基于YSZ液料的液流/霧化等離子熔射射流形態及微觀組織研究
2015-09-14 00:45:20符友恒張海鷗芮道滿王桂蘭
材料工程 2015年3期
符友恒,張海鷗,芮道滿,王桂蘭
(1華中科技大學 材料成形與模具技術國家重點實驗室,武漢 430074;2華中科技大學 數字制造裝備與技術國家重點實驗室,武漢 430074)
等離子熔射技術常用于熱障涂層、生物涂層和耐磨、耐腐蝕涂層的制備,具有成形涂層質量可控、材料適應性廣等特點[1]。傳統大氣等離子熔射采用氣體攜帶粉末的送料方式,輸送粉末的粒度在10~100μm,對于亞微米或納米粒度的粉末難以直接采用此送料方式[2,3]。液料等離子熔射是20世紀90年代產生的技術,它采用亞微米或納米尺度的粉末為熔射材料,通過物理和化學分散手段將粉末均勻分散在溶劑中配置成有一定固體含量的懸浮液料,然后將液料以液流或霧化方式注射入等離子射流中制備涂層[4-7]。
由于液料等離子熔射在制備精細或納米結構涂層方面的優勢,近年來一直是國內外研究的熱點。夏衛生等[8]和許艷華等[9]比較了大氣與液料等離子熔射制備YSZ涂層的微觀組織特點。Rampon等[10]研究了液料的特性對霧化液滴尺寸分布的影響,Fauchais等[11]和Pawlowski等[12]研究了液料在等離子射流中的物理、化學過程及涂層成形的機理,Waldbillig等[13]采用液料等離子熔射制備了厚度約為60μm精細結構的YSZ涂層用于固體氧化物燃料電池的電解質,但不同液料輸送方式及工藝參數對等離子射流形態特征及成形組織影響的報道仍不全面,需要進行深入的表征。為此,本工作分析了兩種液料輸送方式下的送料氣壓和熔射功率對射流形態的影響,研究不同液料輸送方式及熔射距離下制備涂層的微觀組織,為依據應用功能需求制備精細的多孔隙或致密結構涂層提供技術基礎。
1 實驗研究
1.1 懸浮液料的配置
熔射材料為8%(摩爾分數)YSZ粉末 (d50=700nm)。分散介質為蒸餾水,分散劑為聚丙烯酸(PAA)。懸浮液的配置過程為:首先,按懸浮液中YSZ質量分數為20%稱取粉末并與分散介質混合;其次,量取占YSZ質量分數為0.39%的PAA加入混合液中,使用氨水調節混合液的pH為10;最后使用球磨機球磨分散2h。
1.2 實驗條件及方法
等離子熔射系統電源為GP-80型,噴槍安裝在motoman UP20型六自由度機器人末端。液料輸送系統如圖1,液料輸送噴嘴孔徑為300μm,容器罐1中裝有懸浮液料,容器罐2中裝有潔凈水,用于熔射完成后對管路的清洗。流量調節閥1用于液流/霧化輸送方式的切換,其開啟提供霧化氣實現液料的霧化輸送,關閉實現液料的液流輸送。流量調節閥2用于調節送料氣流量以改變液料輸送的流量和速度。

