進出瓶螺旋桿的螺旋線簡化設計及加工
2016-11-15 20:12:18彭志榮
科技資訊 2016年18期
關鍵詞:數控加工
彭志榮

摘 要:該文主要介紹包裝機械自動化生產線關鍵零件進、出瓶螺旋桿的概念及應用,該文作為此系列之一,主要探討:(1)螺旋線的設計;(2)淺析其結構、材料要求,螺旋桿設計要求;(3)利用多軸數控機床進行該零件數控加工的方法以及數控程序的編寫。
關鍵詞:螺旋桿 數控加工 灌裝機械
中圖分類號:TB486.3 文獻標識碼:A 文章編號:1672-3791(2016)06(c)-0066-02
之前討論了“進出瓶螺旋桿的結構、材料及設計要求”,從螺旋桿的結構、材料及螺旋線的運動規律等方面做了一定的闡述。使人們了解到:為使生產線上灌裝瓶子達到一定的運動規律,達到灌裝要求,螺旋桿的螺旋線應該同樣滿足該運動規律。
此前的文章提到過可以將螺桿分成三段式組合螺桿:進口端的等速段、中間過渡段的變速段、出口端與星型撥輪銜接的等加速段。許多讀者會有一定的理解誤區,認為該螺桿就是一個變螺距的螺桿,通常會認為采用變螺距的指令進行車削。這個觀點是錯誤的,螺旋桿的設計是將瓶子的運動規律反映到螺旋桿的螺旋線設計上。也就是將螺桿螺旋線按照一定運動規律設計就能滿足瓶子的運動規律。下面將對螺旋桿的螺旋線的設計做一些介紹。
首先,其基礎速度、位移公式為:
V=V0+at
S=V0t+1/2at2
其中,V0為瓶子初始速度(單位:毫米/轉);a為瓶子移動加速度(單位:毫米/轉2);t為螺桿轉動圈數(單位:轉)。
其次,了解認識三段螺旋線參數設計。
1 螺桿的進口端
即該螺桿的等速段,為使瓶子平穩地導入螺旋槽,螺桿必須每轉移動量至少大于等于容器的外徑,才能使瓶子順序平穩地被送入。
則公式:V1=2R+△(mm/r) (△為兩相鄰容器的平均間隙2~5 mm計算,通常加工時忽略取值為零)
設等速段螺旋線的最大圈數為t1(常取0.5~2圈),則等速段的軸向位移:
S1=V1t1
2 螺桿的中間過渡段
即該螺桿的變加速段,研究人員通常采用以余弦、正弦、多項式加速度曲線的參數設計,最大的加速度及扭矩小,起動較平穩,行程始末是柔性沖擊,適用中、低速供送。以余弦加速度為例,設此段螺桿的供送加速度a2由零值依余弦函數變化規律增加到最大值;按坐標系可寫出從動件常用運動規律——三角函數余弦運動規律:
運動規律的起始與終點處加速度變為有限值,因而會產生柔性沖擊。適用于中、低速輕載傳動。
3 螺桿的出口端
即該螺桿的加速段,供送的容器要與星形撥輪順利銜接,則必須保證等加速段末速V3m等于星形撥輪的節距P,即:
4 實例
由上面基本設計原理,人們可以了解到三段螺旋的設計要求,尤其是中間過渡段的變加速運動段,對于此段的螺旋線,不管是正弦、余弦,還是多項式等加速度曲線設計,難度都比較大。通常在實際加工使用中采用X、Y、Z聯動并帶A軸的經濟型數控四軸銑床加工,也能達到實際使用的要求,即通過A軸旋轉的圈數來確定螺旋線在X軸線方向的位移,并且大大降低了加工的難度以及測繪、檢驗的難度。因此在實際的設計及加工中大都對此螺旋曲線(主要是中、低速螺旋桿)采用簡化處理來完成此段的螺旋線設計。
