基于數(shù)值模擬和響應面法的級進模成形優(yōu)化
2015-09-23 02:50:33李軍超王賓周同貴戴洪陸俊江
中南大學學報(自然科學版) 2015年1期
李軍超,王賓,周同貴,戴洪,陸俊江
?
基于數(shù)值模擬和響應面法的級進模成形優(yōu)化
李軍超1,王賓1,周同貴1,戴洪1,陸俊江2
(1. 重慶大學 材料科學與工程學院,重慶,400044;2. 格力電器(重慶)有限公司,重慶,400039)
針對級進模成形件存在的起皺、破裂和成形精度低等質(zhì)量缺陷,以某閥門支架零件為研究對象,采用多工步多工序的建模方法建立級進模成形全工序有限元模型。該模型可繼承已成形工步的變形、應力等信息,。以最大減薄率、最大增厚率和導正孔移動量作為優(yōu)化目標,以壓邊力、摩擦因數(shù)、凸凹模間隙為設計變量,給出一種用于控制優(yōu)化級進模成形件質(zhì)量的數(shù)學模型;結(jié)合響應面法將此優(yōu)化模型用于該閥門支架零件級進模成形參數(shù)的優(yōu)化,得到質(zhì)量缺陷最小化的成形參數(shù)組合
級進模成形;全工序有限元模型;質(zhì)量控制模型;響應面法;參數(shù)優(yōu)化
級進沖壓成形除了易出現(xiàn)起皺和破裂等缺陷,成形精度也是其需要考慮的重要問題,這些缺陷主要受摩擦潤滑條件、壓邊力、模具幾何形狀、材料特性等設計變量的影響[1]。雖然傳統(tǒng)的工藝分析及模具設計已開始利用CAE技術(shù)進行模擬仿真,但選出的參數(shù)組合具有偶然性且無法保證其最優(yōu)化,而挑選參數(shù)過程耗時長,無法適應現(xiàn)代工業(yè)的需要[2]。近年來,隨著有限元模擬技術(shù)、優(yōu)化理論的逐漸成熟和計算機技術(shù)的快速發(fā)展,以有限元分析工具并結(jié)合優(yōu)化算法來提高板料的成形性能已成為國際上許多學者研究的前沿課題。Breitkopf等[3]運用移動的最小二乘法構(gòu)造了一個連續(xù)的響應面模型(RSM),并通過案例驗證了模型的可靠性;Wang等[4?5]通過將序列二次規(guī)劃法和響應面法相結(jié)合的方法,得出了薄板拉深工藝的最優(yōu)成形條件;張驥超等[6?8]則在上述方法的基礎(chǔ)上結(jié)合先進算法的應用,對多種情況下的多目標優(yōu)化問題進行了探索。然而,這些研究幾乎都是針對單工序的拉深成形,對級進模的研究也限于排樣設計、壓力中心確定[9?10],只有Li等[11?12]對級進模成形有限元分析方面進行了研究,而對級進模成形參數(shù)優(yōu)化的研究鮮有報道。