圖1 液料等離子熔射送料及圖像采集系統原理圖Fig.1 Sketch of suspension injection and image collection system for suspension plasma spraying
等離子射流形態由CCD視覺系統采集,系統包括工業計算機、圖像采集卡、CCD攝像機和窄帶復合濾光鏡。CCD攝像機鏡頭朝向等離子射流軸線與液料射流軸線所在平面法線方向,采集的圖像數據經采集卡傳輸至計算機。
2 實驗結果及分析
2.1 熔射功率對不同液料注射射流形態的影響
如圖2~4所示,研究了無液料、液流和霧化方式液料注射時熔射功率從20kW增大到35kW時的等離子射流形態。無液料注射時等離子射流高溫區呈對稱倒錐狀,隨著等離子熔射功率的提高,等離子射流長度增長,最大寬度呈微小變化。如圖3所示,液流方式液料注射后產生了溫度下降區A1和粒子飛行區A2,液料注射點下方沿射流方向亮度變暗(A1區域),說明液料的注射導致該區域溫度降低并使等離子射流高溫區呈非軸對稱倒錐狀,但高溫區形態的變化對粒子飛行軌跡干擾較小,由粒子飛行區A2形態可知粒子主要沿等離子射流方向運動。霧化方式液料注射后對等離子射流產生較大擾動,等離子射流由狹長形變為橢球形。
利用Image J軟件以相同閾值提取等離子射流高溫區域輪廓并分別測量其水平與豎直方向像素點最大距離。如圖2(a),等離子射流形態特征值λ以豎直最大距離L與水平W 最大距離的比值表征。對圖2~4各工藝條件的射流均取5幅圖像,計算其平均特征值并擬合得曲線圖5。
在有和無液料注射時,等離子射流特征值λ均隨功率提高而增大,由于功率提高使等離子射流具有更大的動能和熱能,從而狹長度增加,因此,λ值可反映等離子射流的能量及剛度。液流液料注射的λ值曲線位于無液料注射的下方,主要由于注射液滴的蒸發帶走部分等離子射流能量導致其溫度下降。Xu等[14]的研究表明用于熔射材料輸送的氣體流量增大將帶走等離子射流更多能量,同時將壓縮等離子射流長度及干擾其穩定性。霧化液料注射時在送料、霧化氣體的冷卻及液滴蒸發作用下帶走等離子射流更多能量,導致其λ值曲線位于最下方。

圖2 無液料注射時不同熔射功率下的射流形態 (a)20kw;(b)25kW;(c)30kW;(d)35kWFig.2 Plasma jet morphology without suspension injection at different plasma powers (a)20kW;(b)25kW;(c)30kW;(d)35kW

圖3 液流液料注射時不同熔射功率下的射流形態 (a)20kW;(b)25kW;(c)30kW;(d)35kWFig.3 Liquid stream injected plasma jet morphology at different plasma powers (a)20kW;(b)25kW;(c)30kW;(d)35kW

圖4 霧化液料注射時不同熔射功率下的射流形態 (a)20kW;(b)25kW;(c)30kW;(d)35kWFig.4 Atomization suspension injected plasma jet morphology at different plasma powers (a)20kW;(b)25kW;(c)30kW;(d)35kW

圖5 不同液料輸送方式下等離子射流特征Fig.5 Plasma jet morphologic characteristic with different suspension injection method
2.2 送料氣壓對射流形態的影響
實驗研究了液流/霧化送料在不同送料氣壓下的等離子射流形態,主要參數如表1。
圖6(a)~(c)為液流液料輸送方式,在送料氣壓0.2MPa時,液料的動量不夠,難以完全送入等離子射流的中心,部分液料在注射側邊緣霧化;在氣壓0.4MPa時部分液滴因動量過大而“穿透”等離子射流。送料氣壓過大或過小將產生未進入等離子射流高溫區的液料,這將降低液料的利用率,液滴落到基體上,可使涂層的局部驟冷導致裂紋或剝落;在氣壓0.3MPa時,液料完全進入等離子射流高溫區,實現了液料的理想輸送,可使液料充分加熱熔融。
在圖6(d)~(f)為霧化液料輸送方式,噴嘴出口處霧化的液料呈錐狀,隨著送料氣壓增大,液料的霧化錐角增大,過大錐角將使液料噴射范圍超過等離子射流高溫區域,同時部分液滴因動量過大而“穿透”等離子射流,如圖6(f)。由圖2(a)~(c)知等離子射流高溫區呈倒錐狀,為了保證霧化液料完全進入等離子射流高溫區建立了如圖7的幾何約束模型,等離子射流高溫區和霧化液料簡化為錐角為θ1和θ2的圓錐,等離子射流高溫區長度為L,參數θ1,θ2及L可由射流形態分析得到。霧化噴嘴與等離子噴槍的徑向和軸向距離分別為a1和a2,霧化送料參數應滿足以下約束表達式:

