基于PLC的上藥機械手的研究
2015-09-13 11:43:12黃曉冉董小雷
制造業自動化 2015年15期
關鍵詞:藥品
黃曉冉,董小雷
(河北聯合大學 機械工程學院,唐山 063009)
0 引言
隨著社會的進步和人民生活水平的不斷提高,人們對醫療服務水平的要求也是越來越高[1]。醫藥技術的不斷創新,催生了形形色色的藥品種類,如何對藥品進行科學化管理,為人們提供更加高效的醫藥服務,成為當前大中型醫院藥房面臨的一個棘手的問題。
自動化藥房的誕生,實現了藥品信息化、集中化管理。上藥系統是自動化藥房系統中一個重要的組成部分。一個運行穩定、快速、定位精確的上藥系統,能夠大大降低醫務工作人員的勞動強度和提高藥房設備的自動化水平。市場上現有的上藥機械手存在單次上藥數量少、定位不精準的問題,為了解決這一問題,設計了一種自動上藥機械手,采用兩端四發藥槽機構和齒輪嚙合旋轉機構配合,保證自動化儲藥設備快速、高效的的補藥。
1 機械結構原理
上藥機械手由水平雙直線導軌、豎直雙直線軌道、回轉驅動裝置、從動齒輪、齒輪軸和移動架等組成。上藥機械手的結構如圖1所示。
移動架在伺服電機的驅動下沿著豎直方向的導軌做上下直線運動,豎直導軌整體沿著水平方向的導軌做左右直線運動,從而實現機械手的定位。為保證其運行的穩定性,在豎直和水平方向均采用雙直線導軌。
豎直雙直線導軌的底部和頂部均安裝有回轉驅動裝置,如圖1所示,在電機的驅動下能夠使得豎直雙直線導軌完成180度的旋轉,設計的兩端四個發藥槽都可以向儲藥柜上藥,這樣很好的解決了機械手單次上藥量少的問題。
