機座夾具設計與數控加工
2015-09-24 06:27:34陳偉群
中國新技術新產品 2015年13期
關鍵詞:音樂
陳偉群
(廣東省機械高級技工學校,廣東 廣州 510450)
機座夾具設計與數控加工
陳偉群
(廣東省機械高級技工學校,廣東 廣州 510450)
本文利用一個不規則外形零件內孔、退刀槽,在數控車床(寶源)FANUC系統上進行批量生產的裝夾及定位問題,根據客觀實際加工條件與可行性設計專用夾具,選擇合理加工方法及刀具來解決此問題,從而提高產品的生產效率,達到效益最大化。
不規則外形;內孔;退刀槽; 專用夾具
近年來,隨著機械加工行業的飛速發展,產品的靈活多樣化,對設備及技術人員提出了更高的要求。數控車床的高效率、高精度、高柔性、低勞動強度的特性基本能滿足企業的生產要求。機械加工中除了會遇到外形規則的零件外,常常會遇到一些不規則零件。這些零件的加工工藝較復雜,消耗時間長,傳統零件加工方式難以實現其大批量的機械化生產。在機械加工過程中,對于簡單的軸類、盤類零件,使用普通的夾具就能滿足產品加工要求;但對于復雜的或是不規則的零件,必須使用專用夾具,才能提高生產效率,保證加工過程順利,使產品質量穩定。因此,機床夾具設計是機械制造系統的重要部分,需深入研究和持續發展。
零件圖樣(如圖1所示),該零件精度要求高,且數量比較大(每月3000件),材料為(航空鋁)鑄件,該零件批量比較大,因此選用數控機床進行加工,以提高加工效率。由于該零件的外形不規則,若采用普通車床加工,使用通用的三爪自動定心卡盤或四爪單動卡盤無法夾持,同時伸出加工部分又過長,剛性也不好,在加工過程中難于保證尺寸精度,也容易發生事故,因此需要解決工件裝夾和切槽時的剛性、刀具等問題,才能保證加工出來的產品達到圖紙要求。

圖1 零件圖樣
一、難度分析及工藝流程分析
1該零件外形形狀較復雜;
2加工時,注意夾緊力要適當,否則會產生變形和形狀誤差,甚至會因夾緊力不足會飛出傷及設備及操作者;由于是航空鋁,表面容易損壞,故裝夾時也要考慮保護好鑄件表面;
3加工時,易出現同軸度誤差及基準不重合誤差,故加工前應先鏜爪。
根據以上情況及其批量要求情況,應考慮設計一套專用夾具,保證產品的穩定性,從而提高生產效率,實現效益最大化。從零件圖樣得知:(航空鋁)鑄件,經測量需加工部位是φ29,加工余量不多,且批量較大。因此,既要考慮如何保證零件在加工時的定位精度,又要考慮裝夾方便、快速、可靠;鑄件材料較軟,需保證表面完好。綜上所述,加工時,關鍵是解決零件的定位和裝夾問題,此工件需做兩個輔助夾具裝夾加工,夾具如圖2所示。
經圖樣分析,該零件的工藝流程如下:

上述兩道工序中都比較難實現圖紙的要求,該產品的難點是加工時,裝夾和保證圓度問題。該產品屬于批量生產,要提高生產效率最好的解決方法是針對該工序設計一個專用的夾具;另外,圓度要求也比較高,○0.01,增大了加工難度。
二、夾具設計和零件定位
如何保證工件定位準確、裝夾方便和夾緊可靠呢?根據運動學可知,剛體在空間的任何運動都可看成是相對于三個互相垂直的坐標平面,共有六種運動的合成。選作主要定位面的表面應力求其面積應盡可能的大,以利于提高定位精度,增加定位穩定性。
本次所加工零件毛坯是(航空鋁)鑄件,外形尺寸比較復雜,且工序余量不多,因此加工時,工件的夾緊和定位最重要,直接在夾具上采用螺絲鎖緊,螺絲與工件接觸部位采用膠圈,以保護工件表面。但零件是不規則體,必須先鏜爪,以保證同軸度。
