增量等通道角擠壓對汽車用AZ31鎂合金組織和性能的影響
2015-09-13 11:52:22孫書娟季業益李強偉
制造業自動化 2015年17期
孫書娟,季業益,李強偉
(1.蘇州建設交通高等職業技術學校,蘇州 215124;2.蘇州工業職業技術學院,蘇州 215003;3.蘇州大學工程訓練中心,蘇州 215123)
0 引言
現代汽車工業設計和制造的主流方向是汽車輕量化,以減少燃料消耗、降低排氣污染和提高汽車安全性[1]。由于鎂合金密度較低,比強度和比剛度較高,阻尼減震性較好,導熱性較好,電磁屏蔽效果優良等優點,是汽車輕量化的首選材料,在汽車車身、輪轂以及其他零部件上已廣泛應用[2,3]。然而由于鎂合金特殊的密排六方結構,低溫下只能提供兩個基面滑移系,不能夠滿足米塞斯屈服準則要求的五個獨立的滑移系,故表現出較差的塑性能力。如何提高鎂合金的強度和塑性成為當前研究的重點,并被廣泛開展。研究表明,熱處理、細化晶粒、合金化等方法能夠有效的提高鎂合金的強度。尤其是細化晶粒,其不僅能夠提高鎂合金材料的強度,塑性和韌性也隨之提高,成為最受青睞的方法。劇烈塑性變形作為一種細化晶粒的方法,由于其簡單的加工過程和以及能夠制備納米晶而廣泛關注。高壓扭轉、等徑角擠壓、累積疊軋等劇烈塑性變形方法被方法開展,而等徑角擠壓時最常見的方法。鎂合金是對溫度敏感的材料,當溫度升高至175℃,棱柱面a滑移開動,225℃錐面a+c滑移開動,極大的提高了材料的塑性變形能力[4]。
關于鎂合金的等徑角擠壓一般是通過正常的等截面變形方法獲得[5~7],而關于增量鎂合金等通道角擠壓還鮮有報道,因此為了更好的提高鎂合金的塑性和強度,本文簡單的研究了增量等通道角擠壓對AZ31鎂合金的影響。
1 實驗材料和方法
本實驗采用商業直徑16mmAZ31鎂合金棒材,取擠壓試樣其橫截面而10mm×10mm,長為120mm。隨后在250℃下進行不同路徑增量等徑角擠壓(I-ECAP)A、Bc、C,以二硫化鉬為潤滑劑。等通道角擠壓4道次之后,取試樣進行室溫單軸拉伸和壓縮實驗。圖1所示為I-ECAP示意圖, 其中A、B為材料輸送模具,C為工作模具,B與C沒有接觸。初始階段,材料從a方向送入,至不能夠運動,工作模具C進行運動引入剪切變形至紅色虛線處所示。

圖1 I-ECAP變形示意圖
取I-ECAP試樣和原始試樣制備拉伸和壓縮試樣。拉伸試樣標距尺寸為寬×長為2.5mm×14mm,厚度為2mm;壓縮試樣尺寸高和直接分別為8mm×7mm。實驗過程應變速率為1×10-3s-1,在室溫下開展進行。
原始和I-ECAP試樣通過金相進行組織觀察。通過在600,800,1000,1200,1400的砂紙上進行研磨,隨后通過1ml冰醋酸+10ml酒精+過飽和苦味酸進行腐蝕。
2 結果與討論
圖2所示為熱擠壓鎂合金棒材原始金相顯微組織,圖中可以看出,小晶粒分布在粗大晶粒周圍,粗晶晶粒尺寸約為83μm,而細小晶平均晶粒尺寸約為12μm,這主要是由于熱擠壓過程中發生了動態再結晶行為的結 果[8~10],如圖2(b)所示。

