聚乙烯管材的高速擠出技術(shù)
2015-10-10 02:22:16鄭建旭徐萬(wàn)秀
橡塑技術(shù)與裝備 2015年20期
鄭建旭,徐萬(wàn)秀
(1.河南聚塑管道有限公司,河南 漯河 462000;2.甘肅省嘉峪關(guān)市產(chǎn)品質(zhì)量計(jì)量和特種設(shè)備檢驗(yàn)檢測(cè)中心,甘肅 嘉峪關(guān) 735100)
聚乙烯管材的高速擠出技術(shù)
鄭建旭1,徐萬(wàn)秀2
(1.河南聚塑管道有限公司,河南 漯河 462000;2.甘肅省嘉峪關(guān)市產(chǎn)品質(zhì)量計(jì)量和特種設(shè)備檢驗(yàn)檢測(cè)中心,甘肅 嘉峪關(guān) 735100)
通過(guò)對(duì)聚乙烯管材高速擠出過(guò)程中易出現(xiàn)的問(wèn)題進(jìn)行分析,重點(diǎn)對(duì)配方、模具結(jié)構(gòu)、模具聚四氟乙烯噴涂、定徑套結(jié)構(gòu)等方面做了分析和研究,并對(duì)輔助模塊進(jìn)行了闡述,確保聚乙烯管材高速擠出技術(shù)的實(shí)現(xiàn)。
聚乙烯管材;定徑冷卻;擠出模具;聚四氟乙烯;噴涂
隨著聚乙烯管材應(yīng)用市場(chǎng)的不斷擴(kuò)大,管材質(zhì)量和產(chǎn)量都有了更高的要求,增加生產(chǎn)線(xiàn)或者提高單線(xiàn)效率這兩種方法中,提高單線(xiàn)效率是簡(jiǎn)單可行和低成本的,也是每個(gè)企業(yè)首先想到的。根據(jù)市場(chǎng)需求,結(jié)合聚乙烯管材生產(chǎn)經(jīng)驗(yàn),掌握了聚乙烯管材的高速擠出技術(shù),才能實(shí)現(xiàn)聚乙烯管材的高效高速生產(chǎn),但在實(shí)際生產(chǎn)中卻常常出現(xiàn)如下問(wèn)題:
(1)提高速度易導(dǎo)致聚乙烯出現(xiàn)鯊魚(yú)皮癥,甚至熔體破裂,嚴(yán)重影響制品的外觀(guān)質(zhì)量。
(2)擠出機(jī)扭矩大、主機(jī)電流高、負(fù)荷重、能耗嚴(yán)重[1]。
(3)冷卻定徑控制不穩(wěn)定,出現(xiàn)外觀(guān)裂紋和不圓度增大。
(4)口模和芯模易出現(xiàn)粘料,影響外觀(guān)質(zhì)量。
(5)生產(chǎn)線(xiàn)控制系統(tǒng)易出現(xiàn)波動(dòng)。
針對(duì)以上問(wèn)題我們從原料配比、生產(chǎn)工藝、模具結(jié)構(gòu)、口模芯模處理、冷卻系統(tǒng)和生產(chǎn)線(xiàn)控制系統(tǒng)等方面做了相應(yīng)研究,實(shí)現(xiàn)了聚乙烯管材的高速擠出。
1 原料及配比
根據(jù)聚乙烯管材的性能要求,選擇合適的原料或混配料結(jié)合如何實(shí)現(xiàn)聚乙烯管材的高速擠出的要求進(jìn)行合理的配比。1988年美國(guó)道康寧公司推出了一種有機(jī)硅系列添加劑,對(duì)聚乙烯類(lèi)的熱塑性塑料只加入很少量就可以提高產(chǎn)品的滑動(dòng)性、耐磨性、脫模性以及樹(shù)脂本身的加工性能等[2]。
