淺析半圓弧凹表面的數(shù)控加工
2015-10-09 20:58:02盧海濤
科技資訊 2015年18期
關鍵詞:數(shù)控加工
盧海濤
摘 要:當今的數(shù)控機床已經(jīng)在機械加工部門占有非常重要的地位,是柔性制造系統(tǒng)(FMS)、計算機集成制造系統(tǒng)(CIMS)、自動化工廠(FA)的基本構成單位。隨著我國數(shù)控機床應用領域的擴大,努力提高數(shù)控加工技術水平已成為推動我國數(shù)控技術制造業(yè)中應用與發(fā)展的重要環(huán)節(jié),該文淺析了軸類回轉零件中半圓弧凹表面部分的數(shù)控車床加工,首先對零件進行工藝分析、刀具設置及程序編制,然后在數(shù)控車床運行成功,最終成批量的進行實際生產(chǎn),不管是從理論上進行分析,還是在生產(chǎn)中實踐中,都收到良好的效果。
關鍵詞:數(shù)控加工 半圓弧凹表面 工藝措施
中圖分類號:TG659 文獻標識碼:A 文章編號:1672-3791(2015)06(c)-0081-02
1 半圓弧凹表面的軸類零件工藝分析
隨著我國數(shù)控機床應用領域的擴大,努力提高數(shù)控加工技術水平已成為推動我國數(shù)控技術在制造業(yè)中應用與發(fā)展的重要環(huán)節(jié),在數(shù)控加工過程中,如果數(shù)控機床是硬件的話,數(shù)控工藝和數(shù)控程序相當于軟件,兩者缺一不可。
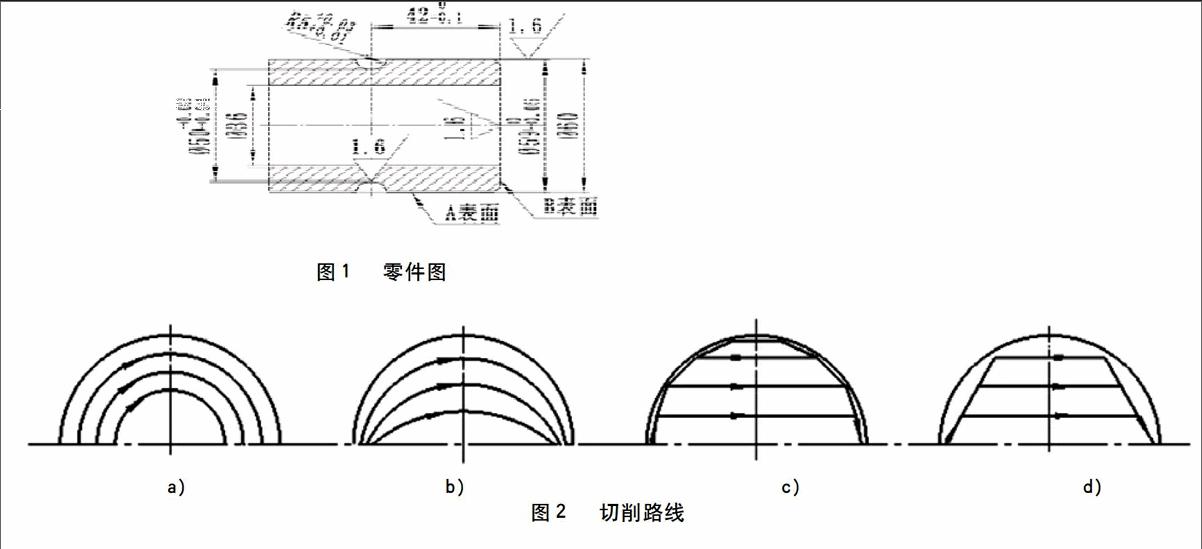
圖1所示為帶有半圓弧凹表面的軸類回轉零件,毛坯尺寸為φ62mm×60mm。毛坯材料為1Cr18Ni9Ti。
在數(shù)控車削加工之前首先要進行工藝分析,其主要內(nèi)容有:分析零件圖紙,確定工件在車床上的裝夾方式,各表面加工順序和刀具的進給路線以及刀具夾具和切削量的選擇等。對于半圓弧凹表面的數(shù)控加工,當進行粗加工時我們可以根據(jù)具體情況,靈活選用不同形式的切削路線,圖2切削路線為半圓弧凹表面的不同加工路線,其a為同心圓形式,b為等徑圓弧(不同圓心形式),c為臺階形式,d為階梯形式。
不同形式的切削路線有不同的特點,了解他們各自的特點有利于合理安排其走刀路線,先對上述幾種路線進行分析。