本文作者基于某閥門支架零件,采用多工步多工序建模的方法建立其級進模成形的全工序有限元模型;針對級進模成形可能出現(xiàn)的質(zhì)量缺陷,給出一種級進模成形零件質(zhì)量控制優(yōu)化模型,并采用協(xié)同優(yōu)化的響應面法對優(yōu)化目標進行優(yōu)化,得到優(yōu)化目標與設計變量之間的二階多項式響應模型及最佳成形參數(shù)組合。
1 級進模成形全工序有限元模擬
1.1 工藝分析及全工序建模
某空調(diào)閥門支架零件三維模型如圖1所示。材料為電鍍鋅板SECC,厚度為1.45 mm,現(xiàn)有生產(chǎn)工藝為下料、拉深成形、切邊沖孔、翻孔、折彎等單工序生產(chǎn),該種生產(chǎn)方式因生產(chǎn)效率低、多次定位造成零件精度降低等問題不能滿足目前的生產(chǎn)要求,因此,考慮采用級進模成形。工藝分析時采用6工位、中間載體、單排排樣方式,排樣圖如圖2(a)所示。
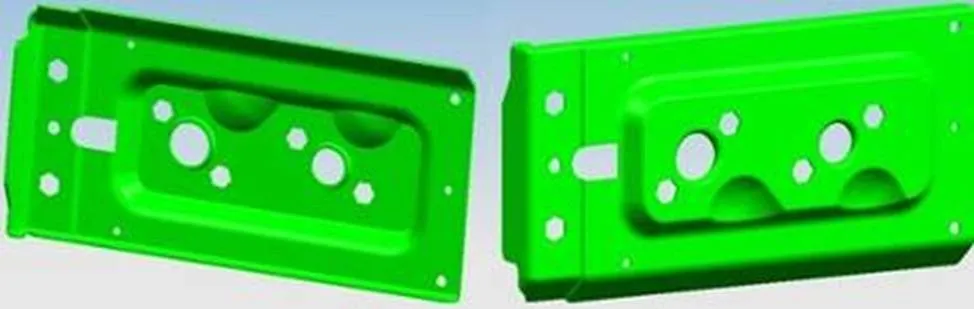
圖1 零件三維模型
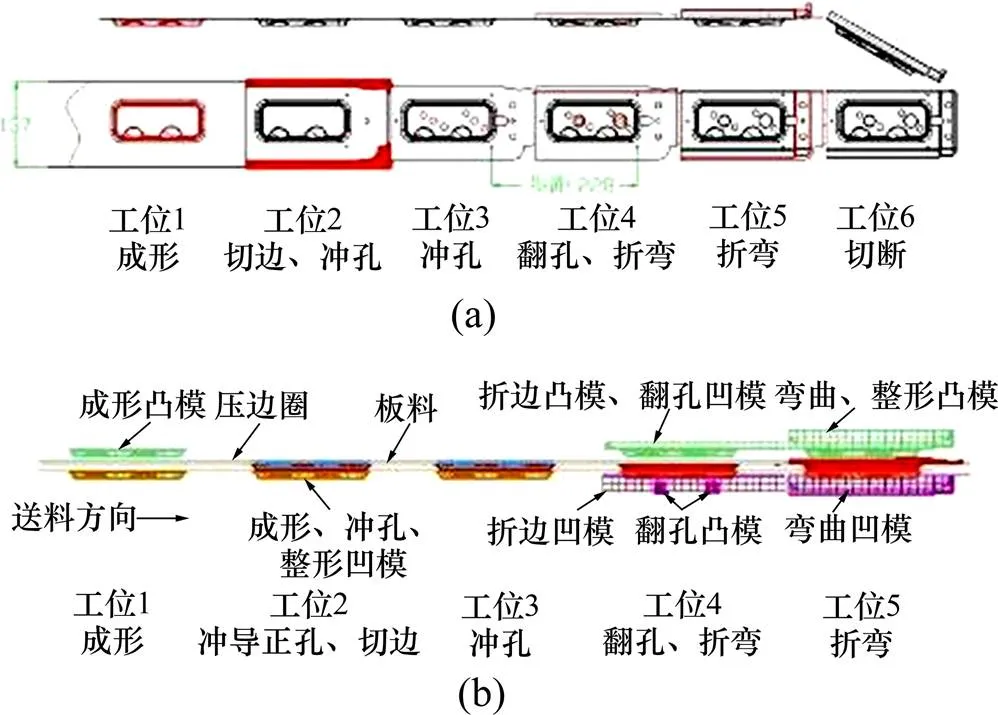
(a) 排樣圖;(b) 全工序有限元模型
圖2 排樣圖及全工序有限元模型
Fig. 2 Layout and finite element model of complete stamping process
級進模成形包含多個工步,所以采用多工步多工序的方法建立全工序有限元模型。該方法根據(jù)不同工步的成形工序建立各個工步的凸凹模模型,凸模每動作1次,板料沿送料方向前進1個步距,實現(xiàn)板料在不同工步的連續(xù)成形。既保證板料在后續(xù)工步可以繼承前一工步板料的變形、應力應變等信息,也能夠分析相鄰工步變形的相互影響。該模型使得模擬過程和實際級進模成形過程相吻合。使用該方法在中建立的級進模成形全工序有限元模型如圖2(b)所示。
1.2 級進模成形過程模擬
模擬時板料采用BT殼單元離散化處理,本構(gòu)關(guān)系采用考慮各向異性的三參數(shù)Barlat材料模型,材料的部分性能參數(shù)如表1所示。模擬參數(shù)設置如下:虛擬沖壓速度為2 m/s,凹模間隙為1.1(為板料厚度),摩擦因數(shù)為0.125,壓邊力為35 kN。第1工位數(shù)值模擬的成形極限圖如圖3所示。從圖3可見:法蘭邊起皺比較明顯,底部圓角也出現(xiàn)破裂的現(xiàn)象,說明工藝參數(shù)的選擇不合理,為了得到滿足質(zhì)量要求的零件,需要對成形工藝參數(shù)進行優(yōu)化。