程紅元[3]在對(duì)聚乙烯管材加工過(guò)程中出現(xiàn)的熔體破裂問(wèn)題進(jìn)行研究時(shí),建議添加一種含氟聚合物為基礎(chǔ)的加工助劑,消除熔體破裂對(duì)管材外觀(guān)的影響。酈華興[4]等在對(duì)聚乙烯電纜料高速擠出研究時(shí),對(duì)HDPE和LLDPE的混合的流動(dòng)性及系統(tǒng)“內(nèi)外潤(rùn)滑平衡:做了深入研究,不但提高了高速擠出加工性能,而且在基料選擇上也有了更大空間。可見(jiàn)加工助劑在聚乙烯材料高速擠出中起到很重要作用。我們選用PE100級(jí)聚乙烯和LLDPE及加工助劑等,按照比例(聚乙烯:LLDPE:有機(jī)硅助劑:PE蠟:回收料=100:8:0.1:0.05:10)進(jìn)行配比。
2 生產(chǎn)工藝
2.1 工藝流程
工藝流程框圖,如圖1所示。
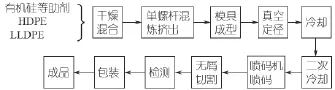
圖1 工藝流程框圖
2.2 溫度控制
主機(jī):一區(qū):170~175 ℃;二區(qū):108~185 ℃;三區(qū):180~185℃;四區(qū):180~185 ℃;五區(qū):190~200 ℃模具:一區(qū):190~200 ℃;二區(qū):195~200 ℃;三區(qū):200 ℃;四區(qū):195~200 ℃;五區(qū):195~205 ℃;六區(qū):200~205 ℃。
3 生產(chǎn)設(shè)備
3.1 擠出機(jī)
對(duì)于高速擠出而言,物料的塑化效果很關(guān)鍵,使用屏蔽式單螺桿擠出效果較好,由于屏障式螺桿特有的雙螺旋線(xiàn)結(jié)構(gòu),可以確保物料均勻塑化[5]。既發(fā)揮了擠出機(jī)的產(chǎn)能,同時(shí)更有利于降低能耗。
3.2 熔體過(guò)濾裝置
國(guó)家標(biāo)準(zhǔn)允許在聚乙烯壓力管道生產(chǎn)時(shí)添加10%的自產(chǎn)回收料。雖然回收料的添加可以促進(jìn)物料的塑化,但是回收料中的雜質(zhì)會(huì)對(duì)管材的質(zhì)量造成一定的影響,會(huì)在15~20年后導(dǎo)致管道爆裂或破裂[6],聚乙烯管材高速擠出時(shí)必須安裝熔體過(guò)濾裝置,如換網(wǎng)器。能夠及時(shí)過(guò)濾熔體中的雜質(zhì),保證產(chǎn)品質(zhì)量。
3.3 重力計(jì)量系統(tǒng)和在線(xiàn)測(cè)厚儀
重力計(jì)量系統(tǒng)主要通過(guò)電子稱(chēng)控制落料量來(lái)控制每米的重量。控制信號(hào)主要來(lái)源于螺桿轉(zhuǎn)速和牽引轉(zhuǎn)速,也可以在二者之間進(jìn)行切割[7]。通過(guò)對(duì)重力計(jì)量系統(tǒng)控制裝置電腦數(shù)據(jù)設(shè)置,來(lái)實(shí)現(xiàn)對(duì)聚乙烯高速擠出時(shí)壁厚的控制。
可以通過(guò)超聲波測(cè)厚儀對(duì)聚乙烯管材進(jìn)行在線(xiàn)測(cè)量,根據(jù)測(cè)量結(jié)果和標(biāo)準(zhǔn)要求比后對(duì)模具進(jìn)行調(diào)整,實(shí)現(xiàn)了不停機(jī)或者不在管材上打孔就可以對(duì)管材的壁厚監(jiān)管。
3.4 模具
3.4.1 模具結(jié)構(gòu)
在聚乙烯管材高速擠出方面,王建國(guó)[8]等做了大量的研究,在小規(guī)格管材模具的選擇上首先排除了分流支架式模具的使用,介紹了分流支架模具的使用缺陷。采用螺旋流道式結(jié)構(gòu)模具,可以很好解決分流式模具支架在聚乙烯管材高速擠出時(shí)產(chǎn)生的分量線(xiàn)。