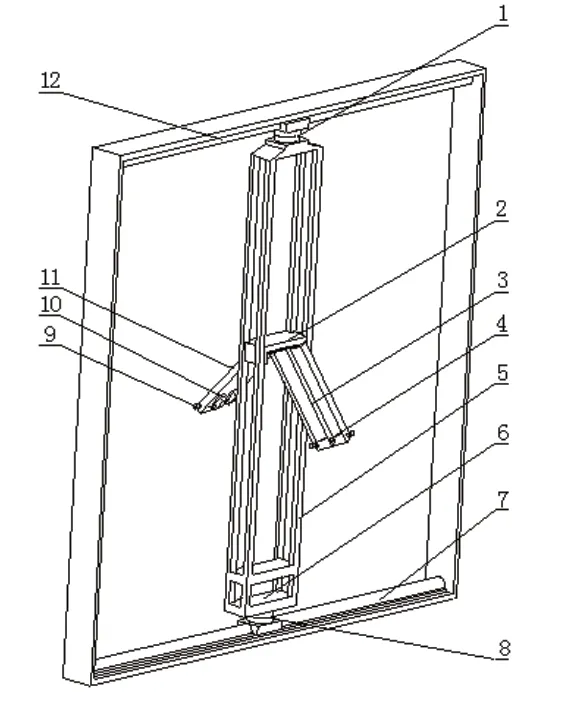
圖1 上藥機械手整體結構示意圖
發藥槽的上表面與水平面成一定的傾角,如圖2所示,藥品平放在發藥槽中時,會依靠重力作用緊貼著發藥槽側壁。同時每個發藥槽前端開矩形孔,三角擋板與電磁鐵相連,穿過矩形孔擋住發藥槽中的藥品,對藥品起到定位的作用。當電磁鐵得電,三角擋板向下收縮,藥品則沿著發藥槽滑落。在每個發藥槽出口處的兩側和中間擋板處分別開通孔,并安裝光電開關,一個光點開關實現對一端兩個發藥槽中藥品發送情況進行檢測。

圖2 雙發藥槽主視圖示意圖
兩端的雙發藥槽尾部分別安裝從動齒輪,如圖3所示,并與轉動軸固定在一起,成為一個整體,轉動軸通過軸承與移動架連接。主動齒輪軸帶動從動齒輪軸轉動,同時兩個齒輪軸分別與固定在發藥槽上的從動齒輪嚙合,在齒輪軸的驅動下,兩端的發藥槽以轉動軸為中心旋轉,可根據自動化儲藥柜中儲藥道的傾斜角度來設置發藥槽的旋轉角度。齒輪嚙合旋轉機構,提高了發藥手旋轉角度的準確性,保證機械手上藥定位的精度。
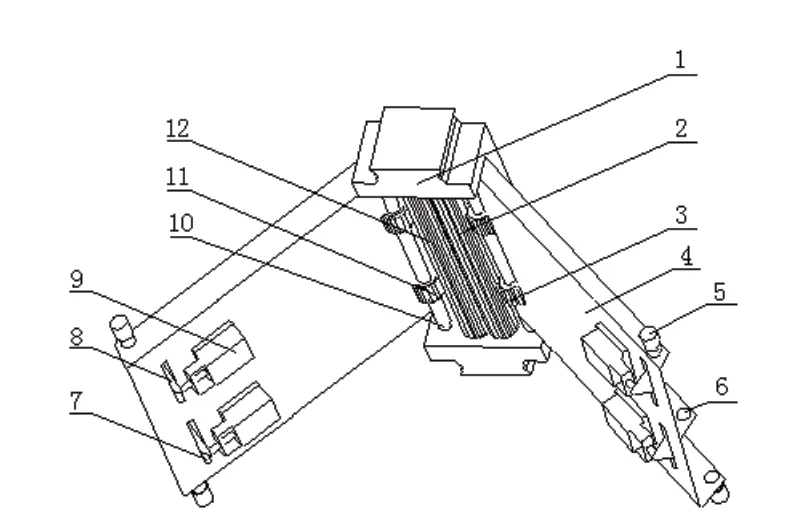
圖3 兩端四發藥槽機構仰視示意圖
2 控制系統及原理
2.1 上藥機械手控制系統硬件設計
上藥機械手的控制系統采用由上位機和下位機組成的二級控制系統[2],硬件控制結構如圖3所示。上位機采用液晶觸摸屏工控機,主要對上藥機械手起檢測作用,并通過上位機對機械手的一些動作參數進行設置。下位機控制系統的硬件部分主要包括四個伺服電機、四個電磁鐵和兩個光電開關,根據設計需求,選用性價比較高的歐姆龍CP1H型PLC,能夠發送四路脈沖,并配合CP1W—40EDRIO擴展模塊和四個SGDV—5R5A01A伺服驅動器,實現對下位機硬件的控制。