表1 材料性能參數(shù)
注:b為抗拉強度;s為屈服強度;為彈性模量;為泊松比;0,45和90為各向異性系數(shù)。
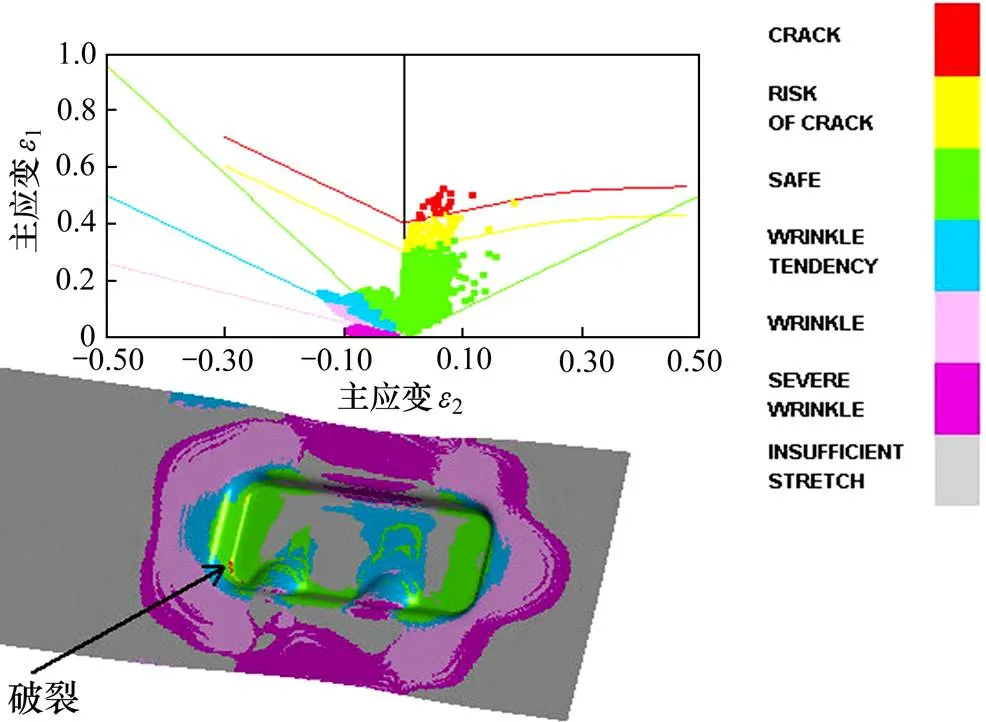
圖3 第一工位成形極限圖
2 零件質(zhì)量控制優(yōu)化模型的建立
2.1 優(yōu)化目標和約束
本文將導正孔移動量作為成形精度的評價指標,將最大減薄率和最大增厚率分別作為破裂和起皺的評價指標。將最大減薄率、最大增厚率和導正孔移動量作為優(yōu)化目標。為了保證零件的質(zhì)量,既要避免起皺和破裂的發(fā)生,又要保證零件的成形精度,這是一個多目標的優(yōu)化問題,且優(yōu)化目標之間存在著耦合變量。單目標優(yōu)化方法或是基于某一性能的多目標優(yōu)化方法不能解決這一問題,因此,本文采用一種典型的多學科設計方法,實現(xiàn)優(yōu)化目標之間的協(xié)同優(yōu)化[13]。在數(shù)值模擬時,將3個評價指標量化為:導正孔移動量應小于0.1 mm,板料的最大變薄率應小于30%,最大增厚率應小于5%。
2.2 設計變量選取及優(yōu)化模型建立
本文選取壓邊力1、摩擦因數(shù)2和凸凹模間隙3作為設計變量,最小減薄率1、最大增厚率2及導正孔移動量為目標函數(shù),在約束函數(shù)條件下和參數(shù)取值范圍內(nèi)對目標尋優(yōu),優(yōu)化模型為
其中:為1,2和3的集合。
3 基于響應面法的成形參數(shù)優(yōu)化
響應面法的基本思想是通過近似構(gòu)造一個具有明確表達式的多項式來表達隱式功能函數(shù)[14?15],主要包括實驗設計和響應面法優(yōu)化2個部分。
3.1 實驗設計及結(jié)果
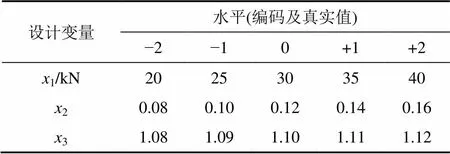
表2 因子水平的中心復合設計
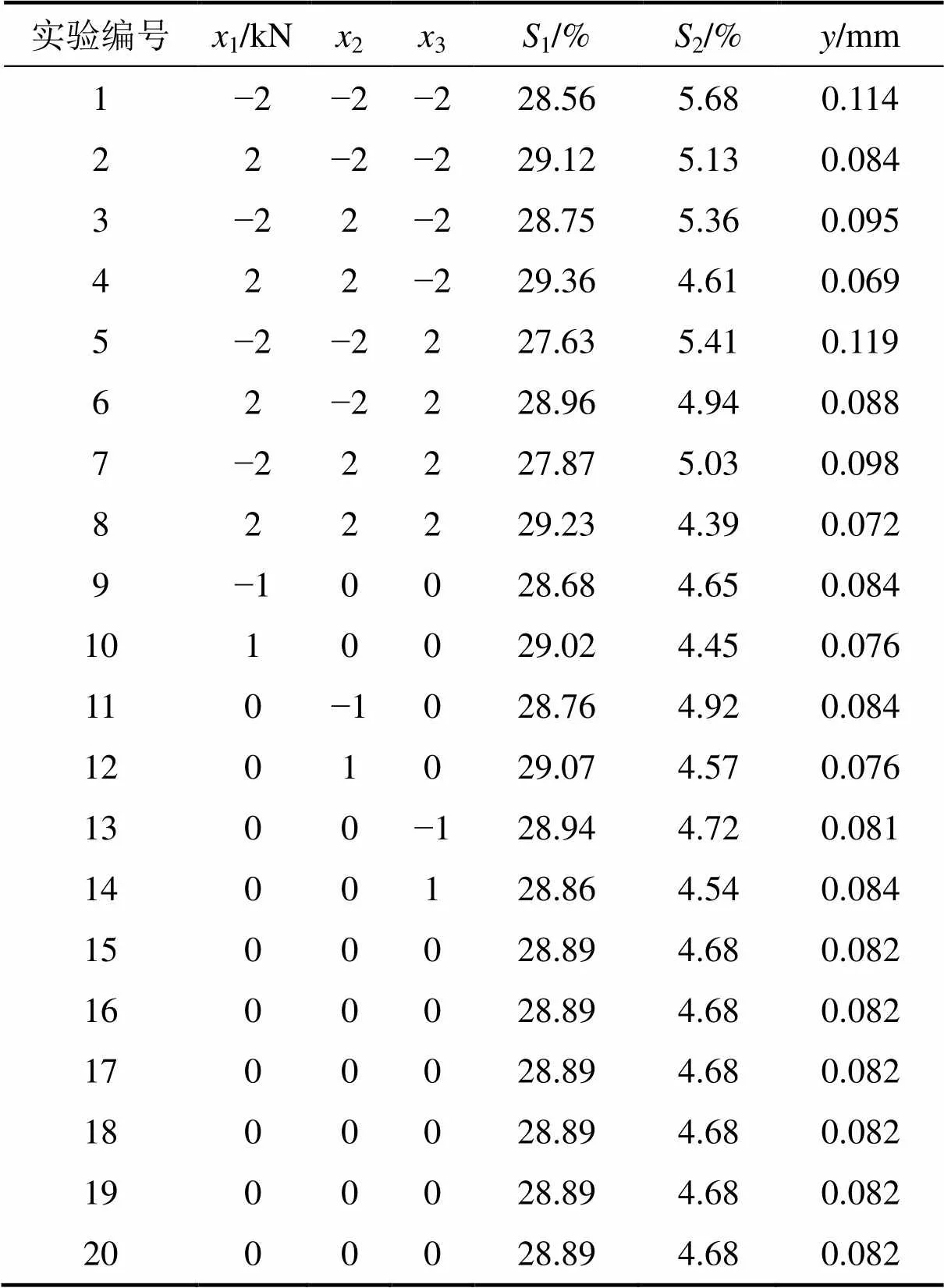
表3 實驗安排及結(jié)果
3.2 模型構(gòu)建及精度檢驗
響應面法能夠通過簡單的表達式對實際的板料沖壓過程作逼近處理[4],本文采用二次多項式回歸模 型[16]構(gòu)建逼近響應值的近似函數(shù):
式中:x為獨立設計變量;為設計變量個數(shù);0,a,a和a為待求回歸系數(shù);為綜合誤差。
