Moldflow在汽車儀表板澆口優(yōu)化設(shè)計(jì)中的應(yīng)用
2015-09-23 10:49:32田鳳榮陸玉龍郭永生王鑫白桓明華晨汽車工程研究院內(nèi)飾工程室遼寧沈陽110141
汽車實(shí)用技術(shù) 2015年12期
田鳳榮,陸玉龍,郭永生,王鑫,白桓明(華晨汽車工程研究院內(nèi)飾工程室,遼寧 沈陽 110141)
Moldflow在汽車儀表板澆口優(yōu)化設(shè)計(jì)中的應(yīng)用
田鳳榮,陸玉龍,郭永生,王鑫,白桓明
(華晨汽車工程研究院內(nèi)飾工程室,遼寧 沈陽 110141)
注塑件的質(zhì)量在很大程度上取決于模具設(shè)計(jì),而澆口的數(shù)量和位置是重要的模具結(jié)構(gòu)參數(shù),對(duì)于結(jié)構(gòu)復(fù)雜的儀表板,理想的澆口設(shè)計(jì)是整個(gè)模具設(shè)計(jì)的基礎(chǔ)。文章通過對(duì)原始方案的改進(jìn),并針對(duì)熔接線和氣穴這兩個(gè)常見的注塑缺陷,運(yùn)用Moldflow 軟件,調(diào)整澆口數(shù)目、位置模擬注塑過程。根據(jù)填充時(shí)間、注塑壓力、鎖模力、流動(dòng)前沿溫度、V/P壓力速度切換等分析熔接線及氣穴大小、數(shù)量、位置以及產(chǎn)生原因。得到較為合理的澆口分布,最大程度降低熔接線和氣穴對(duì)產(chǎn)品的影響。
華晨;儀表板;澆口;熔接線;氣穴
10.16638/j.cnki.1671-7988.2015.12.042
CLC NO.: U463.7Document Code:AArticle ID: 1671-7988(2015)12-117-03計(jì),而澆口數(shù)量和位置是重要的模具結(jié)構(gòu)參數(shù)。注塑模澆口位置的設(shè)定決定了聚合物的流動(dòng)方向和流動(dòng)的平衡性,產(chǎn)品表面可以通過澆口位置的優(yōu)化得到顯著提高;不合理的澆口位置常常造成熔體充填不均,從而引起高剪切應(yīng)力、明顯的熔接線、翹曲等一系列缺陷[1]。本文利用 Moldflow 軟件對(duì)澆口位置和數(shù)量進(jìn)行優(yōu)化設(shè)計(jì),根據(jù)填充時(shí)間、注塑壓力、鎖模力、流動(dòng)前沿溫度、V/P壓力速度切換等,分析氣穴、熔接痕的大小、數(shù)量和位置以及產(chǎn)生原因,比較并選出最佳澆口分布方案。
引言
儀表板是汽車上最重要的內(nèi)飾件之一,其表面質(zhì)量的好壞,直接影響整車的檔次。但由于其零件尺寸大,孔位、安裝結(jié)構(gòu)多,形狀復(fù)雜,所以模具的設(shè)計(jì)及調(diào)整涉及到大量的人力、物力。澆口是注塑成型模具的澆注系統(tǒng)中連接流道和型腔的熔體通道。注塑件的質(zhì)量在很大程度上取決于模具設(shè)
1、產(chǎn)品分析及性能要求
本產(chǎn)品為華晨金杯某車型儀表板,儀表板的三維實(shí)體如圖1所示,外形尺寸為408mm ×1632 mm×567 mm,平均厚度為2.8 mm。外觀要求:表面光潔,無明顯熔接痕、銀絲、氣泡。
儀表板采用整體一次注射成形,要求材料具有良好的流動(dòng)性、阻燃性,高的剛性和硬度,低的收縮率和較高的沖擊強(qiáng)度等[2]。這款儀表板選擇的材料為PP+EPDM-T20。
2、模型分析及優(yōu)化方案
在注塑模具的開發(fā)中,澆口的設(shè)置要滿足以下條件:熔料的溫度下降盡可能小,壓力損失要控制在規(guī)定范圍內(nèi),熔料流程盡可能短,盡量減少熔接線且有利于排氣。而熔接線和氣穴是我們?cè)谧⑺苓^程中經(jīng)常碰到的影響制品外觀的注塑缺陷。為了消除或減弱熔接線和氣穴對(duì)制品外觀的影響,本產(chǎn)品所有的方案我們都采用可以有效消除制品的熔接線、氣穴,或?qū)⑵錅p小或轉(zhuǎn)移到制品非外表面位置的熱流道多澆口順序閥。
2.1原始方案
根據(jù)以往儀表板模具設(shè)計(jì)經(jīng)驗(yàn),本產(chǎn)品采用常用的8澆口熱流道順序閥,澆口分布如圖2所示,針閥開啟順序?yàn)镚1 →G2/G7/G8→G3/G5/G6→G4。
