手機自動化生產線六軸機器人單元工作原理及常見故障分析
2015-09-16 00:42:30廖新輝清遠市技師學院廣東清遠511517
機電工程技術 2015年6期
廖新輝(清遠市技師學院,廣東清遠511517)
手機自動化生產線六軸機器人單元工作原理及常見故障分析
廖新輝
(清遠市技師學院,廣東清遠511517)
介紹了一套工業機器人應用與維護實訓考核系統——手機自動化生產線。該手機自動化生產線型號為SX-CSET-JD08-04,由中央控制柜、四軸機器人單元、上料整列單元、加蓋單元、圖像檢測單元、六軸機器人單元、包裝單元、物流倉儲單元等8個單元構成。主要針對手機自動化生產線的六軸機器人單元工作原理及在實際調試過程中經常出現的故障進行分析,并提出了故障消除的技術措施。
手機自動化生產線;六軸機器人;工作原理;故障分析
工業機器人的出現在很大程度上來說,減少了人力的需求,提高了工作效率。本生產線采用鋁合金結構件為主,利用多種機械傳動方式模擬完成手機現代化裝配過程的生產系統,整個系統從符合操作簡便、高效、靈活、實用、安全的要求出發完成了手機的加工、檢測和包裝存儲的全過程。整個系統由中央控制柜、四軸機器人單元、上料整列單元、加蓋單元、圖像檢測單元、六軸機器人單元、包裝單元、物流倉儲單元等8個單元構成[1]。所涉及的技術有工業機器人技術、PLC技術、視覺成像技術、傳感器技術、觸摸屏技術、機械裝調技術、步進控制技術等領域。
學生在學校期間,只接觸到單元實操和校外參觀實習,而一些大型的自動化控制站只能看不能操作,達不到理想的教學效果,該手機自動化生產線,較好地解決了這個實際問題。六軸機器人單元是本生產線的第五個單元,主要采用的技術有PLC技術、傳感器技術、機械裝調技術、伺服控制技術等。本文根據實際調試過程,介紹了六軸機器人單元的工作原理,并詳細分析了六軸機器人單元的調試步驟、常見故障及處理辦法。
1 六軸機器人單元的結構
(1)六軸機器人單元效果圖和工作臺實物結構分別如圖1和圖2所示。
六軸機器人單元由鈑金制成機器人固定架,結實穩定;機器人采用自動快換夾具裝置;桌體配重,保證機器人運動時不出現搖晃。
其主要功能是將不合格產品放到旁邊配置的物料臺,合格產品放在包裝單元進行包裝;自動切換夾具設計,大大提高工作效率。
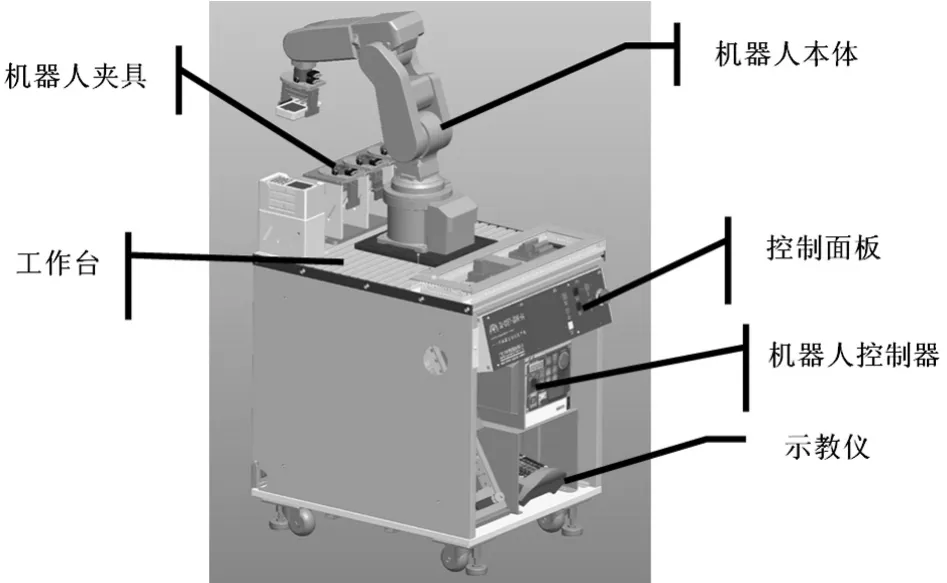
圖1 六軸機器人單元效果圖

