《機械制造工藝》1+N課程包開發與實踐
2015-09-11 13:14:48陳曉
科技視界 2015年26期
陳曉
【摘 要】《機械制造工藝》是機械類專業的核心課,該課專業知識晦澀抽象,以傳授理論知識為主的傳統教學模式已然無法滿足培養學生職業技能的需要,對于該課進行了大刀闊斧的改革,開發出了一整套“1+N”課程包,實踐證明,該課程包實施效果良好,有效地解決了傳統教學的種種弊端,真正達到了有效教學的目的。
【關鍵詞】機械制造工藝;1+N課程包;機械核心課程
0 引言
《機械制造工藝》課程是面向機械類各專業中研究機械加工共性問題的主干課程,通過本課程的學習,使學生掌握機械制造工藝的基本理論,具有制訂中等復雜零件機械加工工藝規程的初步能力,使學生初步具有分析、解決工藝、工藝裝備等制造技術問題的能力,為進一步地加深學習打下基礎。
1 《機械制造工藝》“1+N”課程包設計理念
原有的《機械制造技術》課程教學內容不能體現課程的實用性、實踐性和創新性,而從中獨立出的《機械制造工藝》課程則突破了傳統的學科體系,擺脫了以知識點為主線構建教學內容的慣例,在做好充分的崗位調研工作的基礎上,以真實企業典型零件作為教學載體,提煉出典型工作任務,重新整合了知識模塊,以工作過程為導向組織教學,構建“1+N”課程包,激發學生學習熱情,讓學生全程參與,努力做到“教-學-做”的有機統一,為學生的學習和就業服務,校企融合,緊跟先進技術發展、提升就業能力。該“1+N”的課程包具體內涵體現如下:
“1+N”課程包的“1”即“一技之長”,一技之長是指一項核心的高端技能,以職業道德、職業精神為靈魂,對接職業標準,對接企業新技術和新工藝,對接國際化生產的工藝流程、產品標準和服務規范等;“N”即N種相關技能,N種相關技能是指圍繞“一技之長”的N種輔助技能組合,以全面發展為主線,對接崗位(群)的風險控制能力,對接經營管理方法,對接人文素養等。由此:
1.1 “1”的內涵釋義
“1”——學習該課程所能掌握的1項核心技能:該課程緊密對接“機械工藝員”領班崗位,目標培養學生在實際生產中具有編制機械加工工藝規程與實施工藝規程的能力。
1.2 “N”的內涵拓展
學習該課程應同時具備以下兩方面技能:(1)掌握質量管理體系知識:ISO9000質量體系認證等;(2)熟悉現場“6S”管理:即整理、整頓、清潔、清掃、素養、安全。
2 《機械制造工藝》“1+N”課程包開發與實施
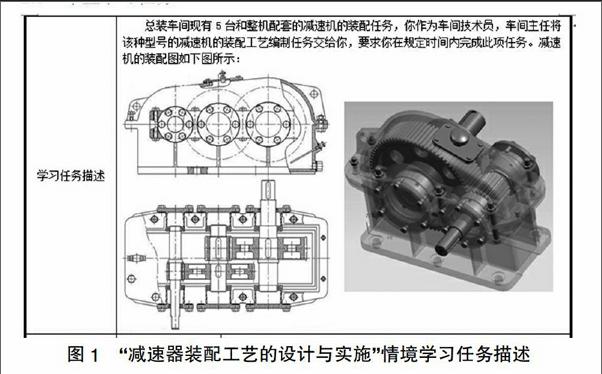
現以“減速器裝配工藝的設計與實施”項目為教學案例,分析該項目“1+N”課程包的開發與實施過程:
2.1 布置學習任務
2.2 “減速器裝配工藝的設計與實施”情境能力目標描述
1)1項核心技能:(1)熟練裝配的概念、裝配精度;(2)掌握各種裝配方法及各自的適用范圍及常見應用;(3)裝配工藝規程的制定要求與依據;(4)制定裝配工藝規程的步驟、方法與內容。
2)“N”項輔助技能:(1)熟悉裝配工藝基礎知識;(2)理解機器的裝配精度、機器的組成和裝配工藝系統圖;(3)掌握保證裝配精度的工藝方法;(4)理解結構的裝配工藝性;(5)掌握裝配尺寸鏈;(6)具備質量意識、并能兼顧成本核對,降低生產成本能力;(7)具備現場“6S”管理能力。
2.3 設計學習情境
該情境的學習與工作流程如下:(1)咨詢;(2)決策計劃;(3)實施;(4)檢查評估;(5)課內實踐;(6)學習檢查。
本情境依據真實的工作任務,以小組的形式按“資訊、決策、計劃、實施、檢查、評估”這一完整的“行動”方式來組織教學,分“資訊”、“決策計劃”、“實施”、“檢查與評估”四個步驟來進行,工作結束后安排課內實踐項目——“雙聯齒輪零件加工工藝分析”,對已學知識進行鞏固提高。本情境采用單班分組方式教學,每班分8組。該情境教學分如下5個步驟進行實施。
步驟一:資訊(4課時)
教學方法:案例教學法、參觀、討論、教師指導
任務:學生從接到的工作任務中分析完成工作的必要信息,為下一步的決策、計劃做好充分的準備,具體任務的設置如下:(1)掌握裝配的概念、裝配精度;(2)有哪些裝配方法,各自的適用范圍和常見應用;(3)分析減速器的結構特點;(4)分析減速器的可裝配性及裝配工藝性;(5)裝配要求及驗收要求。
學生自由組合分成8個小組(各組選出組長1名),各組根據任務工作單和資訊工作單完成必要的信息搜集,每組選4人準備發言。
步驟二:決策、計劃
學時:6課時
教學方法:小組討論法、提問引導法、講授法、多媒體教學法
任務:學生在資訊階段,了解了裝配的基本工藝信息,接下來在決策、計劃階段,需對具體確定減速器裝配的生產組織形式,劃分裝配單元,并制定出該減速器的裝配工藝方案,具體任務的設置如下:(1)原始資料的搜集研究;(2)確定裝配生產的組織形式;(3)劃分裝配單元,確定裝配順序,劃分裝配工序;(4)編寫裝配工藝卡和工序卡;(5)制定裝配檢驗與試驗規范。