經(jīng)過填充分析,填充時(shí)間為 9.6s,最大注塑壓力 73.29 MPa,鎖模力:1748tone,表面壓力分布在40-70Mpa,表面溫度分布在200-220℃之間,壓力及表面溫度分布都不平衡,圖中有兩處無法充滿(見圖3)。經(jīng)過分析,主要由于澆口G1的流長(zhǎng)太長(zhǎng),澆口G4、G7、G8順序閥的延遲時(shí)間不合理,導(dǎo)致充填不滿。后續(xù)我們通過調(diào)整澆口位置以及順序閥的延遲時(shí)間,達(dá)到流動(dòng)平衡,但在圖中位置會(huì)產(chǎn)生較重的熔接線。最后,我們做出了兩個(gè)改進(jìn)方案。
2.2改進(jìn)方案
改進(jìn)方案1如圖4所示,采用7澆口熱流道順序閥,針閥開啟順序?yàn)椋篏1/G2→G3/G4→G5/G6→G7。
改進(jìn)方案2如圖5所示,采用10澆口熱流道順序閥,針閥開啟順序?yàn)椋篏1→G2→G3/G4/G5→G6/G7/G8/G9→G10。
2.2.1改進(jìn)方案分析
方案 1經(jīng)過充填分析,填充時(shí)間 6.65s,最大注塑壓力54.43MPa,鎖模力:1832tone,外觀面料流波前溫度分布在216-230℃之間(見圖 6),V/P切換點(diǎn)外觀面壓力分布20-40MPa(見圖7),雖然填充過程沒出現(xiàn)缺料的問題,但外觀面的溫度和壓力差較大,填充平衡性不是很理想。
方案2經(jīng)過填充分析,填充時(shí)間:8.99s,最大注塑壓力:52.53 MPa,鎖模力:1709.9tone,外觀面料流波前溫度分布在215-220℃(見圖8),V/P切換點(diǎn)外觀面壓力分布在30-40 MPa(見圖9)。表面的壓力分布及流動(dòng)前沿溫度分布較平衡,填充狀態(tài)良好。
上述兩個(gè)改進(jìn)方案的工藝參數(shù)對(duì)比情況如表1所示:
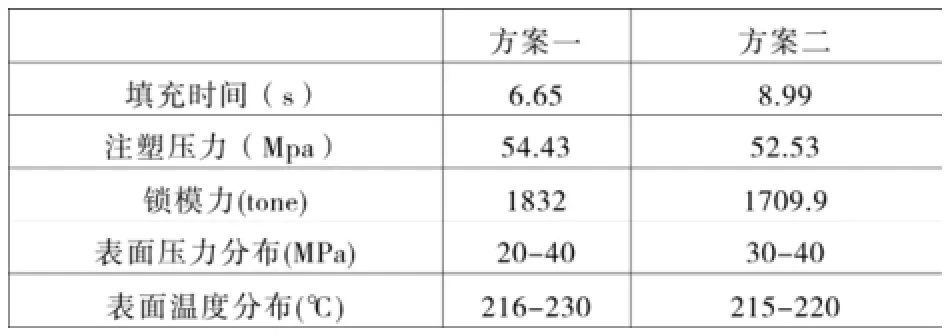
表1
對(duì)比兩個(gè)方案,盡管方案一的澆口數(shù)量少,但可以看出方案一的填充時(shí)間較短。這是由于填充時(shí)間并不完全由澆口的數(shù)量決定,而是與許多因素有關(guān)[4]。方案二的注塑壓力、鎖模力都要比方案一小,且方案二的制品外觀面料流波前溫度差和V/P切換點(diǎn)外觀面壓力分布更加平衡,整個(gè)填充過程更加均衡。
2.2.2熔接線及氣穴情況
方案1熔接線和氣穴情況如圖10和11所示:
方案2熔接線和氣穴情況如圖12和13所示:
對(duì)比兩個(gè)方案的熔接線及氣穴情況,我們可以清楚的看到方案1制品的大部分熔接線和氣穴都在制品底面,但外觀面有四個(gè)位置存在較明顯的熔接線,同時(shí)存在氣穴。
評(píng)估熔接線是否影響外觀的標(biāo)準(zhǔn)主要有兩個(gè):一是熔接線形成的溫度及周圍的溫度差,二是形成熔接線的料流匯合角度及是否困氣[5]。熔接線1和2的周圍溫差在10℃左右,熔接線混合角度都在30°左右,且此處同時(shí)存在氣穴,對(duì)表面外觀質(zhì)量影響較大。而熔接線3和4處得熔接線在制品的分型線處,可以通過加強(qiáng)排氣使其弱化,且這兩處熔接線周圍溫差僅3℃左右,對(duì)表面外觀質(zhì)量影響不大。
方案2制品大部分熔接線都在底面,外觀面僅兩處有熔接線,且熔接線的對(duì)接角度基本在130°以上,且長(zhǎng)度較短。另外,熔接線處沒有氣穴,所以這兩處的熔接線對(duì)產(chǎn)品表面質(zhì)量影響不大。
從熔接痕及氣穴分布情況我們也可以看出方案二制品表面的熔接痕及氣穴數(shù)量不僅少,而且對(duì)制品表面質(zhì)量影響也較小。綜合考慮,盡管改進(jìn)方案一的填充時(shí)間比方案二少2.34s,但相對(duì)于整個(gè)注塑過程,對(duì)注塑周期影響不大,但方案二可以有效降低注塑壓力和鎖模力,對(duì)注塑機(jī)及模具的壽命可以很好的保護(hù)。而且,方案二的表面壓力和溫度分布更加平衡,有利于料流的填充,且方案二表面的氣穴及熔接痕都明顯優(yōu)于方案一。所以,我們選擇10澆口熱流道順序閥作為我們的最終方案。
3、最終產(chǎn)品
按照上述10澆口方案,我們成功的做出外觀質(zhì)量?jī)?yōu)良的產(chǎn)品,產(chǎn)品外觀面沒有出現(xiàn)明顯的熔接線和氣穴,達(dá)到我們對(duì)產(chǎn)品外觀面的質(zhì)量要求。Moldflow的軟件的分析大大降低了后期模具的修改,提高了一次試模的成功率和模具開發(fā)質(zhì)量。