表1 液流/霧化液料輸送參數Table 1 Parameters of liquid stream/atomization injection
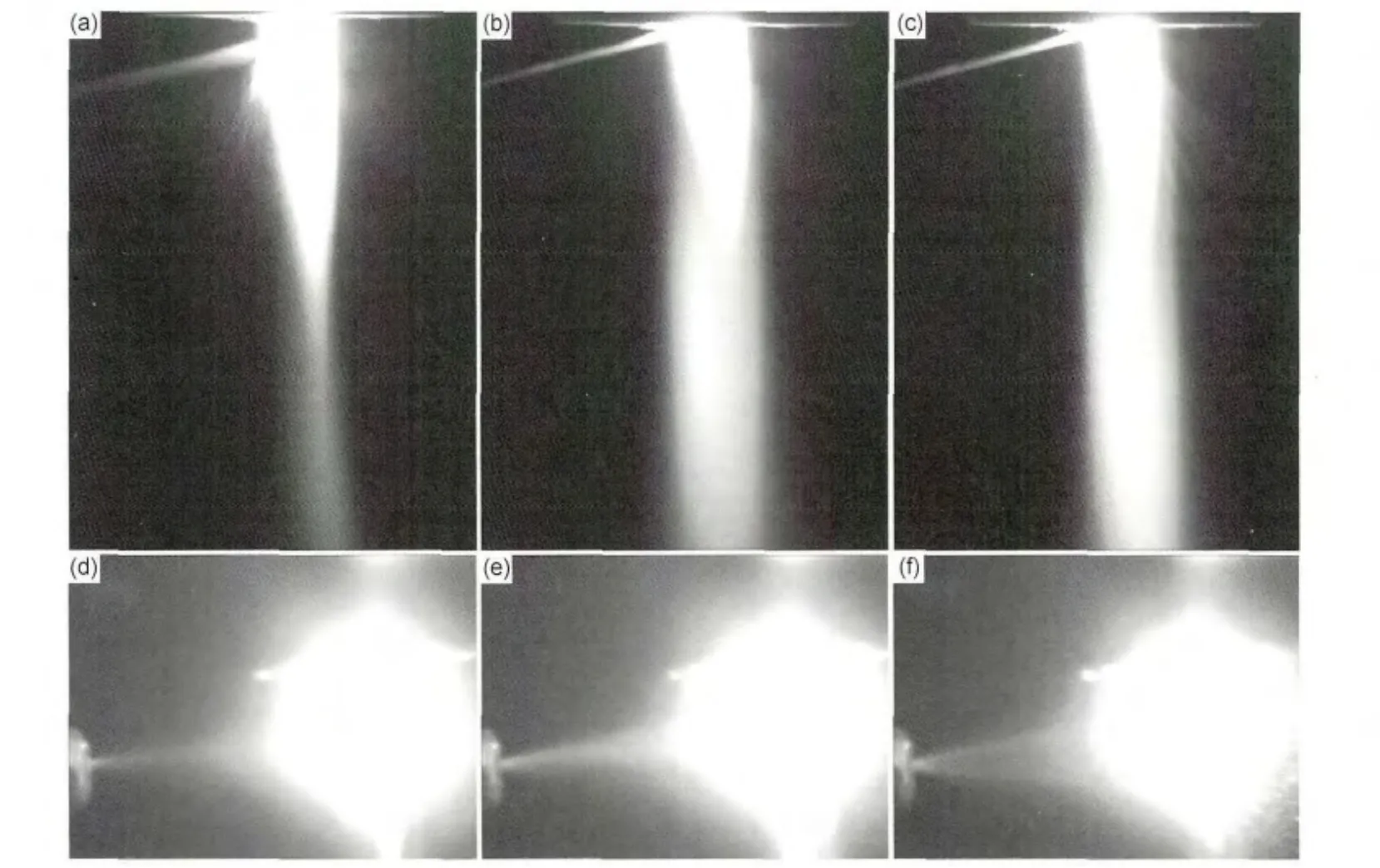
圖6 不同送料/霧化氣壓下的液流和霧化等離子射流形態(a)0.1/0.2MPa;(b)0.1/0.3MPa;(c)0.1/0.4MPa;(d)0.2/0.2MPa;(e)0.2/0.3MPa;(f)0.2/0.4MPaFig.6 Plasma jet morphology of liquid stream and atomization injection at different atomization/injection pressure(a)0.1/0.2MPa;(b)0.1/0.3MPa;(c)0.1/0.4MPa;(d)0.2/0.2MPa;(e)0.2/0.3MPa;(f)0.2/0.4MPa

由(1),(2)式得:

