基于PROFIBUS總線技術(shù)在汽車總裝PBS輸送線設(shè)備上的優(yōu)化研究
2015-09-13 11:44:08劉雙喜
制造業(yè)自動(dòng)化 2015年19期
周 麗,劉雙喜
(1.長春建筑學(xué)院,長春 130607;2.長春一汽,長春 130012)
0 引言
PROFIBUS現(xiàn)場總線技術(shù)主要應(yīng)用于工業(yè)自動(dòng)化,本文用到的這種總線技術(shù)主要應(yīng)用于一汽大眾汽車總裝生產(chǎn)線上,對總裝車間輸送線滾床之間、設(shè)備之間的通信與控制,當(dāng)今汽車制造業(yè)在迅猛發(fā)展,對自動(dòng)化程度要求越來越高,PROFIBUS現(xiàn)場總線技術(shù)在現(xiàn)代企業(yè)與工廠中應(yīng)用的越來越廣泛[1]。PROFIBUS現(xiàn)場總線技術(shù)比以往的傳統(tǒng)技術(shù)自動(dòng)化過程更高,傳輸速率更快,自動(dòng)化過程更靈活。今天,不僅僅在汽車生產(chǎn)領(lǐng)域可以應(yīng)用PROFIBUS現(xiàn)場總線技術(shù),在其他行業(yè)也在廣泛的在應(yīng)用,例如化工領(lǐng)域,交通工程領(lǐng)域,電力行業(yè)等等諸多領(lǐng)域也在應(yīng)用PROFIBUS現(xiàn)場總線技術(shù)[2],本文主要應(yīng)用于一汽大眾汽車總裝生產(chǎn)線中。
在汽車總裝車間生產(chǎn)過程中,利用計(jì)算機(jī)控制和現(xiàn)代信息處理技術(shù),采用基于PROFIBUS現(xiàn)場總線的控制系統(tǒng),實(shí)現(xiàn)了對整條PBS線輸送車身過程的監(jiān)控和管理,對故障進(jìn)行統(tǒng)一的處理和記錄,大大降低了停臺(tái)時(shí)間,提高了生產(chǎn)效率和產(chǎn)品質(zhì)量[3]。基于PROFIBUS總線技術(shù),PBS輸送線系統(tǒng)是一項(xiàng)較大規(guī)模的控制技術(shù),并且自動(dòng)化程度極高,又具有創(chuàng)新性和挑戰(zhàn)性。該控制技術(shù)集成了最新的現(xiàn)場總線技術(shù)、PLC控制技術(shù)、網(wǎng)絡(luò)通信技術(shù)、LENZE變頻驅(qū)動(dòng)技術(shù)、SEW驅(qū)動(dòng)技術(shù)、WICC;VISU人機(jī)界面技術(shù)、故障自診斷技術(shù)等[4]。
1 PBS輸送線程序控制原理
汽車總線PBS輸送線在自動(dòng)或手動(dòng)情況下,滾床能夠向前或向后運(yùn)行,當(dāng)雪橇觸發(fā)滾床前端的占位傳感器后,程序自動(dòng)獲取占位信號(hào)。如前一雪橇脫離占位信號(hào)駛出占位傳感器后,傳感器的占位信號(hào)復(fù)位,下一個(gè)雪橇再次駛過占位傳感器,獲得占位信號(hào),依次循環(huán)此動(dòng)作。