圖2 六軸機器人單元工作臺的實物結構圖
2 六軸機器人單元的工作原理
(1)六軸機器人單元功能框圖六軸機器人單元功能如圖3所示。

圖3 六軸機器人單元功能框圖
(2)六軸機器人單元控制原理圖[2]
六軸機器人單元控制原理如圖4所示。

圖4 六軸機器人單元控制原理圖
3 六軸機器人單元調試步驟
(1)上電前檢查
1)觀察機構上各元件外表是否有明顯移位、松動或損壞等現象;輸送帶上是否放置了物料,如果存在以上現象,及時放置、調整、堅固或更換元件。
2)對照接口板端子分配表或接線圖檢查桌面和掛板接線是否正確,尤其要檢查24 V電源,電氣元件電源線等線路是否有短路、斷路現象。
(2)硬件的調試
1)接通氣路,打開氣源,手動按電磁閥,確認各氣缸及傳感器的初始狀態。
2)槽型光電(EE-SX911-R)調節,如圖5所示。各夾具安放到位后,槽型光電無信號輸出;安放有偏差時,槽型光電有信號輸出;調節槽型光電位置使偏差小于1.0mm。
3)節流閥的調節:打開氣源,用小一字螺絲刀對氣動電磁閥的測試旋鈕進行操作,如圖6所示,調節氣缸上的節流閥使氣缸動作順暢柔和。

圖5 槽型光電(EE-SX911-R)及夾具的調節圖
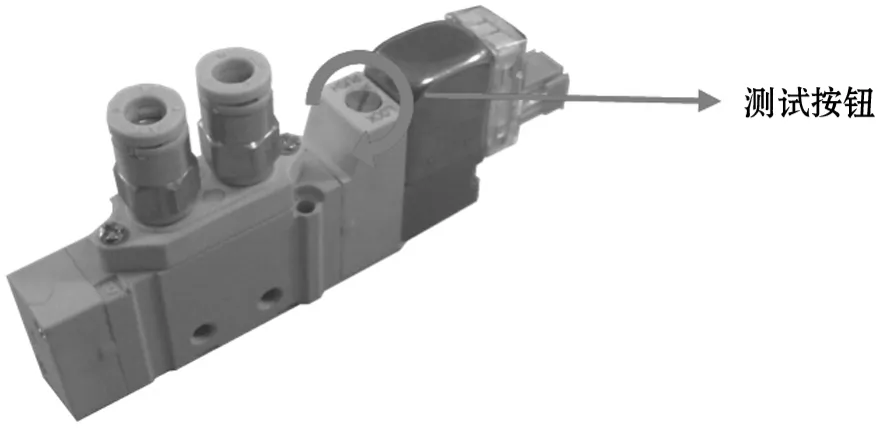
圖6 節流閥的調節
(3)六軸機器人的調試
1)機器人的硬件接線,如圖7所示。

圖7 機器人的硬件接線圖
2)機器人的安全信號短接,將緊急輸入信號EMGIN按照如圖8所示進行短接。

圖8 機器人的硬件接線圖
3)機器人原點數據寫入(參照手冊步驟寫入原點數據);設置機器人專用I/O(參數寫入時需重啟控制器),如圖9所示。
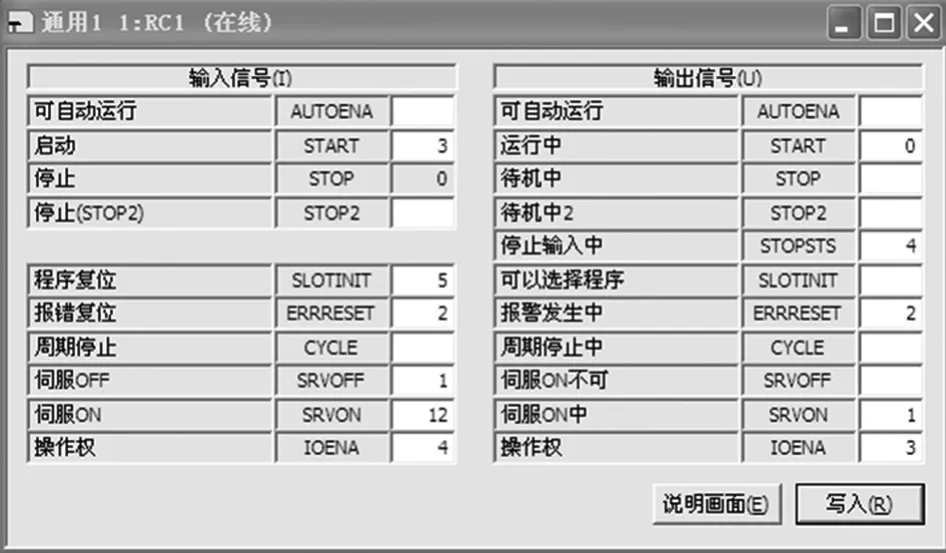
圖9 機器人的硬件接線圖
4)啟動機器人,打開RT ToolBox2軟件,用戶可自行編程或者下載參考程序,程序下載完畢后,用示教器進行點的示教,所需示教的點見表1。
4 六軸機器人單元常見故障分析
(1)六軸機器人單元性能總體穩定,但在調試的過程中也出現過一些故障,常見的可以分為下列幾種:
1)設備不能正常上電;
2)傳感器對應的PLC輸入點沒輸入;
3)機器人不能啟動;
4)機器人運動過程中報警。
(2)針對以上具體故障進行詳細的分析:
1)故障現象:設備不能正常上電。
故障原因:①電氣元件損壞;②線路接線脫落或錯誤。
解決方法:①更換電氣件;②檢查電路并重新接線。
2)故障現象:傳感器對應的PLC輸入點沒輸入。
故障原因:①PLC與傳感器接線錯誤;②傳感器壞;③PLC輸入點損壞。