那么,如何進行簡化處理?研究人員可以根據已知參數:所供送容器的大小、星形撥輪的大小及螺旋桿的長短設計出替代品。
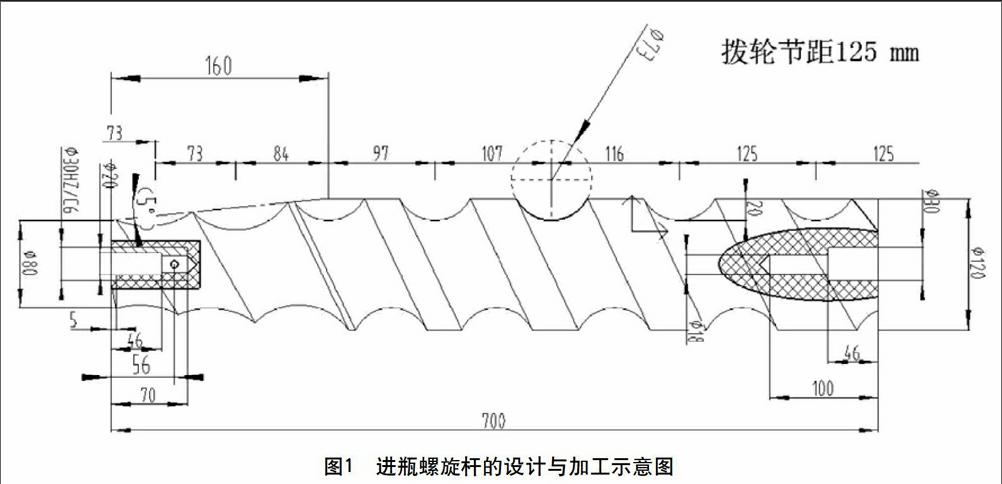
下面通過應用實例示意圖進一步闡述進瓶螺旋桿的設計與加工。已知供送容器的瓶徑為73 mm,星形撥輪的節距為125 mm,螺旋桿總長700 mm,左旋螺線。根據已知條件設計加工進出瓶螺旋桿。
通過圖1了解到此螺旋桿滿足3個基本條件:(1)進口端有10°左右的錐端(且長度為總長的22%),能把容器順暢導入螺旋槽;(2)容器沿進瓶螺旋桿前進時能平穩輸送;(3)末端螺旋節距等于星型撥輪節距125 mm,即容器與星形撥輪能夠順利銜接。則此螺旋線合理。
進瓶螺旋桿各段參數的確定:
由以上理論及公式可得:
(1)(初始端)V1=73 mm/t 取t1=2圈,
則等速段 S1m=V1 t1=73×2=146mm
(2)(末端)Vm=125 mm/t 取t3=1圈,
則末等速段S3m=V3 t3=125×1=125 mm
(3)中間過渡段可以看成是勻變速段S2m=700-S1-S3=700-146-125=429 mm。
當速度從73 mm/t增加到125 mm/t,其加速度為a;根據等加速度運動規律,其平均速度為:
V平=(Vm+V1)/2=(125+73)/2=99 mm/t
則螺旋線旋轉的圈數為:
t2=S2m/V平=429/99≈4.33(圈)
加速度a2=(Vm-V1)/t2=(125-73)/4.33≈12.01 mm/t2
根據計算結果,三段的位移S和產生位移螺桿所旋轉的圈數確定了,則可在實際加工中通過X軸及旋轉A軸的控制來完成加工了。
5 數控加工
此螺旋桿的數控加工可以選用數控銑加工中心(可以根據給定的數學表達式自動完成運行軌跡),亦可選用改造后的X軸和A軸(繞X軸旋轉)的普通數銑。加工螺旋桿時,A軸按給定的角度帶動螺桿轉動,銑刀沿螺旋桿X軸方向按給定的軌跡進行運動。即X軸與A軸聯動是對數控銑床基本的要求。各加工參數的處理,主要集中在A軸(旋轉的角度)及給定的軌跡(X方向的位移),螺旋桿的轉動角度按360°為一圈累計,而位移仍是按照運動方程S=V0t+1/2αt2給出,t的單位是圈,在數控程序中是用[T]/360(變量)表示,與角度A的變量[T]保持一致。因加工的螺旋桿大都為高分子尼龍材料,銑刀可采用在刀桿一側安裝刀片,當大小與瓶徑幾乎相等的銑刀,按編制程序進行運行時,即可完成進瓶螺旋桿的加工。
6 結語
該文根據常用運動規律及運動方程,對進出瓶螺旋桿的螺旋線構造進行了分析,同時為了解決經濟型數控機床加工、測繪、檢驗難的問題,還對螺旋桿的螺旋線進行簡化。筆者使用此法,以及了解到市場上一些加工企業為客戶測繪、設計及加工此種進出瓶螺旋桿,大都使用此簡化加工方法,并均能滿足使用要求,從而證明此設計方法的可行性。
參考文獻
[1] 許成林.包裝機械原理與設計[M].上海科學技術出版社,1988.
[2] 劉莉昕,高迎憲.變螺距螺旋線的設計方法[J].包裝與食品機械,1998(6):10-12.
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03