纖維微刃螺旋砂輪氣流場仿真分析
2015-10-14 08:56:14譚楊盧繼周鑫
河南科技 2015年22期
譚楊 盧繼 周鑫
(長沙理工大學汽車與機械工程學院,湖南 長沙410004)
纖維微刃螺旋砂輪氣流場仿真分析
譚楊盧繼周鑫
(長沙理工大學汽車與機械工程學院,湖南長沙410004)
為了提高磨削加工中的潤滑冷卻性能及為纖維微刃螺旋砂輪的試制提供理論依據。本文利用流體仿真軟件對纖維微刃螺旋砂輪進行了磨削區氣流場的仿真研究。結果表明:隨著砂輪轉速的增加,磨削楔形區的氣流壓力和速度都增大;隨著砂輪與工件間最小間隙的減小,磨削楔形區氣流壓力明顯增加,返回流趨于劇烈。
纖維微刃螺旋砂輪;氣流場;數值仿真;磨削
磨削加工中,由于砂輪的高速旋轉,會在砂輪周圍形成一層空氣附面層,阻礙磨削液有效的進入磨削區,通常稱之為“氣障”[1-3]。正確認識砂輪的氣流場,對磨削液如何有效的注入磨削區,進而提高零件的加工表面質量有著重要的影響[4-6]。本文提出了一種纖維微刃螺旋砂輪結構,利用FLUENT 軟件對磨削區氣流場進行了數值仿真,分析不同砂輪轉速、楔形區間隙對纖維微刃螺旋砂輪氣流場的影響規律,為纖維微刃螺旋砂輪的試制提供理論基礎。
1 纖維微刃螺旋砂輪氣流場的仿真模型
圖1為纖維微刃螺旋砂輪磨削區氣流場仿真模型圖。纖維微刃螺旋砂輪的結構如圖1(a)所示。纖維微刃螺旋砂輪基體的直徑為15 mm,寬度為21.9 mm,纖維微刃形狀如圖1(b)中所示,其截面尺寸為0.8 × 0.8mm,高度為0.5 m m。該砂輪由大量的纖維微刃定向、等間距排布構成,且在砂輪基體上呈螺旋帶狀分布,纖維間距為1.6 mm,螺距為2.3mm。仿真模型主要包括砂輪和工件。砂輪的線速度為Vs,工件速度為Vw,砂輪與工件間的最小間隙為h0,流場寬度為L。
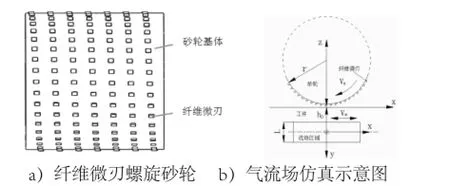
圖1 纖維微刃螺旋砂輪仿真模型
對纖維微刃螺旋砂輪進行氣流場仿真之前,先用Solidworks對其進行三維模型的建立,然后導入ICEM中進行網格劃分和邊界條件的設置。Fluent仿真時采用標準k-ε模型,其中湍動能k和耗散率ε方程為:

式中: Gk為平均速度梯度所引起的湍動能;Gb為浮力影響引起的湍動能;YM為可壓縮湍流脈動膨脹對總的耗散率的影響。
2 仿真結果與討論
2.1砂輪轉速對纖維微刃螺旋砂輪氣流場的影響
圖2-1為纖維微刃螺旋砂輪磨削區氣流場的壓力分布云圖。由圖可知,磨削區氣流場大部分區域壓力為0,只有在磨削加工楔形區有一塊壓力區域,且在磨削區入口區域的壓力值相對比較大。而在磨削區的出口附近出現一定程度的負壓,這可能主要是砂輪在高速旋轉時,由于砂輪表面的有許多突出的纖維微刃,致使局部地區出現一定的渦流,從而壓力低于操作壓力值。在磨削區入口處形成的較大的空氣壓力將阻礙磨削液進入磨削加工區,削弱了磨削液對磨削區的冷卻潤滑效果。