2 PBS輸送線占位信號(hào)閃斷問題
在汽車總裝車間PBS輸送線FTM06-FTM09組自助運(yùn)行時(shí),經(jīng)常出現(xiàn)傳感器占位信號(hào)閃斷問題,從而導(dǎo)致輸送車身的雪橇發(fā)生相撞故障,使總裝車間停臺(tái)時(shí)間居高不下,曾經(jīng)多次因?yàn)闄M移或轉(zhuǎn)角時(shí)占位信號(hào)閃斷,造成兩車相撞,車身脫離軌道,產(chǎn)生較長時(shí)間停臺(tái),進(jìn)而嚴(yán)重影響了總裝的生產(chǎn)。在剪式升降機(jī)位置占位信號(hào)閃斷,兩車相撞,前車沖出滾床,車身報(bào)廢,造成嚴(yán)重停臺(tái)。對2013年1月~6月一汽大眾總裝車間數(shù)據(jù)統(tǒng)計(jì),1月份停臺(tái)71分鐘,占總停臺(tái)42%。2月份停臺(tái)36分鐘,占總停臺(tái)100%。3月份停臺(tái)17分鐘,占總停臺(tái)77%。4月份62分鐘,占總停臺(tái)68%。5月份90分鐘,占總停臺(tái)56%。6月份350分鐘,占總停臺(tái)79%。按照一汽大眾總裝車間標(biāo)準(zhǔn)每分鐘停臺(tái)時(shí)間1958元計(jì)算,2013年前6個(gè)月單就占位信號(hào)閃斷一項(xiàng)故障導(dǎo)致的直接經(jīng)濟(jì)損失就達(dá)一百多萬,造成巨大的經(jīng)濟(jì)損失。
3 PBS輸送線占位信號(hào)閃斷問題原因分析
本文通過以下軟件進(jìn)行檢測分析:SIMATIC MANAGER軟件,PLC-ANALYZER監(jiān)控軟件,PROFITRACE總線診斷軟件。
SIMATIC MANAGER軟件程序分析:FB90滾床驅(qū)動(dòng)功能塊程序錯(cuò)誤,如圖1所示。
PLC-ANALYZER監(jiān)控軟件分析:對經(jīng)常報(bào)警區(qū)域進(jìn)行監(jiān)控,發(fā)現(xiàn)有信號(hào)閃斷現(xiàn)象,如圖2所示。
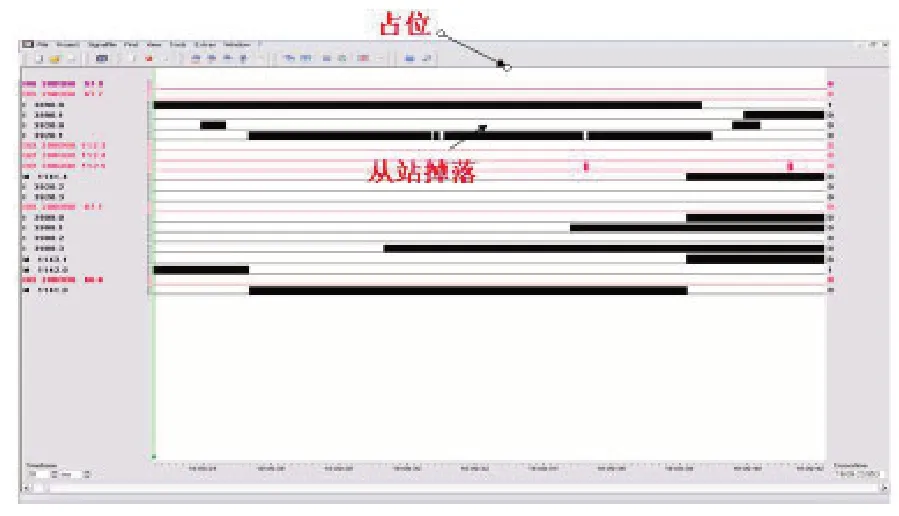
圖2 PLC-ANALYZER監(jiān)控閃斷圖
PROFIBUS總線診斷軟件分析:外部干擾嚴(yán)重,如圖3所示。
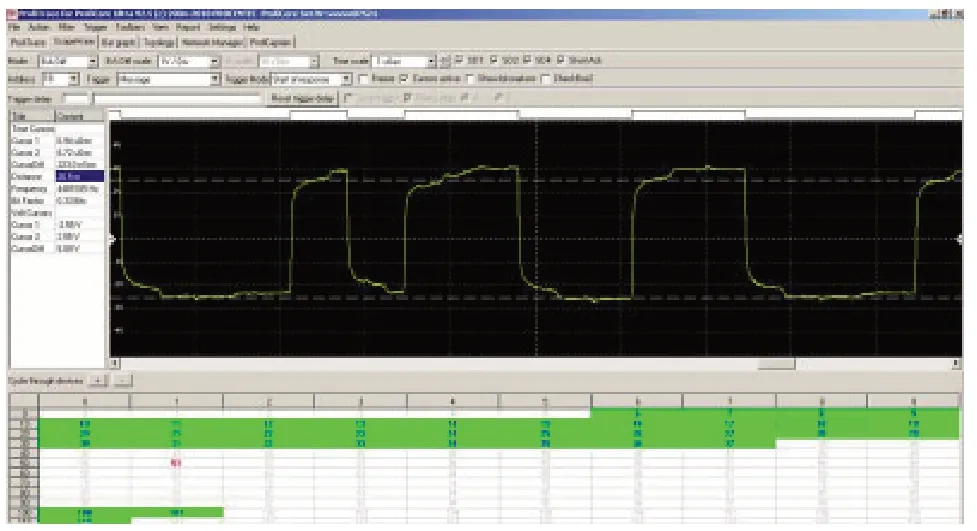
圖3 優(yōu)化前的PROFIBUS總線診斷圖
4 優(yōu)化方案
針對以上軟件監(jiān)控及診斷發(fā)現(xiàn)的占位信號(hào)閃斷問題進(jìn)行優(yōu)化,提出以下三點(diǎn)優(yōu)化方案。