該結(jié)構(gòu)模具特點(diǎn)在于進(jìn)入模具的熔體料流,首先通過(guò)分流體系分流到機(jī)頭周?chē)蝗缓笕垠w進(jìn)入螺旋狀環(huán)繞在芯模外面的流道。螺旋流道的深度隨著靠近模頭流出端而逐漸減小。同時(shí)芯模與模頭體型腔之間的間隙則逐漸增大。在這一個(gè)區(qū)域段料流內(nèi)部出現(xiàn)了軸向和徑向流動(dòng)的重疊。沿著模頭流出方向徑向流動(dòng)比例降低,軸向流動(dòng)比例則持續(xù)提高,最終全部熔體沿軸向流動(dòng)。
采用這種結(jié)構(gòu)的模具部存在分流線(xiàn),而且物料塑化良好,可以有效地實(shí)現(xiàn)聚乙烯管材的高速擠出。實(shí)際生產(chǎn)中dn160 mm以下規(guī)格模具采用此結(jié)構(gòu)模具。而dn160 mm以上規(guī)格的模具普遍選用籃式結(jié)構(gòu)模具。在籃式模具中,芯模通過(guò)帶有行星孔的導(dǎo)流板固定在機(jī)頭體內(nèi),緊接著物料流過(guò)多孔區(qū)段(篩藍(lán)),與其它模頭不同的是,通過(guò)篩籃的流體并非由軸向通過(guò)較小的截面,而是沿徑向從里向外通過(guò)一個(gè)非常大的截面,熔體流動(dòng)出現(xiàn)兩次換向。
首先換成徑向,然后變成軸向,單股料流之間能良好地混合,熔體更加均勻。由于篩籃的斷面面積比較大,籃式模具的模頭壓力明顯低于其它結(jié)構(gòu)模具,篩籃就像是一個(gè)靜態(tài)混合器一樣,實(shí)現(xiàn)很好的混溶,即使在高擠出量時(shí),也實(shí)現(xiàn)良好的均化。在各種不同物料黏度、擠出量和反壓下,都能獲得令人滿(mǎn)意的高質(zhì)量管材。
3.4.2 口模和芯模的處理
聚乙烯高速擠出過(guò)程中,物料會(huì)與模具表面粘結(jié),使制品表面不平整、無(wú)光潔、麻點(diǎn)、凹坑和軸向劃痕等質(zhì)量問(wèn)題。熔體與金屬間較高的溫差將導(dǎo)致鯊魚(yú)皮現(xiàn)象。口模與芯棒會(huì)因?yàn)楦邷匦纬煞e料,積料老化會(huì)對(duì)管材形成軸向劃痕,所以模具防黏處理是聚乙烯高速擠出過(guò)程中比較重要的技術(shù)。
最傳統(tǒng)的方法是在物料經(jīng)過(guò)的模具表面涂刷防黏涂層,如硅油。但是這種方法不持久而且涂刷時(shí)需要停機(jī),不能有效地解決粘模問(wèn)題。我們通過(guò)研究發(fā)現(xiàn)噴涂聚四氟乙烯可以解決物料黏模問(wèn)題。
聚四氟乙烯具有化學(xué)惰性、熱穩(wěn)定性和摩擦因數(shù)地等優(yōu)異的性能,是最常用的自潤(rùn)滑材料[9]。涂膜有較低的摩擦系數(shù),單數(shù)值僅在0.05~0.15之間;短時(shí)間可以耐300 ℃,一般在240~260 ℃之間可以連續(xù)使用,具有顯著地?zé)岱€(wěn)定性。它可以再冷凍溫度下工作而不脆化,在高溫下不熔化。很薄的涂層也顯示出很好的不粘附性能。
聚四氟乙烯涂層的應(yīng)用在國(guó)內(nèi)已普遍,主要應(yīng)用在化工防腐、機(jī)械耐磨、模具防黏、食品脫模和橡塑成型模具等行業(yè)。但是在塑料擠出模具上使用聚四氟乙烯噴涂處理的研究還不多見(jiàn),鄒德榮[10]通過(guò)研究發(fā)現(xiàn)采用含有氟防黏涂料作為金屬模具的防黏涂層,可以應(yīng)用于聚氨酯、環(huán)氧樹(shù)脂、丁晴橡膠、三元乙丙橡膠、PVC等高分子材料。
采用含氟防黏涂料處理模具可以保證制品順利脫模以及保持制品具有光滑平整的表面。國(guó)內(nèi)涂層加工企業(yè)對(duì)塑料擠出模具的防黏處理不是太多,只有個(gè)別企業(yè)有這樣的客戶(hù),如天津市金億公司給天津某管材企業(yè)加工過(guò)一批模具,到目前為止沒(méi)有反映涂層出現(xiàn)問(wèn)題。
