M224內園磨床的調試
2015-10-12 08:03:30李陽
科技創新導報 2015年19期
關鍵詞:調試
李陽
摘 要:M224內園磨床是機械化、自動化程度很高的內園磨床。它的電氣控制線路是比較復雜的,特別是控制系統完全依靠電氣自動控制來執行的。因此,要求電氣調試技術人員具備較強的理論和實踐經驗,依據故障現象正確判斷出故障點。該文對如何判斷M224內園磨床在自動循環過程中出現的的問題,進行初步的探討和研究。
關鍵詞:電氣 M224磨床 調試
中圖分類號:TG659 文獻標識碼:A 文章編號:1674-098X(2015)07(a)-0077-02
該文在M224內園磨床調試工作中,對調試過程中出現的問題,進行分析。首先我們要對M224內園磨床的自動循環工作過程要非常熟悉;因為在M224內園磨床調試過程中,M224內園磨床的運行軌跡并不是按照設計好的電氣原理圖來運行的,它會出現各種各樣的問題,通過對M224內園磨床的電氣原理圖詳細分析,再經過實際觀察和測量,判斷出M224內園磨床工作臺在自動循環過程中出現的故障的位置,可能是在M224內園磨床電氣原理圖控制系統出現了故障。判斷設備故障的故障點,然后排除故障。此時應該通過萬用表檢查,找出故障的原因。該文建議從下面幾方面開始調試。
1 通電前的調試
接通總電源前,一定要仔細檢查電源線是否接好,地線連接是否可靠。砂輪電機(高速磨頭)、水泵的插頭是否插好。特別是冷卻電動機未啟動,或冷卻電動機雖然已經起動運轉,但水路給高速磨頭供水不暢,都有可能導致高速磨頭燒毀。因此,機床操作人員應特別注意,嚴格按照本說明書所附的機床電氣系統操作順序進行操作。否則, 因冷卻電動機未啟動,或水路給高速磨頭供水不暢,而引起的高速磨頭燒毀事故。
對M224內園磨床通電前的調試;首先,是要根據各電動機的銘牌、功率、額定電流等電器數據,選擇各電動機熔斷器熔體的額定電流,以及它們熱繼電器的整定電流,從而,使各電動機具有了短路保護和過載保護。
2 通電后主電路的調試
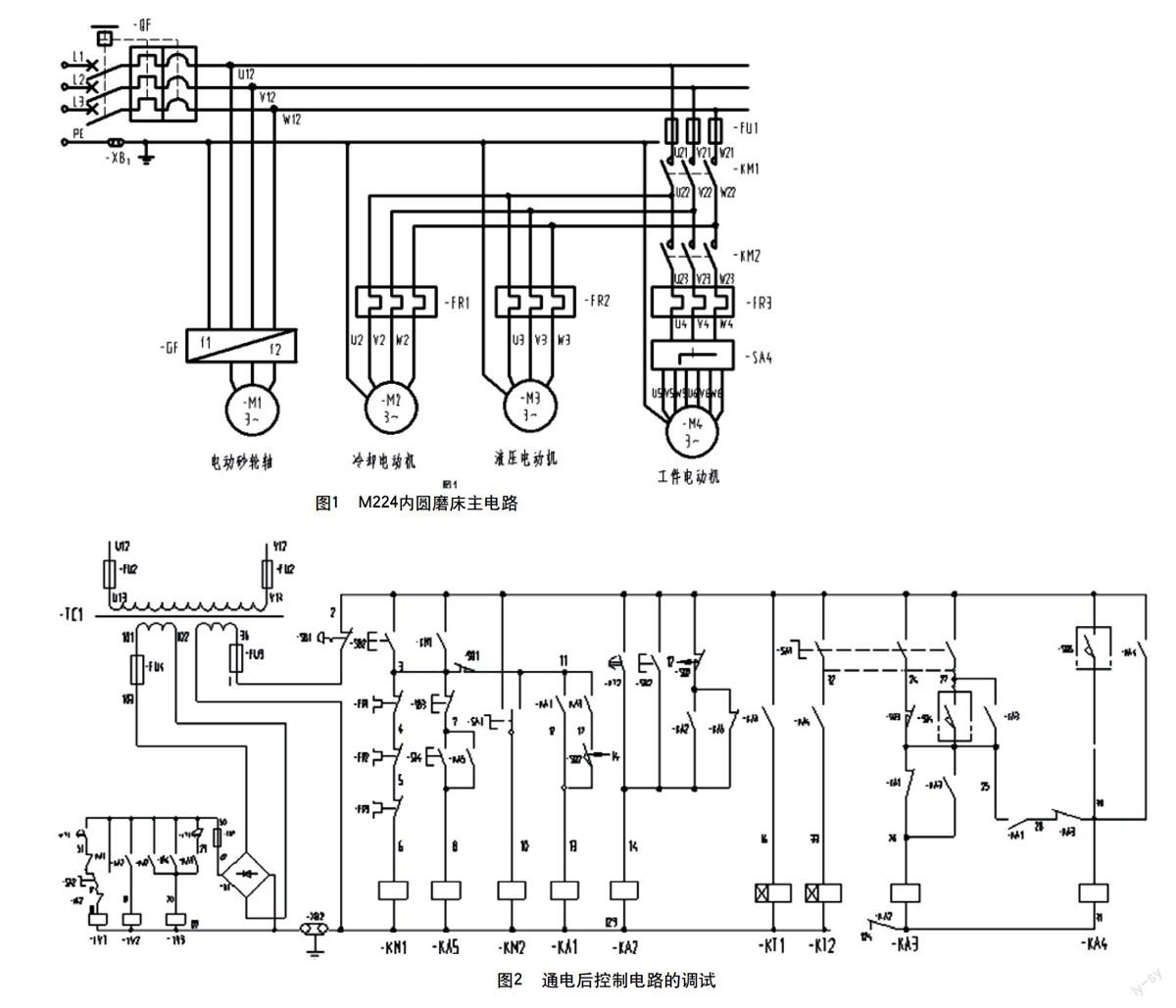
在對M224內園磨床主電路(圖1)的調試步驟如下:
首先,按下起動按鈕SB2,接觸器KM1線圈吸合。
第一步,要調試的是液壓電動機M3。在液壓電動機M3起動后,主要是判斷液壓電動機M3的運轉方向,看一看有沒有液壓油從回油管流出,如有,可判斷液壓電動機M3的運轉方向正確,否則,可判斷液壓電動機M3的運轉方向反轉,調整方向及可。
第二步,要調試的是工件電動機M4。在工件電動機M4起動后,判斷工件電動機M4的運轉方向;由于工件電動機M4是雙速電機,要調整工件電動機M4的高、低速方向,使它們的運轉方向相同。
第三步,要調試的是冷卻電動機M2。在液壓電動機M2起動后,主要是判斷冷卻電動機M2的運轉方向,看一看有沒有冷卻液從冷卻管流出,如有,可判斷冷卻電動機M3的運轉方向正確,否則,可判斷液壓電動機M3的運轉方向反轉,調整方向及可。