4.1 對程序進(jìn)行優(yōu)化
1)故障多發(fā)處總線報(bào)警被屏蔽出現(xiàn)撞車事故時(shí),控制面板無法斷開自動(dòng)運(yùn)行,手動(dòng)按下復(fù)位按鈕后不能重新掃描占位狀態(tài)。對程序進(jìn)行改進(jìn),將程序中短接處進(jìn)行刪除,如圖4所示。
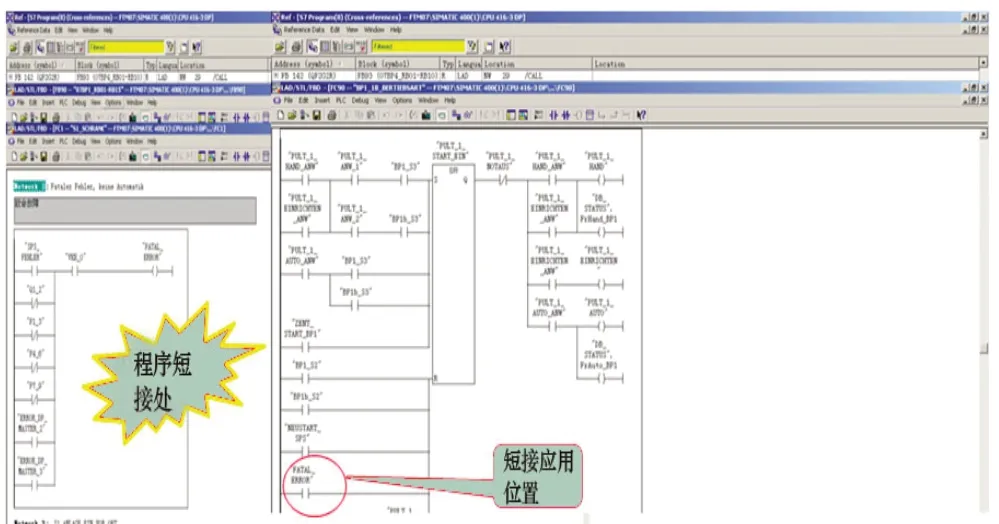
圖4 軟件中刪除的程序塊
2)滾床與相鄰滾床共同調(diào)用FB146功能塊,外部接入點(diǎn)不一致,將程序優(yōu)化,使之不同滾床的運(yùn)行程序一致,如圖5所示。

圖5 滾床程序不同
3)在PBS輸送線上特殊區(qū)域(例如轉(zhuǎn)角機(jī)、升降機(jī)、橫移機(jī))部位加裝傳感器,并使此傳感器關(guān)斷延時(shí)500ms。在占位傳感器出現(xiàn)閃斷信號(hào)時(shí),此加裝傳感器仍保持傳輸信號(hào),程序設(shè)計(jì),如圖6所示。

圖6 傳感器關(guān)斷延時(shí)
4.2 對PROFIBUS總線鋪設(shè)進(jìn)行優(yōu)化
通過PLC-ANALYZER監(jiān)控軟件發(fā)現(xiàn)閃斷現(xiàn)象,檢查總線鋪設(shè)情況,發(fā)現(xiàn)升降機(jī)位置制動(dòng)電阻發(fā)熱,總線鋪設(shè)距離發(fā)熱元件過近,并且PROFIBUS總線在380V強(qiáng)電下面,對總線存在嚴(yán)重干擾。將動(dòng)力線與PROFIBUS總線進(jìn)行線槽隔離。
4.3 對通訊質(zhì)量差進(jìn)行優(yōu)化
由于PBS輸送線長時(shí)間運(yùn)行,沒有及時(shí)進(jìn)行灰塵清理,灰塵對PROFIBUS總線產(chǎn)生嚴(yán)重干擾,出現(xiàn)信號(hào)閃斷現(xiàn)象,應(yīng)該及時(shí)對總線進(jìn)行灰塵清理。有部分滾床沒有屏蔽層,也導(dǎo)致了信號(hào)干擾問題,將PROFIBUS總線與LENZE變頻器外金屬殼接地進(jìn)行屏蔽,再次通過PROFITRACE總線診斷軟件檢測,閃斷現(xiàn)象有較大改善,但是在設(shè)備遠(yuǎn)端處,還存在衰減現(xiàn)象,在總線上每隔一百米加裝中繼器REPEATER,放大衰減信號(hào),經(jīng)過再次檢測,通訊狀態(tài)良好,如圖7所示。
5 結(jié)束語