經(jīng)過(guò)防黏處理以后的模具加工出來(lái)的管材表面光潔平滑,能有效地提高產(chǎn)品外觀(guān)質(zhì)量。有些專(zhuān)利性的資料建議使用塑料環(huán)對(duì)模具進(jìn)行改進(jìn)。但材料成本高,受熱易變形,強(qiáng)度低易受損,雖然對(duì)外觀(guān)質(zhì)量可以改善,但變形后對(duì)管材的質(zhì)量影響太大,無(wú)法滿(mǎn)足聚乙烯管材高速擠出的要求。
噴涂管材模具的應(yīng)用,不但拓展了噴涂行業(yè)業(yè)務(wù),而且從根本上解決了聚乙烯管材高速擠出時(shí)出現(xiàn)的粘模問(wèn)題。可以生產(chǎn)小規(guī)格的管材,同樣可以用于生產(chǎn)較大規(guī)格管材,并且可以用于其它類(lèi)型聚乙烯產(chǎn)品模具,如聚乙烯波紋管。
3.5 定徑套和真空控制
對(duì)于聚乙烯實(shí)壁管材,定徑套的尺寸和冷卻方式對(duì)管材的尺寸和冷卻效果有決定性作用。王建國(guó)[11]等對(duì)口模與定徑套之間的直徑比以及定徑套冷卻方式做了深入的研究,其中濕法定徑也是國(guó)內(nèi)企業(yè)通用的冷卻定徑方式。
冷卻水可以通過(guò)間隙在定徑套入口處形成一個(gè)環(huán)形水幕,對(duì)管料外壁進(jìn)行直接冷卻。該結(jié)構(gòu)可以達(dá)到冷卻效果最大化,根據(jù)生產(chǎn)速度和外觀(guān)質(zhì)量調(diào)整冷卻水幕的大小,可以實(shí)現(xiàn)聚乙烯管材的高速擠出。真空箱內(nèi)真空度的穩(wěn)定性是聚乙烯管材定徑冷卻的決定性因素,穩(wěn)定的真空度才能控制好管材的外徑和壁厚,才能實(shí)現(xiàn)“高產(chǎn)而又高效”。所以真空度的調(diào)整裝置必須盡可能精密。
3.6 牽引機(jī)
目前生產(chǎn)聚乙烯管材多采用履帶式牽引機(jī),可以根據(jù)生產(chǎn)線(xiàn)的規(guī)格選擇履帶數(shù)量,多履帶牽引機(jī)穩(wěn)定性高,不會(huì)出現(xiàn)將薄壁管壓扁或打滑現(xiàn)象,可以滿(mǎn)足聚乙烯管材的高速擠出要求。
3.7 切割鋸
聚乙烯管材生產(chǎn)線(xiàn)基本配置無(wú)屑切割機(jī),無(wú)屑切割機(jī)高效、無(wú)塵、安全、耐用和無(wú)噪音的特性,是其它類(lèi)型切割鋸無(wú)法替代的。能夠滿(mǎn)足聚乙烯管材的高速擠出要求。
3.8 生產(chǎn)線(xiàn)控制系統(tǒng)
采用德國(guó)專(zhuān)為塑膠擠出生產(chǎn)線(xiàn)設(shè)計(jì)制造的微電腦控制系統(tǒng),系統(tǒng)的操作直觀(guān)方便,增加了高級(jí)智能模塊。采用溫控模塊進(jìn)行溫度控制。
擠出機(jī)和牽引機(jī)采用特殊的控制方式,確保同步。配有在線(xiàn)重量稱(chēng)量和超聲波測(cè)厚儀,使生產(chǎn)線(xiàn)的控制更加完善,能夠滿(mǎn)足聚乙烯管材高速擠出時(shí)對(duì)控制系統(tǒng)的基本要求。
4 結(jié)論
(1)根據(jù)聚乙烯管材的高速擠出技術(shù)要求來(lái)制定配方和生產(chǎn)工藝,加入有機(jī)硅加工助劑可以起到降低能耗,改善質(zhì)量的作用,有利于聚乙烯管材的高速擠出。
