]唐浩.大型機床床身的加工[J].制造技術與機床,2007(8):106-107.
[8]尹德臻,鄒雪巍.淺談龍門磨床工作臺導軌結構[J].機電產品開發與創新,2012(4):173-174,188.
[9] NI Jun.CNC machine accuracy enhancement through real-time error compensation [J]. Journal of Manufacturing Science and Engineering,Transactions of the ASME,1997,119(4):717-725.
[10]YANG Jianguo,YUAN Jingxia,NI Jun.Thermal error mode analysis and robust modeling for error compensation on a CNC turning center[J].International Journal of Machine Tools and Manufacture,1999,39(9):1367-1381.
[11]孟婥,車仁生.并聯六坐標測量機的誤差模型和誤差補償[J].哈爾濱工業大學學報,2004,36(3):317-320.
[12]CAO G,NAMBA Y.Straightness error compensation for ultra-precision machining based on a straightness gauge[J].Key Engineering Materials,2008,381/382:105-108.
[13]由鳳玲,馮其波,張斌.基于共路光線漂移補償的直線度測量[J].光學精密工程,2011(3):515-519.
[14]GAO W,ARAI Y,SHIBUYA A.Measurement of multidegree-of-freedom error motions of a precision linear airbearing stage[J].Precision Engineering,2006,30(1):96-103.
[15]姜輝,孫翰英,范嘉楨.基于FANUC 0i系統外部坐標原點偏移功能的數控機床誤差補償研究[J].機械制造,2009(7):73-76.
[16]LEI W T,SUNG M P.NURBS-based fast geometric error compensation forCNC machine tools [J].International Journal of Machine Tools and Manufacture,2008,48(3/4):307-319.
[17]HOSCHEK J,LASSER D.Fundamentals of computer aided geometric design[M].Wellesley:A K Peters,1993.
[18]PIEGL L,TILLER W.The NURBS book[M].New York:Springer,1995.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03