打印機塑料零件的模具設計
2015-10-10 07:22:58李春玲
時代農機 2015年11期
李春玲
(江西工業工程職業技術學院,江西 萍鄉 337055)
打印機塑料零件的模具設計
李春玲
(江西工業工程職業技術學院,江西萍鄉337055)
在打印機塑料零件的模具設計時,要對塑料零件的形狀、尺寸及其精度要求以及注射成型工藝進行分析,從而確定模具分型面、型腔數目、澆口形式等。
模具設計;塑料零件;注塑成型
1 注塑件的工藝分析
塑料注射成形是利用塑料的可擠壓性與可模塑性,首先將粒狀或粉狀的塑料加入到注塑機的料斗,由螺桿帶動塑料前行進入料筒,由料筒壁的加熱器及螺桿的摩擦作用使塑料在料筒內加熱至熔融狀態,在螺桿的高壓推動下,以一定的速度和壓力經澆注系統進入閉合模具中,經過保壓冷卻凝固成形后開模,模具推出機構推出制件,從而獲得具有一定形狀和尺寸的塑料制件。模具設計應根據塑件的使用要求及相應的技術指標,選擇合理的工藝方案。
(1)注塑件的結構形狀分析。該塑件是打印機上一個部件,受到振動、摩擦等情況比較多,制件材料要求韌性好,表面粗糙度低。制件結構簡單,形狀規則,大批量生產。采用單分型面注塑模有利于降低模具復雜程度,有利于模具加工制造。
(2)注塑件的性能指標及成型特性分析。工件材料為HIPS,是PS的改性材料,分子中含有5%~15%橡膠成份,韌性好、沖擊強度高,成型加工性能好、著色力強。HIPS制品不透明,吸水性低,可不需預先干燥。主要性能指標:彎曲強度13.8~55.1MPa;拉伸強度13.8~41.4MPa;斷裂伸長率為15%~75%;維卡軟化點185°~220°F。
(3)注塑成型工藝參數分析。根據經驗數據和推薦值,初步確定成型工藝參數選擇往復螺桿式注塑機,由公稱注射量選定注射機。打印機零件的注塑模采用單分型面注塑模,一模四腔。產品材料HIPS,其密度為1.035~1.04g/ cm3,收縮率為0.3~0.8,計算其平均密度設為1.04 g/cm3,平均收縮率為0.5%。計算后并據現有設備選擇為德國產注射機Demag/50T注塑機。
2 注塑件模具設計
(1)分型面的確定。結合該產品的結構,分型面在塑件的最大投影面積上,中間線處即為分型面。
(2)型腔數目的確定。型腔數目的確定主要考慮塑件的尺寸、模具制造成本、注塑成型的效益、模具制造難度等因素,初定為一模四腔,經濟合理,采用平衡式排布。
(3)模架選擇。現有的模具模架已經標準化,選擇模仁的材料是H13,經計算模具尺寸為300mm×350mm,經經驗計算后取型芯板厚度80mm,型腔板厚度90mm,墊板厚度90mm,為避免干涉,型芯板和型腔板之間取1mm間隙。
(4)澆注系統設計。注射模的澆注系統是是為填充型腔而開設于模具中的一系列通道,由主流道、分流道、冷料穴(或冷料井)和澆口組成。主流道:主流道主要參數:錐角=1.2°;內表面粗糙度Ra=0.8μm;小端直徑D=4mm;澆口套圓弧半徑R=13mm;材料S50C;澆口套與定位圈配合采用H9/f9的配合,澆口套與模板之間配合采用H7/m6的配合。①分流道:圓形斷面形狀,直徑為4mm,分流道長度L=25mm,面粗糙度值選為0.16,采用平衡式布置形式。②冷料穴(或冷料井)和拉料桿:冷料穴位于分流道末,分流道加工時直接將冷料穴加工出來,截面與分流道相同;拉料桿選用前面帶錐度的,材料為SKH51,硬度為56~60HRC,固定在底針板上。③澆口:采用潛伏式澆口。
(5)導向與定位機構。注射模的導向機構選擇導柱導套導向(導柱上有開設油槽):①導柱:材料:GCr15軸承鋼HRC60左右;長度:210mm;直徑:ф30mm;ф35mm。②導套:材料:GCr15軸承鋼HRC60左右;長度:87mm;內直徑:ф30mm,外直徑:ф42mm,下端直徑:ф47mm;壁厚:6mm。
(6)頂出系統設計。使用頂針脫模,采用的是DME標準件,使用的是默認材質即:SKD61。
(7)成型零件工作尺寸計算。成型零件的工作尺寸計算是指計算凹模和凸模直接構成塑件的尺寸。凹、凸模的尺寸精度直接影響塑件的尺寸精度。本設計采用的是鑲拼式型腔,如果是利用計算公式計算型腔壁厚的話比較煩瑣,且不能保證在生產中的精確性,我們可以根據經驗值來取。此設計取模具型腔凹模壁厚為25mm,模套壁厚取90mm。
(8)排氣設計。此模具不額外設計排氣系統,直接利用排氣槽、分型面排氣,同時還可利用頂針,推桿等的間隙排氣。
(9)溫度調節系統設計。HIPS材料成形條件比較好,不需要加熱系統。冷卻水路的布局方式及冷卻水孔的直徑大小據經驗設置。
3 模具工作行程
模具裝備圖及三維圖如圖1、圖2所示。單分型面注射模是注射模具中最簡單、最基本的一種形式,約占注射模具的70%,只有一個分型面,可根據需要設計為單型腔模具,也可以設計為多型腔模具。
單分型面注射模的工作過程為:合模——鎖模——注射——保壓——補塑——冷卻——開模——推出塑件。
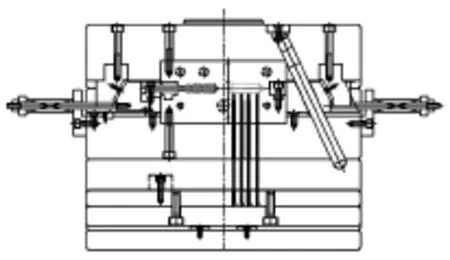
圖1 模具裝備圖
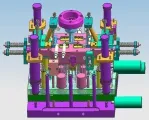
圖2 模具三維圖
具體工作過程如下:
在導柱導套導向定位下,動模和定模閉合,并由注射機鎖模機構提供的鎖模力鎖緊;然后開始注射,熔融狀態的塑料熔體經澆注系統進入型腔;待熔體充滿型腔并經過保壓、補塑、冷卻定型后開模,開模時,注射機開模系統帶動動模后退,模具從動模和定模分型面分開,塑件包緊在型芯上隨動模一起后退,拉料桿將主流道凝料從澆口套中拉出;因斜導柱在定模上,分開時同時帶動滑塊運動,完成側抽芯動作;當動模移動一定距離后,注射機的頂桿接觸模具的底針板,推出機構開始工作,使頂針和拉料桿分別將塑件及澆注系統凝料從動模和冷料穴中推出落下,得到制件,至此完成一個注射周期。
The Mold Design of Printer Plastic Components
LI Chun-ling
(Jiangxi Vocational College of Industry&Engineering,Pingxiang,Jiangxi 337055,China)
In the mold design of printer plastic components,analysis of the shape,size and accuracy requirement of plastic components and injection molding should be made to confirm the mold parting surface,the number of cavity and pouring gate form.
mold design;plastic components;injection molding
TP334.8
A
2095-980X(2015)11-0044-02
2015-10-23
李春玲(1987-),女,江西宜春人,大學本科,講師,主要研究方向:模具設計與制造。