結合圖4,上藥機械手的工作過程如下:上位機液晶觸摸屏提示需要上藥的種類和數量,工作人員將藥品別平放在發藥槽中,并設置機械手工作時的一些參數,隨后啟動機械手工作按鈕,PLC發出指令,機械手在伺服電機M1和M2的驅動下精確到達指定的位置,在此過程中伺服電機M3也得到指令,驅動主動齒輪軸帶動前后端四個發藥槽旋轉至設定好的角度,此時由發藥槽1首先進行上藥,電磁鐵得電三角擋板向下收縮,藥品沿著發藥槽滑落至儲藥柜,同時光電開關檢測藥品的發送情況,當發藥結束時,PLC控制發藥槽2繼續上藥。當前端兩個發藥槽全部上藥完畢時,如果需要繼續上藥,伺服電機M4控制驅動回轉裝置,使得機械手完成180°旋轉,接著后端兩個發藥槽以相同的方式繼續進行上藥,整個過程結束后,機械手復位。
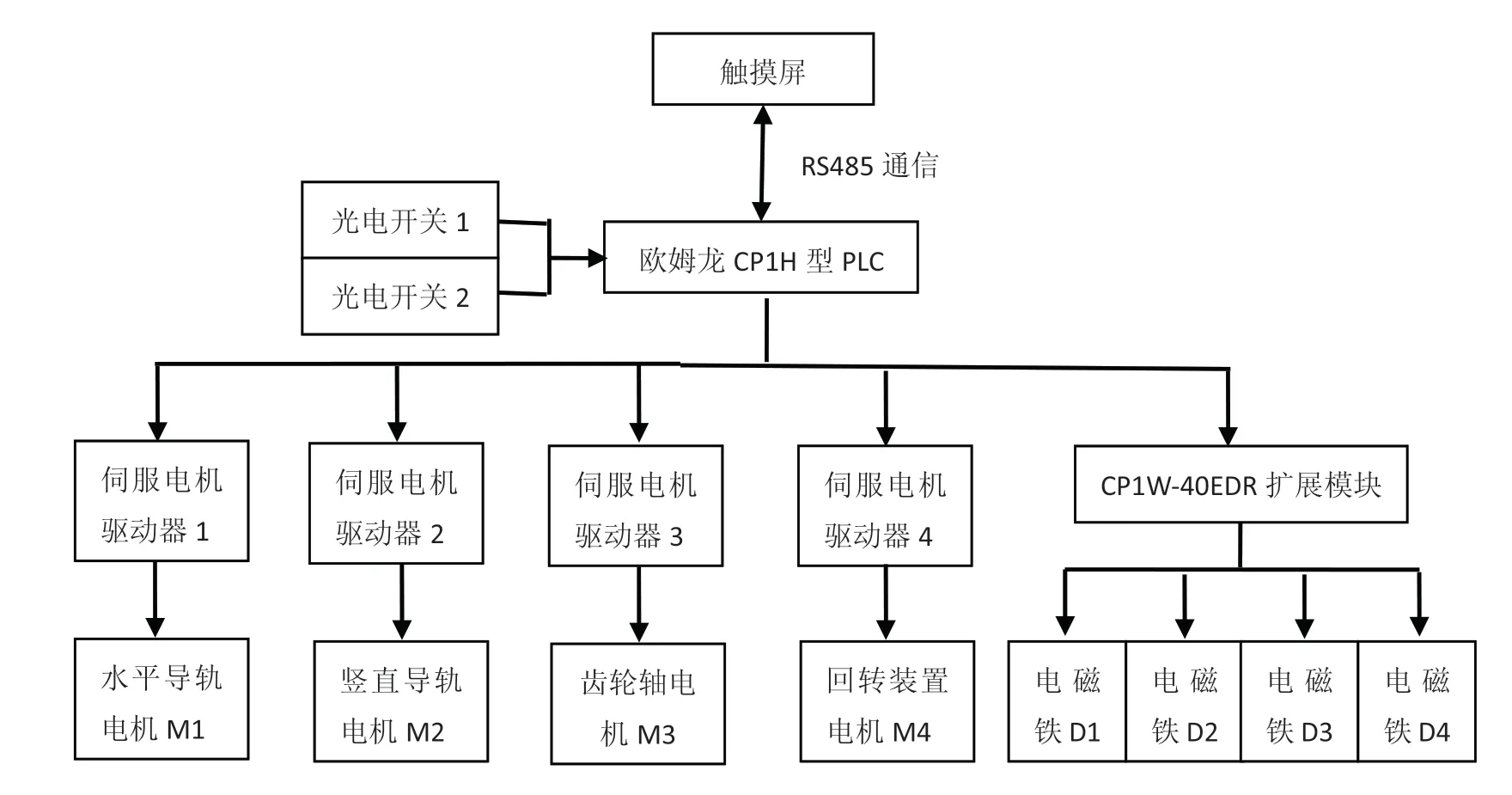
圖4 上藥機械手控制系統組成框圖
上藥機械手上位機與下位機之間的信息交流和數據交換采用RS485總線作為介質。RS485總線與其他總線相比具有結構簡單、數據傳輸速率高、抗干擾性強[3]等的優點,從而保證通信的速度和穩定性。
為保證機械手動作的準確性,對伺服電機M1、M2和M3均采用閉環控制。PLC通過脈沖輸出通道1、2和3,向三個伺服電機驅動器發送不同數量和頻率脈沖,驅動器將脈沖轉化成電信號去控制伺服電機的轉速和轉向,編碼器會將伺服電機發出的脈沖反饋信號經由高速脈沖計數器1、2和3傳遞至PLC的CPU,經過處理與計算,最后輸出補償脈沖,從而實現對伺服電機的閉環控制[4]。伺服電機M4則由PLC脈沖輸出通道4進行開環控制,以實現機械手180°旋轉。PLC主單元模塊輸出地址分配如表1所示。