(1)程序段數(shù)最少是a和b,且刀具只能用圓弧刀或小角度的尖刀。
(2)走刀路線最短為階梯形式,其依次為b、c。
(3)計算和編輯最簡單的為等徑圓形式(可利用程序循環(huán)功能)其依次為a、b、c。
(4)金屬切削率和切削力分布最為合理的為c。
(5)精車余量最均勻的為同心形式。
首先進行工藝分析:該零件表面為圓柱、圓錐、圓弧凹表面等組成,其中直徑尺寸有精確的要求,零件材料為不銹鋼,牌號為1Cr18Ni9Ti,由于不銹鋼有塑性大、韌性高、粘附性強、導熱系數(shù)低等特點,尤其是不銹鋼的高強度和高溫硬度高,所以相應的切削力、切削熱也大,根據(jù)切削不銹鋼的特點(1)選用硬度高、抗粘附性好、強度高的刀具材料,如YW1、YW2硬質合金。(2)選用抗粘結合散熱性能較好乳化液(10%~30%),以降低切削熱和切削力提高刀具壽命,(3)選用較小的背吃刀量和較低的切削速度,背吃刀量大于前道工序留下的硬化層的厚度(4)選用功率較大的機床,并盡可能的提高機床、工件、刀具系統(tǒng)的剛性,根據(jù)以上特點,首先進行刀具設置,T01為機夾外圓車刀(YT15硬質合金可轉位);T02為60°硬質合金機夾尖刀;T03為機夾式硬質合金粗車圓弧刀;T04為可轉位圓弧精車刀。
通常上述分析可來采取以下幾點工藝措施:
(1)凹圓弧底徑不便測量,可以采用兩針測量法,測量時所用的兩根圓柱形量針是量具廠專門制造的,測量時把兩根量針放置在兩側對應的凹圓弧槽中,用千分尺量出兩邊量針頂點之間的距離,這種測量的方法是比較精密的測量方法,量針直徑與凹圓弧的直徑相差只在0.02mm~0.06mm之間,可以選擇A表面為外圓基準面,通過控制A表面的尺寸已達到半圓弧凹表面的低徑尺寸的要求。選B表面為端面基準面,用精車圓弧車刀車削B表面,A表面和半圓弧凹表面,這樣可以滿足端面到凹圓弧中心線的距離,而且精度準確。
(2)確定加工順序和進給路線:按先粗后精,由近到遠,從大到小的原則,先用機夾式硬質合金外圓刀粗車端面,用硬質合金尖60°尖刀車圓錐表面,外圓和粗車凹圓弧,再利用硬質合金粗車圓弧刀切削凹圓弧,最后用機夾式成形圓弧刀精車凹圓弧。
(3)確定裝夾方案:采用三爪自定心卡盤定心夾緊。
