X70配套埋弧焊絲用H08D盤條的研制
2015-09-24 01:41:15牟立君蔣艷菊本鋼集團棒線材研究所遼寧本溪117017
鞍鋼技術 2015年3期
關鍵詞:工藝
牟立君,蔣艷菊(本鋼集團棒線材研究所,遼寧本溪117017)
X70配套埋弧焊絲用H08D盤條的研制
牟立君,蔣艷菊
(本鋼集團棒線材研究所,遼寧本溪117017)
介紹了北營公司X70配套埋弧焊絲用H08D盤條的開發研制情況。其生產工藝的關鍵點為:轉爐采用“雙渣法除磷”,脫氧合金化在轉爐和LF爐兩個階段完成,連鑄采用結晶器電磁攪拌及末端電磁攪拌、恒定拉速;盤條采用控冷控軋及軋后延遲型斯太爾摩冷卻工藝等措施。生產的成品盤條成分、力學性能、金相組織等指標均滿足客戶拉拔工藝要求。
埋弧焊絲;H08D盤條;X70
隨著我國石油和天然氣運輸方式的改變,國家開始大力推進油氣管道建設,鋪設管道大部分采用的是管線鋼板、埋弧焊絲、埋弧焊劑制成的螺旋焊管。北營鋼鐵(集團)股份有限公司(以下簡稱北營公司)作為埋弧焊絲用鋼的生產企業,為了適應市場需求,開發研制出X70配套焊絲用鋼。其中的H08D盤條是生產X70管線鋼配套用的埋弧焊絲(規格3.2 mm、3.8 mm、4.0 mm),已成功應用國內重大工程。本文對5.5 mmH08D熱軋盤條研制情況進行介紹。
1 H08D盤條生產
1.1生產工藝路線
H08D盤條生產工藝路線為:900 t混鐵爐—鐵水預處理(脫S、扒渣)—120 t轉爐(頂底復吹)—LF爐精煉—方坯連鑄(結晶器電磁攪拌)—步進式加熱爐加熱—高壓水除鱗—高速線材軋機軋制—軋后延遲型斯太爾摩冷卻—集卷—打包—稱重、入庫。
1.2化學成分設計
從以上幾方面考慮H08D盤條的生產,設計出化學成分見表1。

表1 H08D盤條化學成分(質量分數) %
1.3煉鋼工藝
1.3.1鐵水預處理
采用噴吹鈍化鎂技術對鐵水進行鐵水預處理,再配合后續的LF爐外精煉,完成對H08D盤條脫硫,使盤條成品S含量≤0.010%,這樣可以降低硫含量偏高對焊縫質量的影響程度。
1.3.2轉爐冶煉
轉爐終點包括碳含量、磷含量、氧含量及鋼水溫度等控制,因磷會降低鋼的塑性和韌性,需要降低其含量,北營公司的工裝條件決定了磷去除只能在轉爐冶煉過程中完成,采用“雙渣法除磷”,而且控制出鋼后的回磷量是關鍵。
1.3.3脫氧合金化
冶煉H08D時要加入4種合金。因鎳元素穩定不易氧化,在轉爐前期隨廢鋼一起加入;低鈣硅鐵、低碳錳鐵在出鋼時加入;鈦是活潑元素,與氧、氮、硫、碳等均有較強親和力,極易被損耗,因此在爐外精煉后期加入,即穩定鈦的收得率。硼也是易燒損元素,與鈦元素機理相同,所以硼鐵合金68 kg與鈦鐵合金同時加入。
1.3.4LF爐外精煉
3.如果注射過羊三聯疫苗(還在保護期內),但又發生了不典型癥狀的羊三病(零星散發,死亡較慢),那么直接給全群羊灌服1%五水硫酸銅水溶液,灌服后就停止了散發和死亡,疫情得到控制。
LF爐過程對該爐鋼水使用升溫、脫氧、脫硫、合金化等功能,采用吹氬攪拌方式,均勻成分和溫度并使夾雜物充分上浮,提高鋼水純凈度,確保連鑄順澆。
1.3.5方坯連鑄
因H08D中Ti元素易氧化導致鋼水澆鑄時水口結瘤,而鋯質水口中ZrO2可與碳反應生成ZrC,使鋼水滲透其中,加劇水口堵塞[1]。為了防止此現象發生,采用長水口保護澆注。同時,澆鑄過程中鋼水進行結晶器電磁攪拌及末端電磁攪拌。限制鋼水過熱度,以細化鑄態組織和降低鑄坯偏析。H08D方坯采用全過程保護澆注,澆注溫度為1 561~1 577℃,拉坯速度2.0 m/min。
1.4軋制工藝
H08D鑄坯分兩個批次,經過18架連軋機組軋制成直徑φ5.5 mm的盤條。盤條軋后采用延遲型斯太爾摩冷卻工藝,產品以熱軋盤條狀態交貨,其軋制溫度參數見表2。
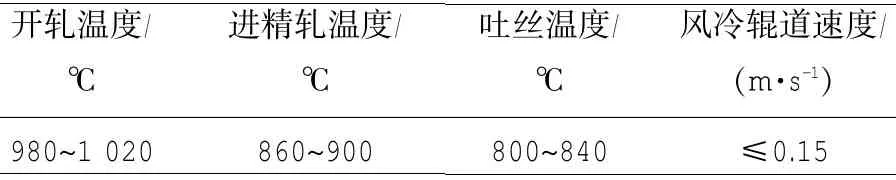
表2 盤條控軋工藝參數
軋制過程中,1#~3#水箱均勻給水,根據軋制工藝變化情況進行調整,最終保證吐絲溫度在800~840℃范圍內。經吐絲后的盤條直接進入風冷輥道上的保溫罩內,為了確保盤條緩冷效果,采取關閉全部風機、保溫罩,全部使用及充分利用保溫通道等措施。
2 盤條檢驗結果
2.1氧氮含量
統計該批H08D盤條(共計26個樣品)的檢測結果,其氧含量平均值為0.005 0%,最大值為0.007 2%,最小值為0.002 6%;氮含量平均值為0.006 7%,最大值為0.007 7%,最小值為0.005 3%,見圖1所示。