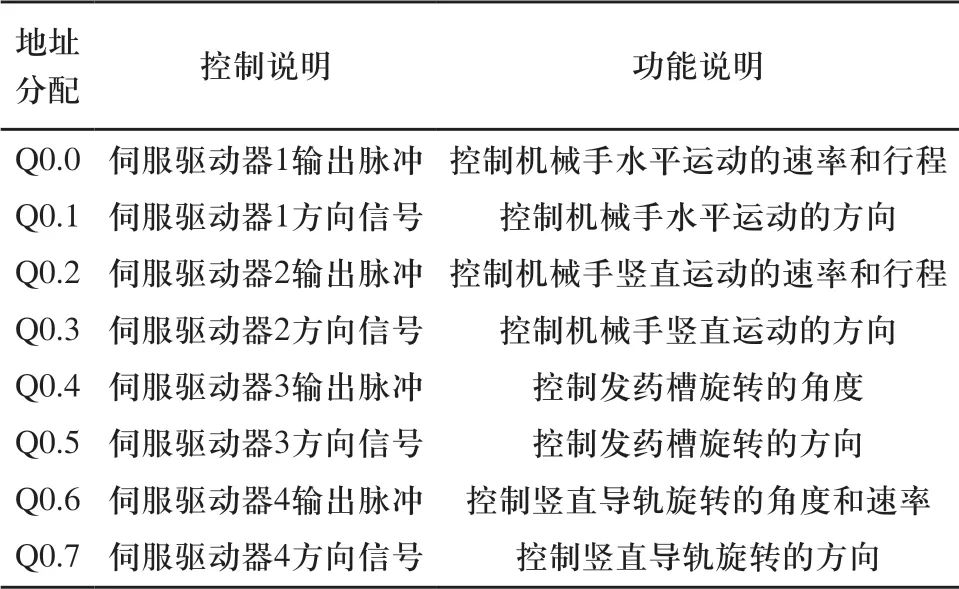
表1 PLC主單元輸出功能分配表
PLC通過CP1W—40EDRIO擴展模塊,控制繼電器KM1、KM2、KM3和KM4的通斷,來控制電磁鐵的得電和失電,實現三角擋板的伸縮運動,從而分別控制四個發藥槽中的藥品的定位和發送。擴展模塊輸出功能分配如表2所示。
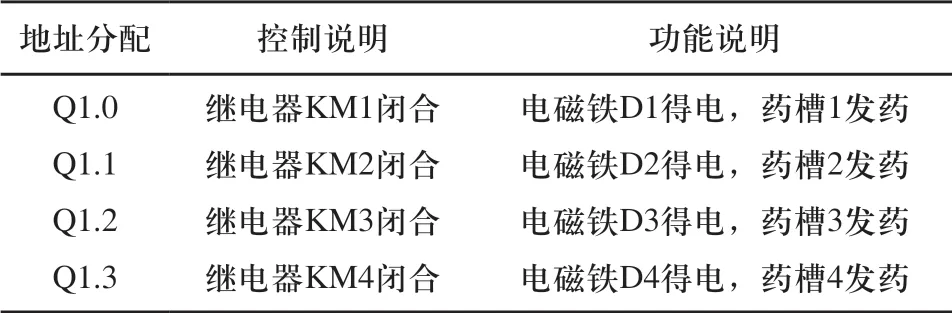
表2 CP1W—40EDRIO擴展單元輸出功能分配表
2.2 控制系統軟件設計
機械手自動上藥的過程是嚴格按照順序控制的方式執行,其軟件控制系統由初始化模塊、數據采集模塊、數據處理模塊和數據輸出模塊四個部分組成。
初始化模塊主要對PLC系統進行初始化,并對機械手工作時所需的一些參數進行設置。數據采集模塊主要收集由編碼器反饋回來的信號,對伺服電機進行閉環控制。數據處理模塊主要是將人工設置的數據和反饋回來的信號由CPU進行處理。數據輸出模塊則主要是根據指令進行脈沖輸出和繼電器輸出,控制機械手上藥的動作。軟件設計流程如圖5所示。
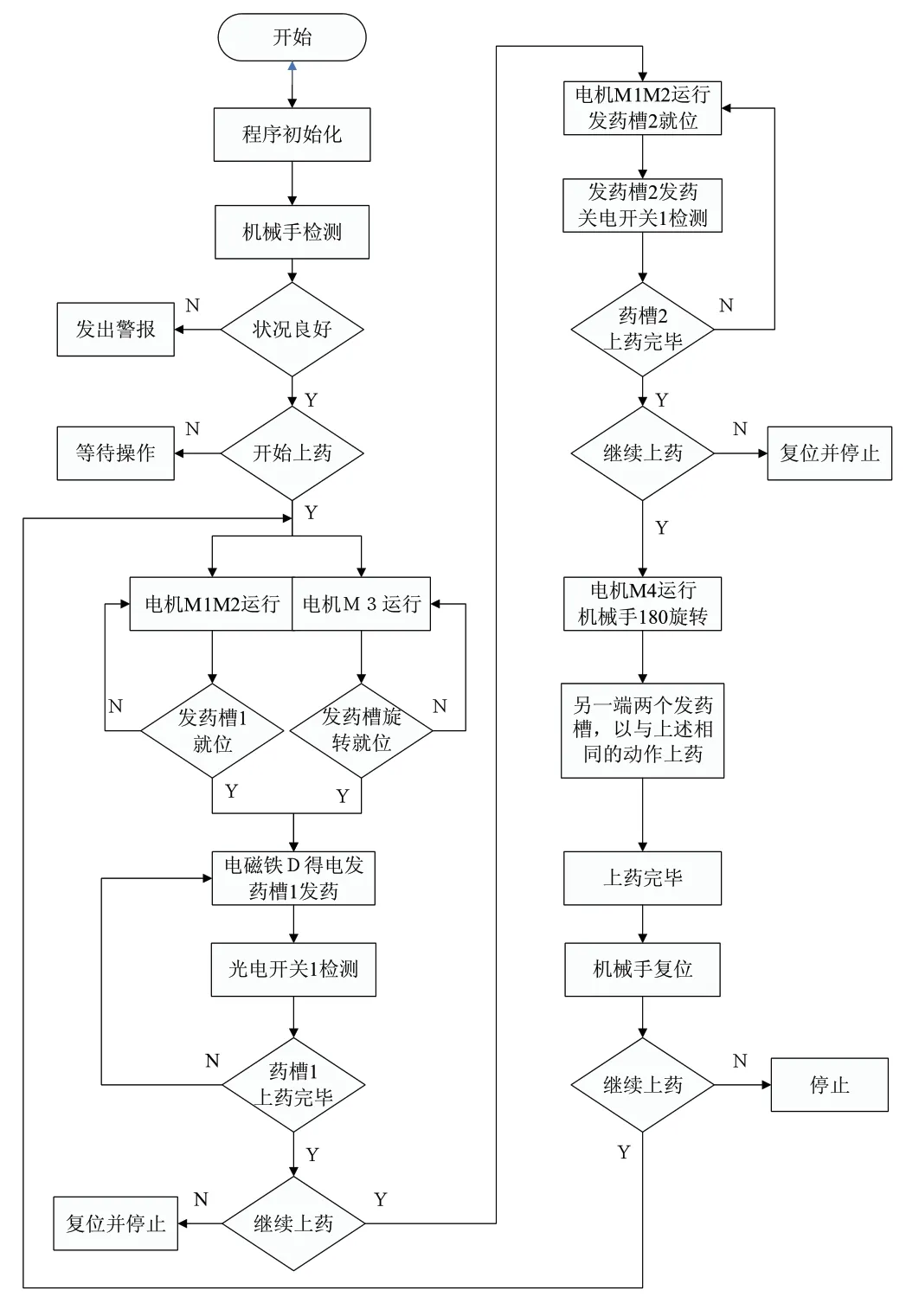
圖5 軟件設計流程圖
3 結束語