本文主要針對一汽大眾總裝車間PBS輸送線上FTM06-FTM09組自動(dòng)運(yùn)行時(shí),經(jīng)常出現(xiàn)總線占位信號(hào)閃斷問題進(jìn)行分析,并提出了優(yōu)化措施。首先通過程序?qū)ζ溥M(jìn)行了優(yōu)化,提出三種程序優(yōu)化方案。其次對PROFIBUS總線鋪設(shè)進(jìn)行優(yōu)化,重新鋪設(shè)總線,與動(dòng)力線隔離。最后對通訊質(zhì)量差進(jìn)行了優(yōu)化,灰塵清理及PROFIBUS總線接地屏蔽等措施,改善了通訊質(zhì)量。通過以上幾種優(yōu)化方案,從根本上解決了總裝PBS輸送線上占位信號(hào)閃斷問題,大大減少了停臺(tái)時(shí)間,節(jié)約了經(jīng)濟(jì)成本,提高了產(chǎn)品質(zhì)量。
[1] 李光蘭,龐博.PROFIBUS-DP總線控制系統(tǒng)在汽車涂裝工藝中的研究[J].電氣傳動(dòng),2013/s1:163-165.
[2] 陳月婷,何芳.PROFIBUS現(xiàn)場總線技術(shù)及發(fā)展分析[J].濟(jì)南大學(xué)學(xué)報(bào)(自然科學(xué)版),2007.7(3):226-230.
[3] 林巨廣,張?zhí)烊A,等.現(xiàn)場總線在機(jī)器人沖壓自動(dòng)線控制系統(tǒng)中的應(yīng)用[J].合肥工業(yè)大學(xué)學(xué)報(bào)(自然科學(xué)版),2006.10(10):1201-1203.
[4] 王世華,單鴻波.基于PROFIBUS-DP技術(shù)的D530焊裝線控制設(shè)計(jì)與實(shí)現(xiàn)[J].東華大學(xué)學(xué)報(bào)(自然科學(xué)版),2012.10(5):627-631.
[5] 陳心赤.PROFIBUS現(xiàn)場總線系統(tǒng)技術(shù)在汽車制造業(yè)中的應(yīng)用[J].制造業(yè)自動(dòng)化,2012.7(7):40-41.
[6] 葉彬強(qiáng).PROFIBUS-PA現(xiàn)場總線技術(shù)研究和應(yīng)用[J].石油化工自動(dòng)化,2005.5:64-67.
[7] 湯曉麗.基于ProfiBus/Profinet在智能雙電源控制系統(tǒng)中的應(yīng)用[J].科技創(chuàng)新導(dǎo)報(bào),2008(31):25.
[8] 郭智.論P(yáng)ROFIBUS的不穩(wěn)定性因素[J].科技信息,2008(11):96.
[9] 湯青波,何學(xué)文.基于PROFIBUS-DP的電液伺服網(wǎng)絡(luò)控制系統(tǒng)[J].鍛壓技術(shù),2010.2(1):75-76.
[10] 阮焱林,鄭秋玲.PROFIBUS現(xiàn)場總線技術(shù)綜述[J].可編程控制器與工廠自動(dòng)化(PLC FA),2011.8:39-42.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