(2)引進(jìn)聚四氟乙烯噴涂技術(shù)對(duì)模具進(jìn)行防粘處理,可以有效地解決塑料和模具的粘附問(wèn)題,從根本上改善了聚乙烯管材的外觀(guān)。涂層的長(zhǎng)期使用性有待觀(guān)察確定。
(3)重力計(jì)量系統(tǒng)、熔體過(guò)濾裝置、生產(chǎn)線(xiàn)控制系統(tǒng)軟件和超聲波測(cè)厚儀等輔助控制“模塊”在聚乙烯管材高速擠出生產(chǎn)過(guò)程中是很重要的,穩(wěn)定的控制系統(tǒng)是高速擠出的基礎(chǔ)。
[1] 酈華興,任少平,鄭建旭,胡圣飛. 聚乙烯電纜料的高速擠出技術(shù)[J].現(xiàn)代塑料加工應(yīng)用,2003,(3):23.
[2] 孫酣經(jīng). 化工新材料及其應(yīng)用[M]. 北京.化學(xué)工業(yè)出版社,1991.
[3] 王建國(guó),翟玲. 聚乙烯管材高速擠出成型技術(shù)的探討[J]. 上海塑料,2008,(2):35.
[4] 酈華興,任少平,鄭建旭,胡圣飛. 聚乙烯電纜料的高速擠出技術(shù)[J]. 現(xiàn)代塑料加工應(yīng)用,2003,(3):24.
[5] 中國(guó)塑料橡膠. 2002,(10/11):46.
[6] 沈華,劉金義,孫劍波. 聚乙烯壓力管材的生產(chǎn)過(guò)程控制[J].塑料工業(yè),2003,(2):32.
[7] 沈華,劉金義,孫劍波. 聚乙烯壓力管材的生產(chǎn)過(guò)程控制[J].塑料工業(yè),2003,(2):31.
[8] 王建國(guó),翟玲. 聚乙烯管材高速擠出成型技術(shù)的探討[J]. 上海塑料,2008,(2):35.
[9] 候根良. 聚四氟乙烯涂層在高載荷條件下的摩擦學(xué)性能研究[J]. 潤(rùn)滑與密封,2007,(6):84.
[10] 鄒德榮. 含氟防粘涂料在金屬模具中的應(yīng)用[J]. 現(xiàn)代塑料加工應(yīng)用,2003,(3):21.
[11] 王建國(guó).翟玲.聚乙烯管材高速擠出成型技術(shù)的探討[J].上海塑料,2008,(2):36.
High speed extrusion technology for PE pipe
High speed extrusion technology for PE pipe
Zheng Jianxu
(Henan Runfeng Plastics Technology Co., Ltd., Luohe 462000, Henan, China)
This paper analyzes prone problems of PE pipe high-speed extrusion process,studies aspects of formulation, mold structure, mold Teflon coating and sizing sleeve structure,and describes the auxiliary module, to ensure the achievement of PE pipe high-speed extrusion technology.
PE pipe; sizing and cooling; extrusion die; Tefl on; coating
TQ325.12
1009-797X(2015)20-0099-04
B DOI:10.13520/j.cnki.rpte.2015.20.028
鄭建旭(1975-),男, 助理工程師, 主要從事化學(xué)工程和高分子材料加工工藝的研究和管理工作。
2015-06-24