本文設計的上藥機械手,通過前后兩端四個發藥槽機構與回轉驅動裝置相互配合,很大程度提高了機械手自動上藥的數量,直線導軌和齒輪嚙合傳動機構配合實現機械手的準確定位。由PLC控制伺服電機和電磁鐵,保證機械手高效運行。整個機械手系統運行穩定可靠,在自動化藥房領域里有積極的意義。
[1] 李成群,王偉,贠超,朱賢,曹建波,張銀花.自動化藥房的現狀和新進展[J].機器人技術與應用,2007,05:27-32.
[2] 劉貫華.基于PLC的污水處理控制系統的設計[J].機電工程技術,2008,01:86-88+110.
[3] 耿立中,王鵬,馬騁,賈惠波.RS485高速數據傳輸協議的設計與實現[J].清華大學學報(自然科學版),2008,08:1311-1314.
[4] 王有慶,田涌濤,王占杭,李從心.用PLC實現電機速度閉環控制[J].機床與液壓,2002,03:28-29.
猜你喜歡
中國合理用藥探索(2022年1期)2022-11-26 00:22:32
世界最新醫學信息文摘(2021年12期)2021-06-09 08:36:56
小學生優秀作文(低年級)(2018年6期)2018-05-19 01:54:28
消費導刊(2017年20期)2018-01-03 06:27:16
中國衛生(2016年6期)2016-11-23 01:09:08
中國衛生(2016年5期)2016-11-12 13:25:28
中國藥物應用與監測(2015年5期)2015-12-11 03:15:54
中國衛生(2015年9期)2015-11-10 03:11:14
中國衛生(2015年5期)2015-11-08 12:09:48
中國衛生(2015年4期)2015-11-08 11:15:58