除以上方面外,還有樂器制造業、音樂印刷業、音樂生產業等相關盈利的音樂產業,以及音樂圖書和樂器銷售、音樂培訓機構、音樂娛樂機構等。其均是在音樂產業原本的基礎上,逐漸延伸和擴展起來的行業。這些行業符合音樂產業創新性發展的要求,在總產業規模上占有舉足輕重的地位。同時,相對于未來音樂產業發展的前景而言,擁有巨大的市場潛力。
1第一次裝夾、加工準備工作及要求
(1)夾具外圓直徑必須精磨后能配合型材內孔,車床三爪裝夾前必須鏜爪保證裝夾輔助夾具的穩定性;
(2)輔助夾具裝夾需保證大端面跳動和同心度,在加工許可范圍內,通過螺絲加膠圈鎖緊工件,限位銷定位。
2第二次裝夾、加工準備工作及要求
(1)夾具外圓直徑必須精磨后能配合型材內孔,車床三爪裝夾前,必須先鏜爪保證裝夾輔助夾具的穩定性;
(2)輔助夾具裝夾需保證大端面跳動和配合外圓的同心度,在加工許可范圍內,通過內脹鎖緊工件,前端配合面有四個線割處。
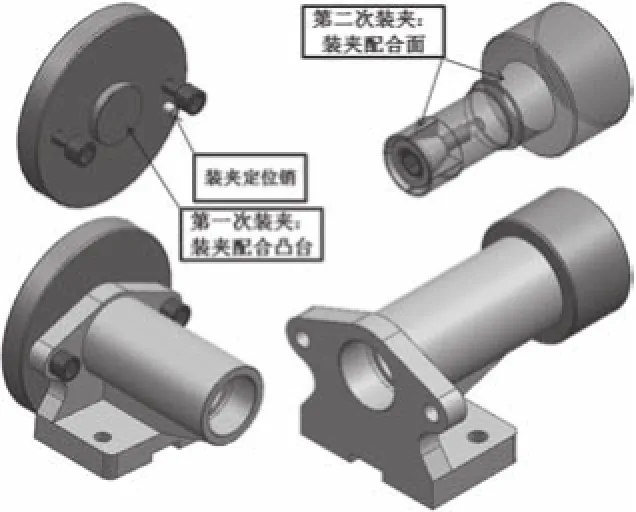
圖2 一夾、二夾夾具
3刀具準備
(1)端面外形車刀;
(2)內孔車刀:粗加工,直徑φ20~φ24的范圍,保證刀具的剛性,以避免出現振紋;
(3)內孔槽刀:刀片寬度選用3mm;
(4)內孔車刀:精加工,直徑φ20~φ24范圍,保證刀具的剛性,以避免出現振紋。
備注:上述刀具使用刀片均為鋁用刀片,保證被加工表面的光潔度。
4加工參數
(1)端面車削時,主軸轉速取300~400r/min,為取得較好的表面粗糙度選用較低的進給速度取F0.08~0.1mm/r,采用一次走刀加工完成;
(2) 內孔粗車時,主軸轉速取200~300r/min,進給速度取F0.7~0.9mm/r,留精車單邊余量0.1~0.15mm;
(3)車退刀槽時,主軸轉速取200~300r/min,進給速度取F0.1~0.15mm/r,采用一次走刀加工完成;
(4)內孔精車時,主軸轉速取300~400r/min,為取得較好的表面粗糙度選用較低的進給速度取F0.08~0.1mm/r,采用一次走刀加工完成。
5 注意事項
(1)由于工件是不規則外形,會產生重量失衡,所以程序需限制一定的最高轉速;
(2)在車削時,使用適當的冷卻液,并且要加注到位,能減小受熱變形,避免產生積削瘤現象,使加工表面達到圖紙要求;
(3)安全文明生產。
結語
此次研究的課題是本人在2014年參加企業實踐活動時,實際加工生產例子,以上夾具能很好地解決產品的裝夾和表面質量等問題,達到圖紙的垂直度和圓度要求。減輕了操作者的工作量和勞動強度,提高了效率,保證產品質量,實現經濟效益最大化。
[1]王光斗,王春.機床夾具設計手冊[M].上海:上海科學技術出版社,2000.
[2]劉杰華,任昭蓉.金屬切削與刀具實用性手冊[M].北京:國防工業出版社,2006.
TG75
A
猜你喜歡
瘋狂英語·新悅讀(2022年8期)2022-09-20 01:32:14
小天使·一年級語數英綜合(2020年3期)2020-12-16 02:56:12
文苑(2020年6期)2020-06-22 08:41:40
海峽姐妹(2019年6期)2019-06-26 00:52:50
電影(2018年8期)2018-09-21 08:00:00
藝術啟蒙(2018年7期)2018-08-23 09:14:16
兒童繪本(2017年24期)2018-01-07 15:51:37
華人時刊(2017年13期)2017-11-09 05:39:13
西部大開發(2017年8期)2017-06-26 03:16:14
東方藝術·大家(2016年6期)2016-09-05 07:30:56