由于送料氣壓與θ2關聯,因此,表達式(3)為結合等離子射流形態和噴嘴安裝位置選擇送料氣壓提供依據。例如,當熔射功率30kW,噴嘴安裝位置a1=15mm,a2=10mm時,對射流形態分析知L=25mm,θ1=18.2°,代入(3)式計算得液料霧化錐角θ2需小于9.0°,送料氣壓選擇0.2MPa。
2.3 液料輸送方式對涂層質量的影響
由2.2節研究得到的合適的液料輸送條件,研究了不同熔射距離下的液流、霧化液料輸送方式對YSZ涂層的成形質量的影響,采用單晶硅片為基體,表面打毛處理,熔射主要工藝參數如表2。
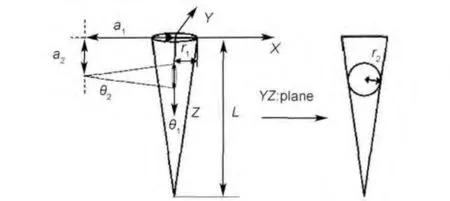
圖7 霧化液料注射方式的幾何約束模型Fig.7 Geometric constraint model for atomization injection
采用Sirion 200型場發射掃描電鏡對制備涂層的截面形貌進行分析。圖8(a-1),(a-2)分別為熔射距離50mm時液流和霧化方式制備涂層的SEM照片,兩者均呈精細致密的結構,未出現貫穿孔。圖8的A區域和C區域均有柱狀晶組織析出,說明在該熔射功率下液流和霧化方式下液料攜帶的粉末均經歷了充分熔融并在沉積基體后產生了再結晶過程。柱狀晶生長方向沿層片體厚度方向,章橋新等[15]和朱海云等[16]認為在靠近基體或下表面粒子一側過冷度比較大,促使形成細小的等軸晶胚。由于粒子與空氣接觸部分具有更大的過冷度,結晶潛熱釋放遠小于熱量散失,結晶前沿形成較大的負溫度梯度,促使晶胚朝著外向的方向迅速長大形成柱狀晶。A區域的層片體間的機械結合存在間隙,約束了柱狀晶沿該方向的長大,柱狀晶沿生長方向尺寸為0.5~1.0μm。圖8(a-1)涂層中存在的微裂紋和孔洞較圖8(a-2)中增多,孔洞呈橢圓形,最大孔徑約為1.5μm,裂紋沒有明顯的方向性。圖8(b-1),(b-2)分別為熔射距離60mm時液流和霧化方式制備涂層的SEM照片,與熔射距離為50mm時對應液料輸送方式下制備涂層相比,其組織結構更疏松,具有更多微小孔隙,涂層中呈球形的部分熔融顆粒增多,如圖8中的B和D區域。部分熔融顆粒產生是由于熔射距離的增加使微小熔融粒子凝固產生的。利用圖像法分析圖8(a-1),(b-1),(a-2)和(b-2)的孔隙率分別為3.4%,8.7%,1.5%和4.2%,上述結果表明液料等離子熔射距離對組織孔隙影響明顯,相同送料方式下,隨著熔射距離增加,部分熔融粒子增多有助于形成孔隙結構。在相同熔射距離下,霧化較液流液料輸送方式制備的涂層組織更致密。