圖2 AZ31鎂合金金相顯微組織
圖3為250℃下進行不同路徑I-ECAP4道次后以及原始試樣真實拉伸-壓縮應力應變曲線。A為單向擠壓,B為單向每道次旋轉90°,C為單向每道次旋轉180°。可以看出,與原始擠壓板材相比,經過不同方向的I-ECAP后塑性均獲得提高,經過A,Bc,C路徑進行I-ECAP后,拉伸斷裂延伸率分別提高了55%,156%和155%,尤其是經過Bc和C路徑進行I-ECAP塑性獲得極大的提高。對于強度,原始和不同路徑I-ECAP試樣的大約為290MPa,也就是說增量等徑角擠壓對鎂合金的抗拉強度的影響很小。而對于屈服強度,原始,I-ECAP路徑A,B,C分別為 220,150, 95和60MPa,獲得持續的減小。同樣不同路徑,A,B,C進行I-ECAP后其屈服強度隨之逐漸降低。
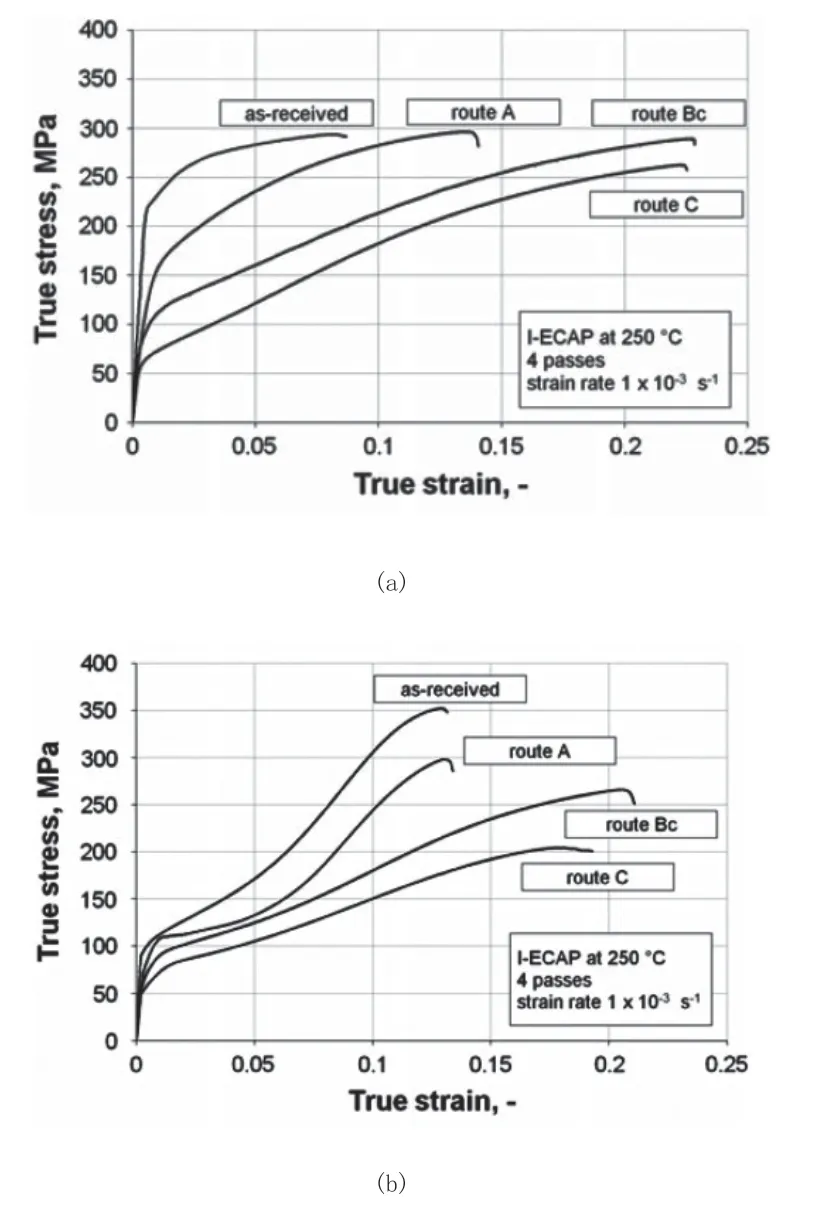
圖3 原始和I-ECAP試樣室溫拉伸-壓縮真實應力應變曲線
圖4所示為AZ31鎂合金板材增量等徑角擠壓后金相顯微組織和晶粒尺寸分布圖。通過截線法對經過路徑A,Bc和C擠壓的鎂合金材料晶粒尺寸進行統計,其分別為5.51μm,5.42μm,5.37μm。也就是說,不同的方向路徑進行增量等徑角擠壓對鎂合金的組織均勻性和晶粒尺寸沒有很大影響。具有代表性經過路徑A擠壓的晶粒分布組織如圖4所示。可以看出,超過50%的晶粒尺寸在3μm~6μm,而又4%的粗大晶粒,尺寸約為12μm~30μm,這主要由于再結晶行為的開動,再結晶小晶粒分布在初始大晶粒周圍。

圖4 AZ31鎂合金板材I-ECAP路徑A擠壓金相顯微組織和晶粒尺寸分布
圖5所示為AZ31鎂合金初始板材拉伸和壓縮后金相顯微組織,從中可以看出,原始試樣拉伸后粗大晶粒尺寸要大于50μm,并且在粗晶內部出現大量的孿晶。從局部放大組織圖5(b)中可以看出,這些孿晶橫穿粗晶,而細小晶粒內部沒有孿晶出現。而壓縮至應變0.1時,在壓縮組織中也可以看到大量孿晶,說明即使是較小的變形在壓縮過程中也會使得孿生開動,這與鎂合金孿晶的極性有關[11~13]。