應用最小二乘法對表2的數(shù)據(jù)進行回歸分析,得出響應值(1,2和)與設計變量(1,2和3)的響應函數(shù)如下:



響應面模型的誤差來源主要包含2個方面:一個是對空間樣本點的擬合失真,另一個是因非試驗樣本點處的外推穩(wěn)健性差而引起的“龍格效應”。因此,采用系數(shù)2和修正系數(shù)來驗證模型對樣本點的擬合精度,一般2和越接近1,模型擬合精度越高;用r表示設計空間中隨機生成10個測試點中的最大相對誤差。式(3)~(5)中回歸模型的誤差評估如表4所示。由表4可見:r在±5%以內(nèi),故所構(gòu)建響應面模型精度較高,能夠替代真實模型并用于后續(xù)的多目標尋優(yōu)。

表4 回歸模型誤差評估
3.3 響應面結(jié)果分析
最大減薄率1與成形參數(shù)壓邊力1、摩擦因數(shù)2、凸凹模間隙3的響應面圖如圖4所示。由圖4可見:最大減薄率隨壓邊力和摩擦因數(shù)的增大而增大,隨凸凹模間隙的增大而減小,且受壓邊力的影響最大。這是由于隨著壓邊力和摩擦因數(shù)的增大,進料阻力也相應增大,使壓邊部分材料不易向變形區(qū)流動,從而使變形區(qū)材料變薄增大,而凸凹模間隙的增大則會減小進料阻力。當壓邊力為20~25 kN、摩擦因數(shù)為0.08~0.10和凸凹模間隙為1.11~1.12時可取得較小的減薄率。

(a) 摩擦因數(shù)和壓邊力;(b) 凸凹模間隙和壓邊力;(c) 凸凹模間隙和摩擦因數(shù)
圖4 成形參數(shù)對最大減薄率的影響
Fig. 4 Effect of forming parameters on maximum thinning ratio
最大增厚率2與成形參數(shù)壓邊力1、摩擦因數(shù)2、凸凹模間隙3的響應面圖如圖5所示。由圖5可見:最大增厚率隨壓邊力和凸凹模間隙的增大而減小,隨摩擦因數(shù)的增大先減小后增大。這是由于壓邊力和凸凹模間隙的增大以及摩擦因數(shù)的適當增大有助于改善板料變形時進料阻力的均勻性,使材料流動均勻,從而減小了起皺的發(fā)生,即增厚率減小,而過大的摩擦因數(shù)則會降低材料流動的均勻性,從而造成起皺。當壓邊力為35~40 kN、摩擦因數(shù)為0.12~0.13和凸凹模間隙為1.11~1.12時可取得較小的增厚率。
萬花筒中色彩斑斕的花紋是運用了鏡子的反射原理。萬花筒中的三面鏡子組成一個三棱鏡,彩色紙屑經(jīng)過三面鏡子的多次反射,在鏡子中出現(xiàn)了對稱的圖案,而圖案的風格則取決于彩色紙屑的形狀。你還可以試著放入羽毛、彩色絲線或者干花之類美麗的小物件,相信會有新的驚喜哦!