4、結(jié)論
通過對(duì)原始澆口方案的改進(jìn),對(duì)比兩種改進(jìn)方案,方案二的注塑壓力、鎖模力、壓力分布、溫度分布都要優(yōu)于方案一,但充填時(shí)間要比方案一多2.34s,綜合考慮后我們確定了采用10澆口順序閥的方案。最終產(chǎn)品基本達(dá)到我們預(yù)期對(duì)產(chǎn)品外觀質(zhì)量的要求。
利用moldflow軟件對(duì)模具結(jié)構(gòu)進(jìn)行優(yōu)化,可以提前預(yù)測(cè)制品可能會(huì)出現(xiàn)的注塑缺陷,在開模之前對(duì)模具結(jié)構(gòu)進(jìn)行優(yōu)化,避免在實(shí)際生產(chǎn)中進(jìn)行反復(fù)試模、修模。縮短模具開發(fā)周期,節(jié)省人力、物力。
[1] [加]H.瑞斯著 朱元吉 等譯.模具工程[M]第二版.北京:化學(xué)工業(yè)出版社,2005:247-252.
[2] 程麗珍.富康汽車儀表板 PP 專用料的研究[J].塑料科技,2004 (03):10-13.
[3] Hieber C A,Shen S F.A Finite- element/ Finite difference Simulation of Injection - molding Filling Process[J].Non-New t.,Fluid. Mech., 1980, 7:1-3.
[4] 陳敬棟.大型汽車用塑件的注塑成型工藝研究[D].合肥:合肥工業(yè)大學(xué)機(jī)械制造及自動(dòng)化,2009.
[5] 余玲,陳是德,張 詩.CAE在汽車儀表板澆注系統(tǒng)設(shè)計(jì)中的應(yīng)用[J].塑料科技,2010,vol38.No11:72.
The Application Of Design Optimization of Instrument Panel Gate On Moldflow
Tian Fengrong, Lu Yulong, Guo Yongsheng, Wang Xin, Bai Huanming
(Brilliance Automotive Engineering Research Institute, Liaoning Shenyang 110141)
The quality of the injection molded parts depends largely on the mold design,and the gate number and location of the mold structure is important parameters for the complex structure of the instrument panel, the ideal gate design is the basis for the design of the entire mold. In this paper, the improvements to the original program, for the two most common injection defects of the weld lines and air traps, using Moldflow software to adjust the gate number, location simulate the injection molding process.The analysis according to the filling time, injection pressure and clamping force, the flow front temperature, the pressure distribution of weld lines and air traps the size, number, location, and causes. More reasonable gate distribution, minimize weld lines and air trap products.
Brilliance; Instrument Panel; Gate; weld lines; air trap
U463.7
A
1671-7988(2015)12-117-03
田鳳榮,就職于華晨汽車工程研究院內(nèi)飾工程室。