(4)對圖樣上給定的有公差要求的尺寸,編程時取上偏差和下偏差的平均值,在設定刀具偏置量時,可采用試切削對刀法,首先用外圓偏刀試切外圓和端面,并輸入刀補值,然后進行尖刀的對刀過程,特別需要說明的是圓弧刀的對刀方式,當圓弧刀輕輕接觸A表面時在刀補頁中輸入直徑值,當圓弧刀輕輕接觸B表面時在刀補頁中輸入Z為零,在編程時圓弧刀車削程序段中其編程尺寸依據(jù)對刀過程中的對刀點而定。
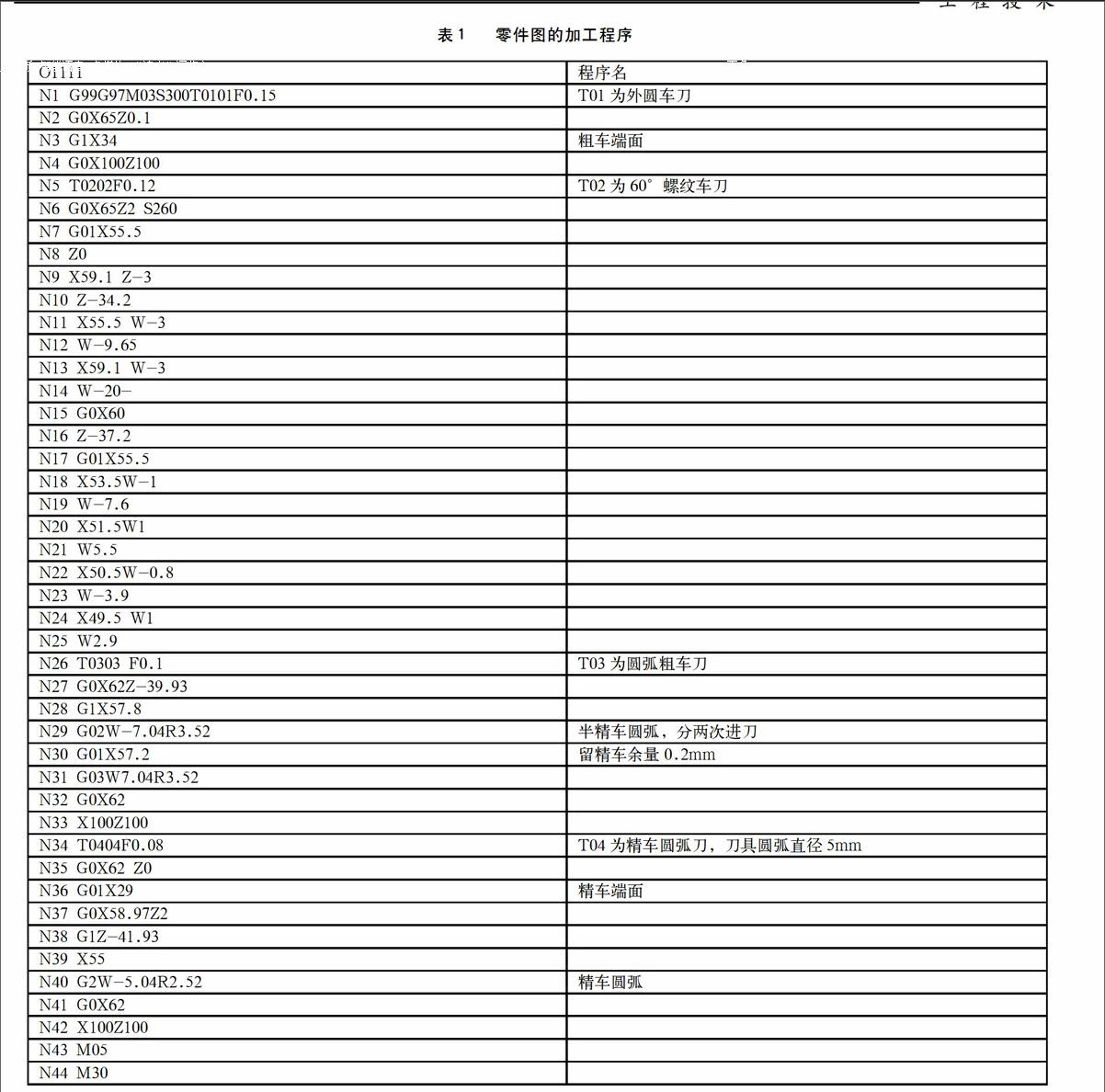
2 數(shù)控加工程序編制與加工
以大連機床廠的FANUC-Oi數(shù)控車床為例,程序編制見表1零件圖的加工程序。
該程序已經(jīng)試運行成功,不管是零件的尺寸精度和位置精度,還是零件的表面光潔度和粗糙度都能達到圖紙的要求。按照圖紙要求底徑尺寸應為φ49.96mm~φ49.98mm,經(jīng)計算得A表面的直徑應控制在φ58.97mm~φ58.95mm之間,經(jīng)測量零件中A表面的直徑為φ58.97mm(與編程尺寸相同)時,那么可以算出圓弧底徑為D=55-5.04=49.96mm,在零件加工中,可以通過控制A表面的尺寸達到圓弧底徑尺寸的要求。車削圓弧凹表面通過粗車---半精車----精車的加工過程, 由實際生產(chǎn)可知,用這種加工工藝方法進行車削,能大大地提高生產(chǎn)效率, 而且精車圓弧刀和半精車圓弧刀的刀具壽命也得到延長,經(jīng)過實踐可知一個精車圓弧刀刀片可以連續(xù)生產(chǎn)100~150件。
3 結語
在數(shù)控車床加工零件,必須根據(jù)零件圖的要求,針對不同的毛坯材料,選擇正確的加工工藝,合適的刀具,才能提高生產(chǎn)效率高、保證加工精度、穩(wěn)定加工質量。這是機械加工生產(chǎn)永恒不變的追求。
參考文獻
[1] 沈建峰,金玉峰.數(shù)控編程控200例[M].北京:中國電力出版社,2008.
[2] 劉黨生.金屬切削原理與刀具[M].北京:北京理工大學出版社,2009.
[3] 陳洪濤.數(shù)控加工工藝與編程[M].北京:高等教育出版社,2003.
[4] 徐元昌.數(shù)控技術[M].北京:中國輕工業(yè)出版社,2004.
猜你喜歡
科技創(chuàng)新與應用(2016年34期)2016-12-23 18:55:29
職業(yè)·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