第四步,要調試的是電動砂輪軸(高速磨頭)M1。首先要判斷電動砂輪軸M1的運轉方向;如果沒有問題,就要調整電動砂輪軸M1的變頻器的參數,由于砂輪電動機M1是高頻電機,包括變頻器的起動參數和運行參數都要調整。
3通電后控制電路的調試(圖2)
機床可實現半自動工作,工作過程:工作臺快進→磨削往復→粗進給磨削→粗無進給磨削(時間可調)→砂輪自動退出修整→精進給磨削→精無進給磨削(時間可調)→進給快退→工作臺快退等動作。
根據機床半自動工作過程,我們就可以調試機床了。
扳動工作臺換向手柄;工作臺以快速左行,SQ1脫開,工件電動機M4轉動;如果工件電動機M4不轉,要檢查SQ1是否脫開(閉合),轉換開關SA1是否搬到位置,KM2線圈是否通電吸合;當接近工件時,撞快第一次碰SQ2,杠桿落至下位,液壓驅動的進給系統以粗磨速度進給。如果粗磨沒有進給,可能的原因有,KA2線圈是否斷電,液壓電磁鐵YV2、YV3是否斷電;當壓板脫開行程閥桿時,工作臺自動轉換成磨削速度。從右向左撞SQ2單向發信號,當粗磨結束時,進給箱內微動開關SQ3發信號,粗進給停止;并轉為無進給磨削,粗光磨延時,當延時結束,桿桿抬至中位,砂輪退出磨削區。如果粗進給不停止,就要檢查轉換開關SA3是否在指定位置,KA3線圈是否通電吸合,如果粗光磨延時時間很長或無延時,要檢查時間繼電器KT1線圈是否通電吸合或延時時間調整不對,檢查液壓電磁鐵YV3是否通電;當工作臺退至修整位置時,壓板壓住行程閥桿,修整器自動倒下,并以修整速度進行砂輪修整。如果修整器不自動倒下修整,就要檢查液壓電磁鐵YV3是否斷電,液壓電磁鐵YV1是否通電;往復修整一次后,粗精磨轉換開關撞塊,第二次碰SQ2,修整器抬起,杠桿落至下位,砂輪離開修整位置,以磨削速度往復再次進入工件,當壓SQ2后,精進給已經開始,進行精進給磨削。如果沒有精進給磨削,可能的原因有,KA1線圈是否通電,檢查液壓電磁鐵YV1是否斷電;當精磨結束時,SQ3又發一次信號,精進給停止,并轉為無進給磨削,精光磨延時。如果精進給不停止或精光磨不延時,就要檢查KA4線圈是否通電,液壓電磁鐵YV3是否通電,檢查時間繼電器KT2線圈是否通電吸合或延時時間調整不對;當延時到位,進給機構先退出,工作臺(為防拉傷工件,機床有相應機構) 延時退出,當退至修整位置后為快速退回,退至原位后,SQ1被壓,工件主軸停止轉動。如果工作臺不延時退出,就要檢查KA2線圈是否通電,液壓電磁鐵YV1、YV2是否通電,檢查KA3、KA4線圈是否斷電,時間繼電器KT21、KT2線圈是否斷電,檢查KA1線圈是否斷電;當M224內園磨床半自動工作過程一個循環結束后,機床調試全部完成。
綜上所述,機床調試主要是將理論與實踐緊密結合的過程。通過對M224內園磨床調試,不斷地提高我們自己的專業技術水平,因此,不要加強對電氣理論的學習,同時要不斷強化自己的實踐經驗,以達到提高自己的綜合素質的目的。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