(a) 壓邊力和摩擦因數(shù);(b) 壓邊力和凸凹模間隙;(c) 摩擦因數(shù)和凸凹模間隙
圖5 成形參數(shù)對最大增厚率的影響
Fig. 5 Effect of forming parameters on maximum thickening ratio
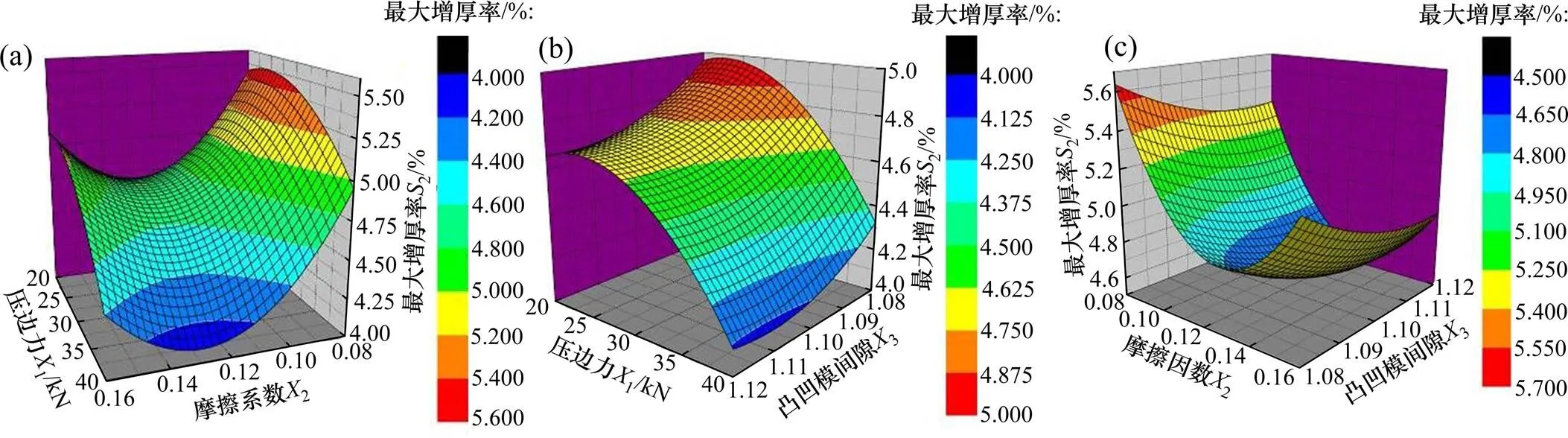
導正孔移動量與成形參數(shù)壓邊力1、摩擦因數(shù)2、凸凹模間隙3的響應面圖如圖6所示。由圖6可見:導正孔移動量隨壓邊力和摩擦因數(shù)的增大而減小,隨凸凹模間隙的增大而先減小后增大,而且導正孔移動量受凸凹模間隙與壓邊力以及凸凹模間隙與摩擦因數(shù)交互作用的影響。這是由于壓邊力和摩擦因數(shù)的增大,以及合適的凸凹模間隙值增大了壓邊部分的進料阻力,使壓邊部分材料不易變形,從而減小了導正孔移動量。當壓邊力為35~40 kN、摩擦因數(shù)為0.14~0.16和凸凹模間隙為1.09~1.11時可取得較小的導正孔移動量。
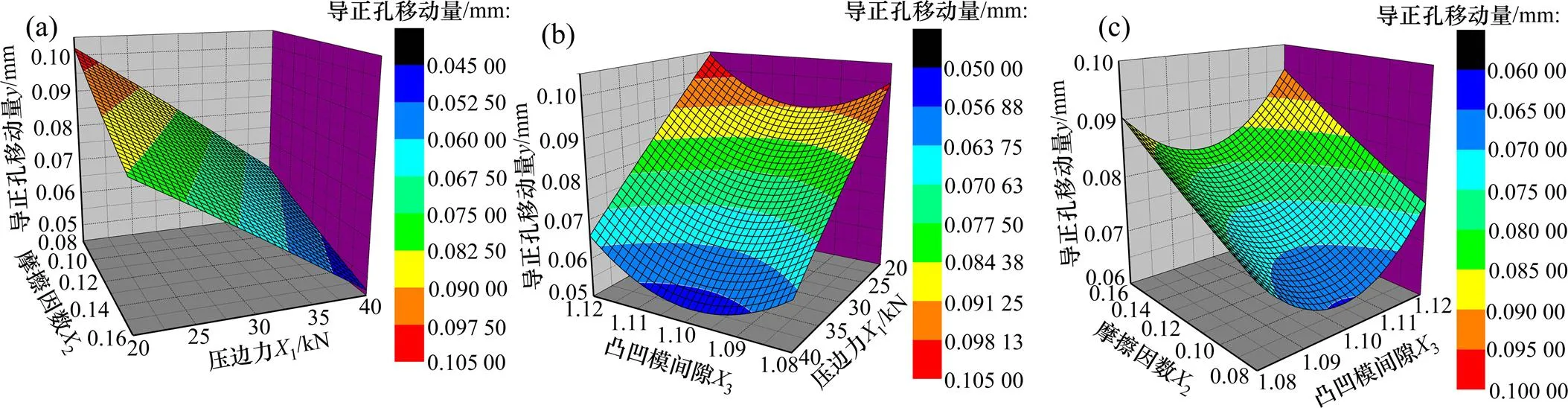
(a) 摩擦因數(shù)和壓邊力;(b) 凸凹模間隙和壓邊力;(c) 摩擦因數(shù)和凸凹模間隙
圖6 成形參數(shù)對導正孔移動量的影響
Fig. 6 Effect of forming parameters on pilot hole movement
3.4 參數(shù)優(yōu)化及有限元驗證
在響應面模型擬合及實驗結(jié)果分析的基礎(chǔ)上,利用響應面優(yōu)化軟件對設計變量進行優(yōu)化[17]。在設計變量的取值范圍內(nèi),尋求優(yōu)化目標的最小值,具體優(yōu)化條件如表5所示。
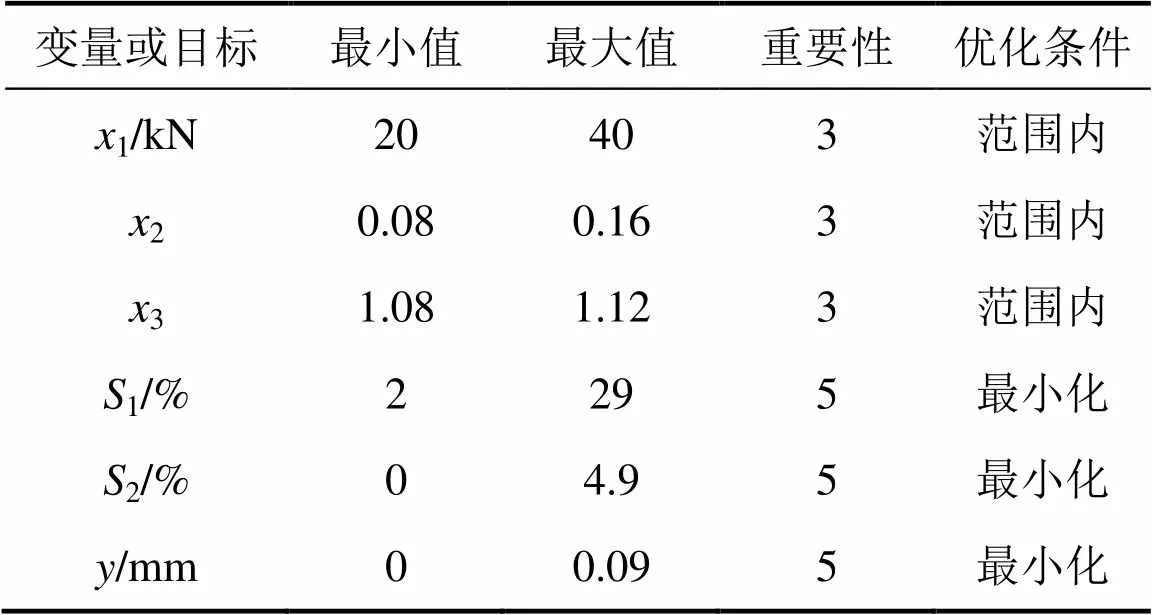
表5 優(yōu)化條件
經(jīng)過軟件分析,得到質(zhì)量缺陷最小化的成形參數(shù)組合為:當1=29.061,2=0.1330 4,3=1.108 9。在此成形參數(shù)下,1=28.773 20,2=4.614 62,=0.082 311,優(yōu)化目標均在要求范圍內(nèi)且取得較小值。因此,優(yōu)化后的成形參數(shù)取值為:壓邊力1=29 kN,摩擦因數(shù)2=0.13,凸凹模間隙為3=1.11。采用優(yōu)化后的成形參數(shù)進行模擬,第1工位成形極限圖和厚度分布圖如圖7所示。對比圖3與圖7可知:優(yōu)化后,成形時的破裂現(xiàn)象得到消除,材料的變形更加充分,起皺現(xiàn)象也得到改善。全工序成形極限圖如圖8所示。從圖8可以看出:沒有破裂缺陷,只有微量起皺。
