基于華中8型數(shù)控系統(tǒng)用戶宏程序的研究
2015-09-28 09:48:48湖北文理學院吳艷花王中任南朝子
湖北農(nóng)機化 2015年6期
湖北文理學院 吳艷花 王中任 南朝子
基于華中8型數(shù)控系統(tǒng)用戶宏程序的研究
湖北文理學院 吳艷花 王中任 南朝子
國產(chǎn)華中數(shù)控系統(tǒng)的功能越來越強大,使用越來越普遍。華中8型數(shù)控系統(tǒng)中的宏程序為用戶提供了方便的編程平臺。用戶宏程序允許用戶使用變量、算術和邏輯運算及條件轉(zhuǎn)移,能夠使用戶編制的程序比傳統(tǒng)的程序更簡潔。同時也可將某些相同的加工操作程序用宏程序編制成固定程序,存儲到數(shù)控裝置中,編程人員可以在必要時隨時調(diào)用宏程序加工工件。
華中數(shù)控;用戶宏程序;變量
在一般的零件數(shù)控加工程序編制中程序字為一常量,一個程序只能描述一個幾何形狀,此類程序缺乏靈活性與通用性,針對這種情況,華中8型數(shù)控系統(tǒng)為用戶提供了宏編程[1]。數(shù)控宏程序在數(shù)控加工編程中有著突出的優(yōu)勢[2],在程序中使用變量,通過對變量進行賦值及處理使程序具有特殊功能,這種有變量的程序叫宏程序。通過編制宏程序,能執(zhí)行一些有規(guī)律變化(如非圓二次曲線輪廓)的動作。目前,已有針對華中數(shù)控系統(tǒng)無變螺距螺紋指令的局限性,應用華中數(shù)控系統(tǒng)提供的宏功能開發(fā)了變螺距螺紋指令并成功運用于生產(chǎn)實踐[3]。
0 前言
校企合作的過程中,企業(yè)提供了一個非圓二次曲線輪廓的加工,零件圖如圖1所示。在數(shù)控編程的授課過程中引入課程教學。根據(jù)零件的要求,師生共同商議,編制圖2所示零件的數(shù)控加工工序卡片。由于零件存在橢圓曲線,數(shù)控系統(tǒng)系統(tǒng)中又沒有橢圓曲線插補,所以使用直線插補來擬和橢圓曲線。所以使用G01來編程,擬和越精確,那么要求G01插補時計算的節(jié)點越多,計算工作量非常大。
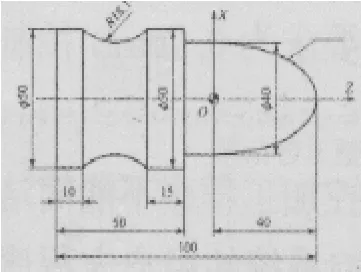
圖1 零件圖

圖2 數(shù)控加工工序卡
1 編程
基于零件的圖紙要求,普通的數(shù)控加工程序不能簡潔地編制好合格的程序。華中8型數(shù)控系統(tǒng)的用戶宏程序可以很好解決這個問題。直線擬和時出現(xiàn)很多坐標點,這些坐標點不能用常量來表示,需用變量來表示,其中使用#1,#2,#3局部變量。局部變量是指在宏程序內(nèi)部使用的變量,即是在當前時刻下調(diào)用某個宏程序中使用的局部變量#i與另一時刻下調(diào)用這個宏程序中使用的#i不同[1]。
同時,由于橢圓曲線不是一刀切完,還需要使用循環(huán)語句。循環(huán)語句在WHILE后指定條件表達式,當指定的條件表達式滿足時,執(zhí)行從WHILE到ENDW之的程序。當指定條件表達式不滿足時,退出WHILE循環(huán),執(zhí)行ENDW之后的程序行。故編寫的程序如下:
%0001
N10 T0101;調(diào)用1號刀、建立刀補
N20 M03 S400;主軸正轉(zhuǎn)400r/min
N30 G00 X60 Z10;
N40 X54 Z0;快速定位至X54 Z0點
N50 G71 U1.6 R0.8 P60 Q190 X0.4 Z0 F0.25 S300;
復合循環(huán)指令加工留余量0.4mm
N60 G01 X0 Z0 F0.05 S700;精加工輪廓
N70#1=40;橢圓長半軸40mm
N80#2=40;#2運算初始值
N90 WHILE#2 GE 0;宏程序循環(huán)語句
N100#3=20*SQRT[1-#2*#2/1600];X軸坐標運算
N110 G01 X[2*#3]Z[#2-40]F0.1
直線插補擬合橢圓軌跡
N120#2=#2-0.2;運算增量0.2
N130 ENDW環(huán)語句結束
N140 G01 Z-50;其他輪廓
N150 X50;
N160 Z-65;
N170 G02 X50 Z-90 R18.1;
N180 G01 Z-105;
N190 X53
N200 G00 X100 Z100;
N210 T0100;
N220 T0202 S200;調(diào)用2號刀,建立刀補
N230 G00 X55 Z10;
N240 Z-104;
N250 G01 X0 F0.1;切斷保證長度100mm
N260 G00 X100;
N270 Z100;
N280 T0200;取消刀補
N290 M05;主軸停
N300 M30;程序結束
2 總結
利用宏程序編制的加工程序交給襄陽金瀚力機械有限公司,加工出來的工件基本符合零件要求,比他們利用CAD/CAM自動編程軟件自動生成的程序簡潔,只需要在工藝參數(shù)上做下修改,即能達到要求。通過更改部分參數(shù):主軸轉(zhuǎn)速、進給速度和背吃刀量,再次試切加工,達到了好的加工效果。
[1]華中8型數(shù)控系統(tǒng)用戶說明書V1.11.武漢華中數(shù)控股份有限公司.2013.11.
[2]章斌,陳科.華中數(shù)控宏程序的應用和推廣[J].工業(yè)控制計算機.2010(06).
[3]魯淑葉.基于華中數(shù)控系統(tǒng)變螺距螺紋指令的開發(fā)[J].機械工程師.2011(11).
G642
A
2015-11-06)
猜你喜歡
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
創(chuàng)業(yè)家(2015年10期)2015-02-27 07:55:08
創(chuàng)業(yè)家(2015年10期)2015-02-27 07:54:39