圖8 液流(1)和霧化(2)送料在不同熔射距離制備涂層截面的照片 (a)50mm;(b)60mmFig.8 Cross-section micrographs of liquid stream(1)and atomization(2)suspension plasma sprayed coatings in different spraying distance (a)50mm;(b)60mm
3 結論
(1)隨著熔射功率從20kW增加到35kW,有和無液料注射的射流特征值均增加。液流方式液料注射使等離子射流注射側局部溫度下降,等離子射流形態由對稱倒錐形轉變為非對稱倒錐形,但未對粒子運動產生明顯干擾,等離子射流尾部形態表明粒子主要沿軸向運動。
(2)液流方式時送料氣壓過低和過高分別產生液料在等離子射流邊緣霧化和液料穿透等離子射流現象,由此產生的未經加熱粒子將不利于致密涂層的形成。霧化方式時的送料氣壓增大,液料霧化錐角增大導致部分液料無法進入等離子射流高溫區,建立的霧化液料輸送幾何模型為結合等離子射流形態和霧化噴嘴安裝位置選擇送料氣壓提供依據。
(3)液料熔射制備涂層組織存在呈球形的部分熔融顆粒、完全熔融及柱狀晶結構,柱狀晶沿層片體厚度方向生長,層片體間的機械結合存在間隙,約束了柱狀晶沿該方向的長大,柱狀晶沿生長方向尺寸為0.5~1.0μm。
(4)霧化較液流液料輸送方式制備涂層組織更致密,霧化和液流方式在熔射距離為50mm時成形涂層的孔隙率分別為1.5%和3.4%;在熔射距離為60mm時孔隙率分別為4.2%和8.7%。不同液料輸送方式下熔射距離增加均導致涂層中部分熔融粒子增多,其有助于形成孔隙區域。
[1]汪劉應,王漢功.多功能微弧等離子噴涂技術與應用[M].北京:科學出版社,2010.WANG Liu-ying,WANG Han-gong.Multi-Function Micro-Plasma Spraying Technology and Application[M].Beijing:Science Press,2010.
[2]VAβEN R,KAβNER H,MAUER G,et al.Suspension plasma spraying:process characteristics and applications[J].Journal of Thermal Spray Technology,2010,19(1-2):219-225.
[3]BACCIOCHINI A,MONTAVON G,ILAVSKY J,et al.Porous architecture of SPS thick YSZ coatings structured at the nanometer scale[J].Journal of Thermal Spray Technology,2010,19(1-2):198-206.
[4]FAZILLEAU J,DELBOS C,RAT V,et al.Phenomena involved in suspension plasma spraying part 1:suspension injection and behavior[J].Plasma Chemistry and Plasma Processing,2006,26:371-391.
[5]TOMASZEK R,PAWLOWSKI L,GENGEMBRE L,et al.Microstructure of suspension plasma sprayed multilayer coatings of hydroxyapatite and titanium oxide[J].Surface and Coatings Technology,2007,201(16):7432-7440.
[6]KASSNER H,SIEGERT R,HATHIRAMANI D,et al.Application of suspension plasma spraying(SPS)for manufacture of ceramic coatings[J].Journal of Thermal Spray Technology,2008,17(1):115-123.
[7]RUI D M,ZHANG H O,WANG G L,et al.Fabrication of finely structured silicon-supported SOFC with anode deposited by multiphase plasma spraying[J].Journal of Materials Processing Technology,2012,212:2193-2199.
[8]夏衛生,張海鷗,王桂蘭,等.固體氧化物燃料電池核心部件的液料等離子熔射制備工藝[J].功能材料,2008,39(9):1552-1554.XIA Wei-sheng,ZHANG Hai-ou,WANG Gui-lan,et al.Fabrication technology for core parts of solid oxide fuel cell by suspension plasma spraying[J].Journal of Functional Materials,2008,39(9):1552-1554.
[9]許艷華,李強.懸浮液等離子噴涂與常規等離子噴涂納米結構陶瓷涂層的研究[J].中國表面工程,2010,23(1):51-56.XU Yan-hua,LI Qiang.Research on nanostructured ceramic coatings by suspension plasma spraying and conventional plasm spra-yingJ.China Surface Engineering201023151-56.
[10]RAMPON R,FILIATRE C,BERTRAND G.Suspension plasma spraying of YPSZ coatings:suspension atomization and injection[J].Journal of Thermal Spray Technology,2008,17(1):105-114.
[11]FAUCHAIS P,MONTAVON G.Latest developments in suspension and liquid precursor thermal spraying[J].Journal of Thermal Spray Technology,2010,19(1-2):226-239.
[12]PAWLOWSKI L.Suspension and solution thermal spray coatings[J].Surface and Coatings Technology,2009,203:2807-2829.
[13]WALDBILLIG D,KESLER O.Characterization of metal-supported axial injection plasma sprayed solid oxide fuel cells with aqueous suspension plasma sprayed electrolyte layers[J].Journal of Power Sources,2009,191(2):320-329.
[14]XU J P,FANG J C,LI Z G.Plasma jet imaging by CCD technology in rapid molding manufacturing[J].Journal of Materials Processing Technology,2002,129:250-254.
[15]章橋新,王曉輝,張亮.等離子噴涂納米ZrO28%Y2O3涂層的結構及性能[J].材料保護,2009,42(1):52-55.ZHANG Qiao-xin,WANG Xiao-hui,ZHANG Liang.The structure and properties of nanometer ZrO28%Y2O3coating by plasma spraying[J].Materials Protection,2009,42(1):52-55.
[16]朱海云,孫宏飛,李業超.等離子噴涂納米陶瓷涂層的顯微組織及結構分析[J].材料保護,2009,42(4):51-53.ZHU Hai-yun,SUN Hong-fei,LI Ye-chao.The microstructural and structural analysis of nanostructured ceramic coatings by plasma spraying[J].Materials Protection,2009,42(4):51-53.