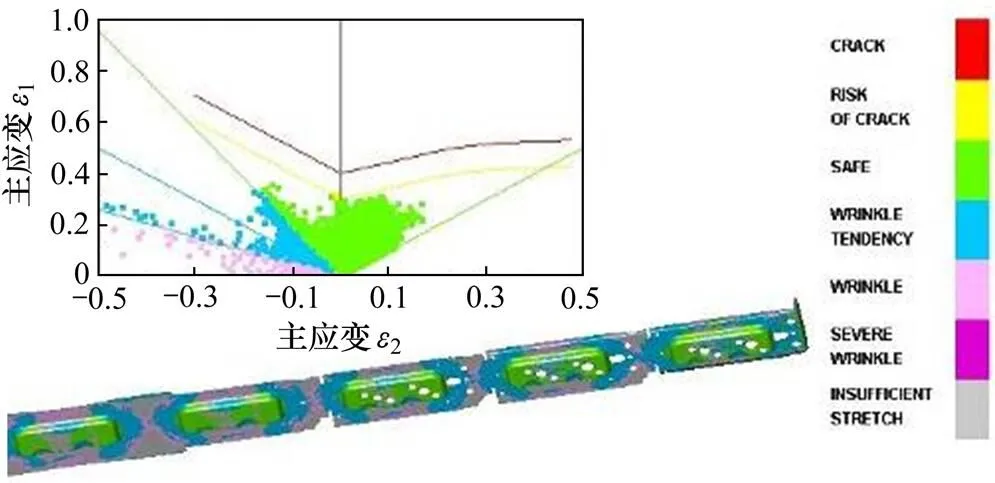
圖8 全工序成形極限圖
最終零件厚度分布如圖9所示。經(jīng)計算得零件的最大減薄率為28.89%,最大增厚率為4.93%,導正孔移動量為0.081 mm,均滿足成形要求,模擬結(jié)果與優(yōu)化結(jié)果基本一致,證明了優(yōu)化模型的合理性及可行性。
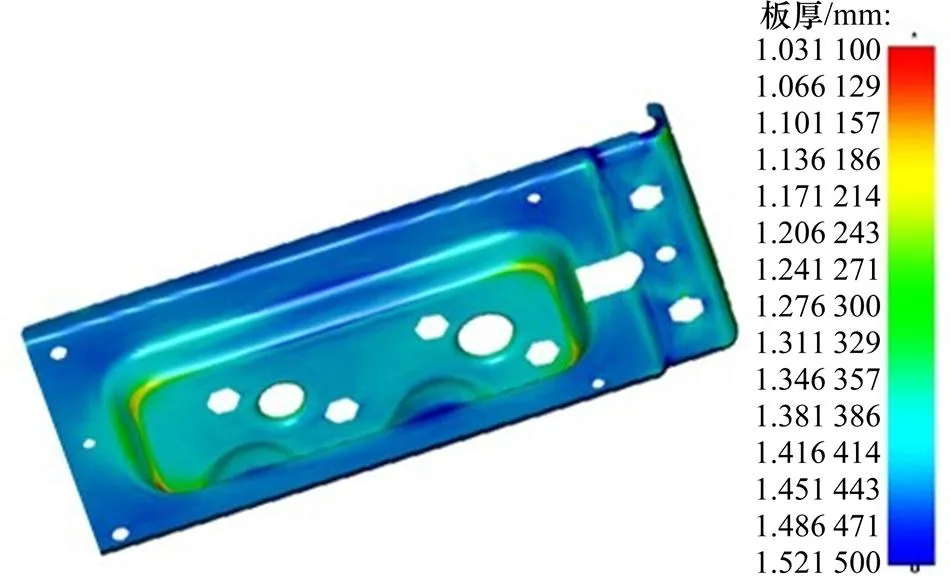
圖9 優(yōu)化后厚度分布圖
3.5 試模驗證
將優(yōu)化后的成形參數(shù)用于該閥門支架零件級進模成形的數(shù)值模擬和生產(chǎn)試制過程,試制帶料圖如圖10所示。實際生產(chǎn)試制得到的帶料與模擬結(jié)果相吻合,制件沒有出現(xiàn)破裂,起皺缺陷也減少。采用檢具對零件的成形質(zhì)量進行測量,結(jié)果表明導正孔在成形過程中的移動量在0.07~0.09 mm之間,小于要求值0.10 mm,滿足精度要求,實測厚度變化也滿足使用要求。

圖10 試制帶料圖
4 結(jié)論
1) 建立了某閥門支架零件級進模成形的全工序有限元模型,使有限元模擬過程和實際的級進模生產(chǎn)過程相吻合。
2) 以最小減薄率、最大增厚率和導正孔移動量為優(yōu)化目標,以壓邊力、摩擦因數(shù)和凸凹模間隙為設計變量,建立了閥門支架零件級進模成形的質(zhì)量控制優(yōu)化模型,使用響應面法得到了優(yōu)化目標與設計變量之間的最優(yōu)響應二次方模型,并對設計變量即成形參數(shù)進行了優(yōu)化,得到質(zhì)量缺陷最小化的成形參數(shù)組合,即壓邊力1=29 kN,摩擦因數(shù)2=0.13,凸凹模間隙3=1.11。
3) 運用優(yōu)化后的工藝參數(shù)指導該零件的模具設計和生成試制過程,驗證了本文采用模型和的合理性和可行性。該方法可以在模具設計階段確保零件質(zhì)量提高,并減少模具的開發(fā)周期,對級進模成形的模具設計和產(chǎn)品質(zhì)量控制有重要的指導意義。
[1] 楊連發(fā), 孫希延, 李泉永. 板料拉深成形數(shù)值模擬的關(guān)鍵技術(shù)[J]. 現(xiàn)代機械, 2002(3): 49?52.