表1 需示教的點
解決方法:①檢查電纜并重新連接;②更換傳感器;③更換輸入點。
3)故障現象:機器人不能啟動。
故障原因:①機器人的運行程序未選擇;②機器人專用I/0沒有設置;③PLC的輸出端有沒有輸出;④PLC的輸出端子損壞。
解決方法:①在控制器的操作面板選擇程序名(在第一次運行機器人的情況);②設置機器人專用I/O(在第一次運行機器人的情況);③監控PLC程序;④更換其他端子。
4)故障現象:機器人運動過程中報警[3]。
故障原因:①機器人從當前點,到下一個點不能直接移動過去;②氣缸節流閥鎖死;③機械結構卡死。
解決方法:①重新示教下一個點;②松開節流閥;③調整結構件。
5 結束語
綜上所述,在手機生產線上采用六軸機器人單元有利于提高手機生產效率。比傳統的采用人工進行流水線生產,不僅提高了速度,而且減少了出錯的幾率。在安裝與調試設備過程中,深入地分析其工作原理,掌握其調試步驟,了解常見故障的現象,有助于在以后的教學過程中能夠及時、準確、快速地找到解決方案。
[1]工業機器人應用與維護實訓考核系統設備使用說明書[Z].廣東三向教學儀器制造有限公司,2013.
[2]劉明,段盛開,劉小明.PLC技術及應用(三菱)[M].廣州:世界圖書出版社公司,2013.
[3]朱梅,朱光力.液壓與氣動技術[M].西安:西安電子科技大學出版社,2009.
(編輯:阮毅)
Analysis of Working Principle and Faults Diagnose of the Six Axis Robot
LIAO Xin-hui
(Qingyuan TechnicalCollege,Qingyuan511517,China)
Introduces a setof industrial robotapplication andmaintenance training evaluation system,which is amobile phone automatic production line.The linemodel is SX-CSET-JD08-04.It is composed of the central control cabinet,four axis robot unit,feeding the whole column,sealed by the unit,image detection units,six axis robot,logistics,warehousing,packaging units.This paper focus on analyzing the working principle of the six axis robot unit and faults often appears during debugging,with possible technicalmeasures to settle the faultsare provided.
mobile phoneautomatic production lines;six axis robot;working principle;faultanalysis
TP242
A
1009-9492(2015)06-0052-04
10.3969/j.issn.1009-9492.2015.06.012
2014-12-16
廖新輝,男,1970年生,湖南湘潭人,大學本科,講師。研究領域:職業技能教育。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年12期)2018-08-01 00:47:44
電子測試(2018年1期)2018-04-18 11:53:30
制造技術與機床(2017年6期)2018-01-19 02:41:21
臨床醫藥文獻雜志(電子版)(2017年11期)2017-05-17 04:48:45
電子制作(2017年19期)2017-02-02 07:08:38
電子制作(2016年19期)2016-08-24 07:50:00
汽車維護與修理(2016年10期)2016-07-10 08:17:41
當代化工研究(2016年6期)2016-03-20 16:21:46
汽車維修與保養(2015年6期)2015-04-17 03:31:50