2.2盤條力學性能

表3 H08D盤條力學性能
2.3金相組織
現行工藝條件下,H08D盤條金相組織由鐵素體、珠光體和少量的粒狀貝氏體組成[2],見表4和圖3所示。
由表4和圖3可以看出,硅酸鹽夾雜、氧化物(Al2O3)及硫化物等夾雜物均低于1.0級。圖3(a)顯示,H08D盤條金相組織由89%鐵素體+11%珠光體組成;圖3(b)顯示,H08D盤條金相組織由85%鐵素體+10%珠光體+5%粒狀貝氏體組成。盤條含有少量粒狀貝氏體組織,但不影響下一道拉拔工藝。
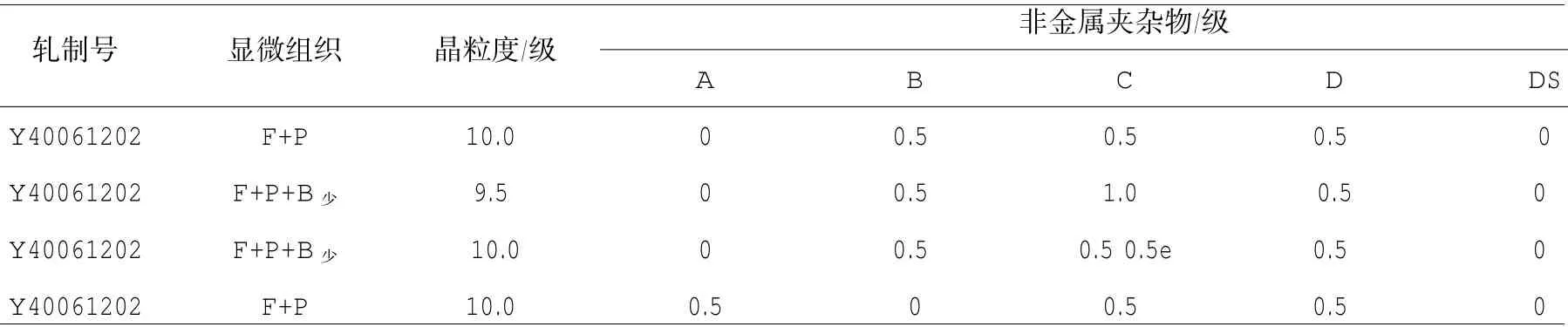
表4 H08D金相組織
3 使用效果
首次生產的φ5.5 mm的H08D熱軋盤條發往用戶,經用戶檢驗化學成分和力學性能均符合客戶提出要求,不經退火直接拉拔成3.2 mm、3.8 mm、4.0 mm的埋弧焊絲。制成的埋弧焊絲焊接性能良好,焊縫平整美觀,產品質量穩定可靠。
4 結論
(1)埋弧焊絲用H08D盤條的生產工藝路線和操作要點制定合理可行。
(2)通過轉爐“雙渣法除磷”,脫氧合金化(在轉爐和LF爐兩個階段完成),LF爐過程調成分、調溫度、去夾雜,連鑄全程保護澆注、結晶器電磁攪拌及末端電磁攪拌、恒定拉速;控冷控軋及軋后延遲型斯太爾摩冷卻工藝等措施,使盤條成品成分、力學性能、金相組織等質量指標滿足客戶拉拔工藝的要求。
(3)今后將繼續優化生產工藝,使盤條氧氮含量進一步降低。
[1]陳濤,易敏,陳延清,等.埋弧焊絲用H08SG盤條生產實踐[J].金屬制品,2011,37(12):52-56.
[2]張春燕,陳興偉,張祥艷,等.EM12和EM14埋弧焊絲用盤條生產工藝研究[J].金屬制品,2012,38(6):56-61
(編輯 袁曉青)
Development on H08D Wire Rod for
Submerged Arc Welding Supporting with X70
Mu Lijun,Jiang Yanju
(Steel Bars and Wire Rods Research Institute of Benxi Iron&Steel Group Co.,Ltd., Benxi 117017,Liaoning,China)
The development of the H08D wire rod for welding wires for submerged-arc welding matching with X70 steel pipes in Beiying Company was introduced.The key points for producing the H08D includes the double slag process for dephosphorization in converter,finish ing the deoxidation alloying first in converter and then in LF,continuous casting process by the M-EMS and F-EMS and constant casting speed.In rolling such processes as TMCP technology and the delayed Stelmor cooling process after rolling were used.So compositions,mechanical properties and microstructures of finished wire rods meet the requirements for drawing process asked by customers.
welding wires for submerged arc welding;H08D wire rod;X70
TG422
A
1006-4613(2015)03-0019-03
牟立君,工程師,1994年畢業于鞍山鋼鐵?學院金屬壓力加工專業。
E-mail:mulijun168@163.com
2014-11-06
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52