YANG Lianfa, SUN Xiyan, LI Quanyong. Key technology in numerical simulation of sheet metal forming in drawing process[J]. Modern Machinery, 2002(3): 49?52.
[2] 孫光永, 李光耀, 陳濤, 等. 多目標粒子群優(yōu)化算法在薄板沖壓成形中的應用[J]. 機械工程學報, 2009, 45(5): 153?159.
SUN Guangyong, LI Guangyao, CHEN Tao, et al. Application of multi-objective particle swarm optimization in sheet metal forming[J]. Journal of Mechanical Engineering, 2009, 45(5): 153?159.
[3] Breitkopf P, Naceur H, Rassineux A, et al. Moving least squares response surface approximation: Formulation and metal forming applications[J]. Computers and Structures, 2005, 83(17/18 ): 1411?1428.
[4] Wang H, Li G Y, Zhong Z H. Optimization of sheet metal forming processes by adaptive response surface based on intelligent sampling method[J]. Journal of Materials Processing Technology, 2008, 197(1/2/3): 77?88.
[5] 孫永光, 李光耀, 鄭剛, 等. 拉延成形多目標序列響應面法優(yōu)化設計方法[J]. 力學學報, 2010, 42(2): 245?255.
SUN Guangyong, LI Guangyao, ZHENG Gang, et al. Muti-objective optimization for sheet metal forming of drawing with successive response surface method[J]. Chinese Journal of Theoretical and Applied Mechanics, 2010, 42(2): 245?255.