圖5 原始AZ31鎂合金金相顯微組織
圖6所示為不同路徑等徑角擠壓后拉伸金相顯微組織,可以看出在較小的晶粒尺寸組織內部進行拉伸變形,有很少的孿晶出現,孿生變形受到抑制。而相應的出現一系列的剪切帶,經過路徑A擠壓,其剪切帶平行于拉伸方向出現,組織中如黑色區域;經過路徑B和C進行擠壓后,剪切帶與TD方向呈45°方向分布,并且剪切帶越來越不容易被觀察。在細晶組織內部出現剪切帶的原因還不清楚。Lapovok等[14]指出AZ31鎂合金在250℃進行1道次ECAP時,剪切帶出現,然而剪切帶對拉伸變形的研究沒有開展。在本文中,剪切帶在經過4道次ECAP時沒有出現,只在拉伸過程中出現,與其有著不同的現象。同時,剪切帶以外的晶粒尺寸大小相近,說明剪切帶與晶粒尺寸沒有直接的聯系。

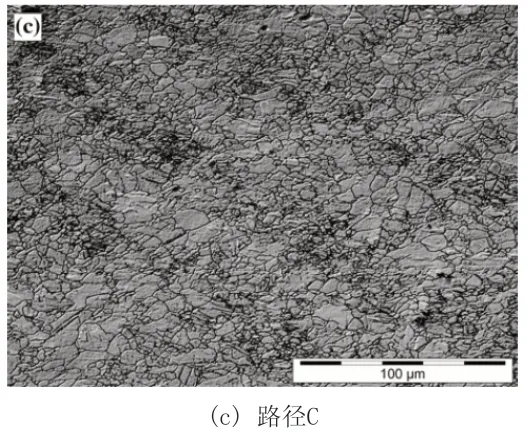
圖6 不同路徑等徑角擠壓后拉伸金相顯微組織
3 結論
通過對AZ31鎂合金熱軋板材進行增量等通道角擠壓研究了不同路徑A、B和C對其的組織和性能的影響。通過增量等通道角擠壓后,組織得到極大的細化,晶粒尺寸由原始的粗大晶粒50μm細化至5.5μm左右,不同路徑對晶粒尺寸沒有較大的影響。拉伸屈服強度和壓縮屈服強度在A、B、C路徑I-ECAP后隨之降低,延伸率獲得提高。隨后在單軸拉伸過程中,剪切帶出現在經過I-ECAP的試樣中,剪切帶的出現可能與等徑角擠壓引入的剪切變形以及晶粒轉變有關。
[1] 魏光清.鎂合金拉壓不對稱性研究進展[J].熱加工工藝,2014,43(5):9-12,16.
[2] B Clausen, CN Tomé, DW Brown, SR Agnew. Reorientation and stress relaxation due to twinning: Modeling and experimental characterization for Mg[J].Acta Materialia,2008,56:2456-2468.
[3] A Galiyev, R Kaibyshev,G Gottstein. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60[J].Acta Materialia,2001,49:1199-1207.
[4] H Yoshinaga,R Horiuchi. Deformation Mechanisms in Magnesium Single Crystals Compressed in the Direction Parallel to Hexagonal Axis[J].Transactions of the Japan Institute of Metals,1963,4:1-8.
[5] Y Pei,A Godfreya,J Jiang,YB Zhang,W Liu,Q Liu. Extension twin variant selection during uniaxial compression of a magnesium alloy[J]. Materials Science and Engineering:A,2012,550:138-145.
[6] JJ Jona,SJ Mu,T Samman,G Gottstein,L Jiang,Martin.The role of strain accommodation during the variant selection of primary twins in magnesium[J]. Acta Materialia,2011,59:2046-2056.
[7] YC Xin, MY Wang,Z Zeng,GJ Huang,Q Liu.Tailoring the texture of magnesium alloy by twinning deformation to improve the rolling capability[J].Scripta Materialia,2011,64:986-989.
[8] YC Xin, XJ Zhou,HW Chen,JF Nie,H Zhang, YY Zhang, Qg Liu. Annealing hardening in detwinning deformation of Mg-3Al-1Zn alloy[J]. Materials Science and Engineering:A,2014,594:287-291.
[9] NV Ravi Kumar, JJ Blandin,C Desrayaud, F Montheillet, M Suéry. Grain refinement in AZ91 magnesium alloy during thermomechanical processing[J].Materials Science and Engineering:A,2003,359:150-157.
[10] 唐忠.基于小波混沌神經網絡AZ31鎂合金退火參數優化研究[J].制造業自動化,2014,(1):143-144,149.
[11] SR Agnew, JA Horton, TM Lillo, DW Brown.Enhanced ductility in strongly textured magnesium produced by equal channel angular processing[J].Scripta Materialia,2004,50:377-381.
[12] MR Barnett.A taylor model based description of the proof stress of magnesium AZ31 during hot working[J].Metallurgical and Materials Transactions A,2003,34:1799-1806.
[13] DL Yin, JT Wang, JQ Liu, X Zhao.On tension-compression yield asymmetry in an extruded Mg-3Al-1Zn alloy[J]. Journal of Alloys and Compounds,2009,478(1):789-95.
[14] Rimma Lapovok,László S. Tóth, Alain Molinari, Yuri Estrin. Strain localisation patterns under equal-channel angular pressing [J].Journal of the Mechanics and Physics of Solids,2009,57:122-136.