步驟三:實施(2課時)
教學方法:講授法、項目教學法、四步教學法
任務:學生以小組的形式在實訓指導教師的指導下,在機械加工實訓中心,以各小組所制定的工藝方案為項目實施產品裝配,同時對每一個完成的工作步驟進行記錄和歸檔,并完成下面的工作:(1)填寫裝配工藝過程卡片;(2)零件常用的修復方法;(3)裝配工作安全和事故防護規定;(4)交流溝通和工藝管理。
步驟四:檢查、評估(2課時)
教學方法:討論法、講授法、學生評價、教師評價、教師監督
任務:通過實施階段的工作對各小組的項目成果進行專業的分析和總結,完成如下三個方面的任務:(1)裝配工藝規程的要求及依據;(2)制定裝配工藝規程的步驟、方法、內容的比較評估;(3)產品的結構工藝性分析;(4)工時定額評估;(5)裝配工藝方案的評價。
步驟五:課內實踐(6課時)(下轉第56頁)
(上接第39頁)教學方法:小組討論法、提問引導法、項目教學法
任務:在前面學習的基礎上,學生赴校外實訓基地——浙江豐立機電有限公司參與減速器的實際裝配工作,具體任務的設置如下:(1)產品的結構工藝性分析;(2)產品常用裝配方法;(3)減速器裝配要求及驗收要求;(4)減速器驗收方法。
上述案例詳細的分析了該課程包實施的步驟、采取的教學方法,闡明了該課程包的教學理念。為了更好地有效實施“1+N”課程包,對于《機械制造工藝》課程進行了如下的改革:
(1)課程標準與職業標準對接,學歷證書與資格證書并軌
課程教學內容與相應工種的應知、應會相銜接,課程理論考試與職業技術等級考核相融通,實訓技能考核與職業資格證書考核相融通。實踐教學考核以學生實際加工零件的質量為評判依據。
(2)通過校企深度合作,實行教、學、做一體化。
充分發揮與校企合作優勢,對合作企業在線產品進行篩選,精心設計典型“核心實例”,將企業的實際產品作為承載知識、技能的任務,結合崗位工作流程,在教師引導資訊和操作演示后,學生嘗試完成任務,在實際的生產環境中實行教、學、做一體化融合的教學模式,使理論教學和實踐教學相互滲透、相互依存。
(3)教學方法的改革
企業的專業人士和校內專任教師,通過情境教學和獨立操作法,結合現代教學手段(多媒體課件、專題錄像等),在工學一體化教室以及實訓基地,由教師進行以實際零件加工為目標的生產性實訓教學,實施工學結合的教學方法,使專業知識學習與職業技能訓練一體化,學習空間與工作現場一體化。
(4)采取以學生為主體的教學方法,促進學生的角色轉化
本課程的教學過程是在工學一體化教室以及實訓基地,設置真實情境教學環境中完成,多媒體情境教學環境下進行引導資訊、計劃和決策,操作實施在真實的崗位上,身臨其境的角色,激發學生職業意識,從而初步完成學生-學徒-上崗的角色轉化,為進一步實現高技能人才的培養打下基礎。
(5)教學評價方式更趨多元,綜合考評學生的整體素質
多元化評價體系由以下幾個部分組成:1)理論考核(30%):(1)課程問答;(2)習題解答;(3)項目匯報;(4)過程作業、文件;2)技能考核(50%):(1)職業規范;(2)制定方案能力;(3)項目執行能力;(4)項目匯報、資料整理;3)職業素養(20%):(1)團隊協作能力;(2)創新能力;(3)職業態度、工作作風。
3 總結評價
經過上述改革,學生的厭學情緒明顯得到了一定的抑制,上課的積極性得到很大的提升。在課程包實施的一年多時間,大多數學生反映教學效果良好,對于該課的專業知識都能有了較為清晰的理解與掌握,學生的實踐動手能力也得到了一定的增長,該課程“項目驅動,任務導向”的教學理念不斷的深入學生的心中,真正的達到了有效教學的目的。
【參考文獻】
[1]張江華,吳小邦,主編.機械制造工藝[M].北京:機械工業出版社,2012.
[2]馬敏莉,主編.機械制造工藝[M].北京:清華大學出版社,2011.
[3]王平嶂,主編.機械制造工藝與刀具[M].北京:清華大學出版社,2005.
[責任編輯:鄧麗麗]
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
裝備制造技術(2020年12期)2020-05-22 09:25:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國公路(2017年19期)2018-01-23 03:06:33
學苑創造·A版(2017年6期)2017-06-23 14:10:46
電子制作(2017年8期)2017-06-05 09:36:15
信息記錄材料(2016年4期)2016-03-11 15:22:54
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年11期)2015-11-09 13:03:51