[6] 張驥超, 劉罡, 林忠欽, 等. 側(cè)圍外板沖壓工藝穩(wěn)健性優(yōu)化設計[J]. 上海交通大學學報, 2012, 46(7): 1005?1010.
ZHANG Jichao, LIU Gang, LIN Zhongqin, et al. Robust optimization for an antobody outer panel stamping process[J]. Journal of Shanghai Jiaotong University, 2012, 46(7): 1005?1010.
[7] Zhang W F, Shivpuri R. Probabilistic. design of aluminum sheet drawing for reduce drisk of wrinkling and fracture[J]. Reliability Engineering and System Safety, 2009, 94(2): 152?161.
[8] LIU Wei, YANG Yuying. Multi-objective optimization of sheet metal forming process using Pareto-based genetic algorithm[J]. Journal of Materials Processing Technology, 2008, 208(1/2/3): 499?506.
[9] WEI Guangming, XIA Qinxiang, ZHANG Saijun, et al. Layout design for high strength steel automotive structural parts based on UG-PDW[C]// Proceedings of the 2nd International Conference on Mechanic Automation and Control Engineering. Inner Mongolia: IEEE, 2011: 5882?5885.
[10] JIA Zhixin, LI Honglin, ZHANG Xuechang, et al. Computer- aided structural design of punches and dies for progressive die based on functional component[J]. International Journal of Advanced Manufacturing Technology, 2011, 54(9/10/11/12): 837?852.
[11] Li J Y, Nee A Y C, Cheok B T. Integrated feature-based modelling and process planning of bending operations in progressive die design[J]. International Journal of Advanced Manufacturing Technology, 2002, 20(12): 883?895.
[12] Sheng Z Q, Taylor R, Strazzanti M. FEM analysis and design bulb shield progressive draw die[J]. Journal of Materials Processing Technology, 2007, 189(1/2/3): 58?64.
[13] 劉士士, 谷正氣, 伍文廣, 等. 基于響應面方法的車輛多目標協(xié)同優(yōu)化[J]. 中南大學學報(自然科學版), 2012, 43(7): 2586?2592.
LIU Shishi, GU Zhengqi, WU Wenguang, et al. Multi-objective collaborative optimization of vehicle based on response surface methodology[J]. Journal of Central South University (Science and Technology), 2012, 43(7): 2586?2592.
[14] Nguyen X S, Sellier A, Duprat F, et al. Adaptive response surface method based on a double weighted regression technique[J]. Probabilistic Engineering Mechanics, 2009, 24(2): 135?143.
[15] ZHAO Weitao, QIU Zhiping. An efficient response surface method and its application to structural reliability and reliability- based optimization[J]. Finite Elements in Analysis and Design, 2013, 67: 34?42.
[16] 程潔青, 王玉超, 蘭鳳崇. 基于正交試驗的汽車覆蓋件沖壓工藝參數(shù)優(yōu)化[J]. 計算機集成制造系統(tǒng), 2007, 13(12): 2433?2440.
CHEN Jiqing, WANG Yuchao, LAN Fengchong. Optimization for stamping process parameters of automotive body parts based on orthogonal experiments[J]. Computer Integrated Manufacturing Systems, 2007, 13(12): 2433?2440.
[17] 劉佳, 張宏, 石巖. 基于Design-Expert V7設計的不銹鋼激光非熔透搭接焊工藝優(yōu)化研究[J]. 機械工程學報, 2011, 47(16): 54?57.
LIU Jia, ZHANG Hong, SHI Yan. Technology optimizing research on laser non penetration lap welding of stainless steel based on design-expert V7[J]. Journal of Mechanical Engineering, 2011, 47(16): 54?57.
Progressive die forming optimization
LI Junchao1, WANG Bin1, ZHOU Tonggui1, DAI Hong1, LU Junjiang2
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;2. Gree Electric Appliances (Chongqing) Co., Ltd., Chongqing 400039, China)
Ruptures, winkles and low forming accuracy are the forming defects for progressive die forming parts. Based on valve bracket, a finite element model (FEM) of complete progressive die forming was established with a multi-step and multi-process modeling approach. In this way, the numerical model is able to inherit the simulation results of the former steps such as deformation and stress data, and the interaction between the adjacent forming steps were analyzed. Further, a model for controlling and optimizing the quality of the progressive die forming part was proposed. In this model, the maximum thinning ratio, the maximum thickening ratio and the amount of pilot hole movement were the optimization goals, while blank holder force, friction factor and the clearances between punch and die were the designed variables. Then, thewere optimized by using this quality control model in combination with the response surface method (RSM). The results show that the production trial results have no wrinkling and rupture defects and are in accordance with the numerical results, which indicates that the proposed optimization method is feasible and can provide an effective guidance for the product quality control in the progressive die forming.
progressive die forming; FEM model of complete process; quality control model; response surface method; parameter optimization
TG386
A
1672?7207(2015)01?0066?07
2014?02?17;
2014?04?19
國家自然科學基金資助項目(51005258) (Project(51005258) supported by the National Natural Science Foundation of China)
李軍超,博士,副教授,從事板材成形過程數(shù)值模擬仿真與優(yōu)化研究;E-mail: ljchust@163.com
10.11817/j.issn.1672?7207.2015.01.009
(編輯 楊幼平)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03