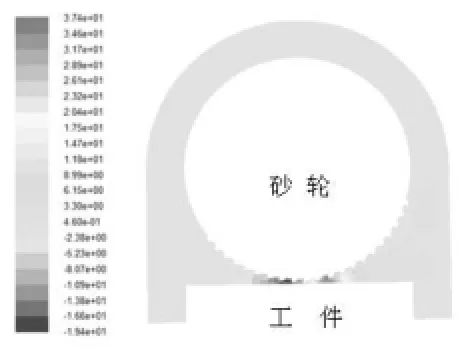
圖2-1 纖維微刃螺旋砂輪氣流場壓力分布云圖
圖2-2為不同砂輪轉速下纖維微刃螺旋砂輪磨削區通過最小間隙處x方向的空氣壓力分布曲線(圖1所示坐標系中y = 0,z = - 15.57方向導出)。由圖可知,隨著砂輪轉速的增加,在磨削區入口處最小間隙附近的壓力值明顯增大,這將在磨削區入口形成一個壓力區域,這對磨削液的供給是極其不利的。因此在磨削加工中要選擇合適的磨削液供給速度來沖破纖維微刃螺旋砂輪的這個氣障層。
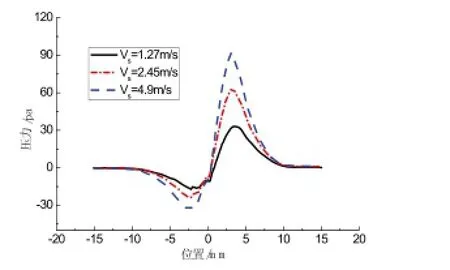
圖2-2 不同砂輪轉速下磨削區壓力分布曲線
圖2-3為纖維微刃螺旋砂輪磨削區氣流場的速度分布云圖。由圖可知,在砂輪高速旋轉時,會對砂輪周邊的空氣進行擾動,并且帶動砂輪表面附近的空氣一起旋轉,形成一層空氣附面層。在纖維微刃螺旋砂輪和工件間楔形區間隙的入口出現了空氣返回流,這將阻礙磨削液的有效進入磨削加工區,對磨削區的潤滑和冷卻造成不利的影響。
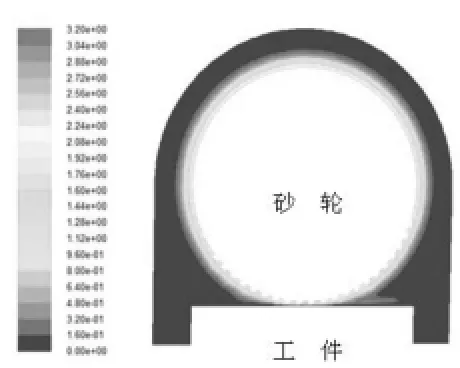
圖2-3 纖維微刃螺旋砂輪氣流場速度分布云圖
圖2-4為不同砂輪轉速下纖維微刃螺旋砂輪磨削區水平方向的空氣速度分布曲線。由圖可知,砂輪氣流場的速度曲線是不光滑的,這主要是由于砂輪表面有大量凸起的纖維微刃,在砂輪的高速旋轉時,這些凸起的纖維微刃會對周邊的氣流造成一定的擾動,從而在局部區域引起氣流場速度的波動。速度為負是因為氣流速度方向與圖1(b)中x軸坐標方向相反。在不同砂輪轉速下磨削區空氣水平方向的速度分布變化趨勢基本相同,但是隨著砂輪轉速的增加,砂輪周圍的空氣速度的也隨之增大。隨著砂輪轉速的提高,砂輪周圍的空氣運動也越強烈,磨削區通過最小間隙X軸方向的速度分布曲線也變寬,即砂輪周邊的空氣附面層越厚,磨削液進入磨削加工區的難度也越大,對磨削區的潤滑冷卻造成不利的影響。
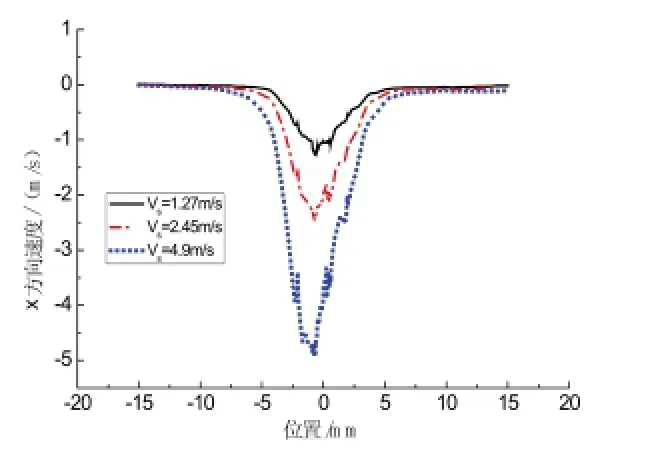
圖2-4 不同砂輪轉速下磨削區速度分布曲線
2.2楔形區間隙對纖維微刃螺旋砂輪氣流場的影響
仿真時,纖維微刃螺旋砂輪的轉速為2.45 m/s時,通過改變工件和纖維微刃螺旋砂輪之間的間隙大小得到磨削區氣流場的壓力和速度分布情況。
圖2-5為工件與砂輪的最小間隙分別為0.1 mm、0.07 mm 和0.03 mm時x軸方向的空氣壓力分布曲線。由圖可知,砂輪和工件間的間隙值由0.1mm減小到0.03mm時,磨削區入口處的壓力值明顯增大。這主要是間隙值的減小,氣流越難以通過磨削區,在磨削區入口形成一個較大的壓力區域,這將不利于磨削液順利進入磨削加工區。
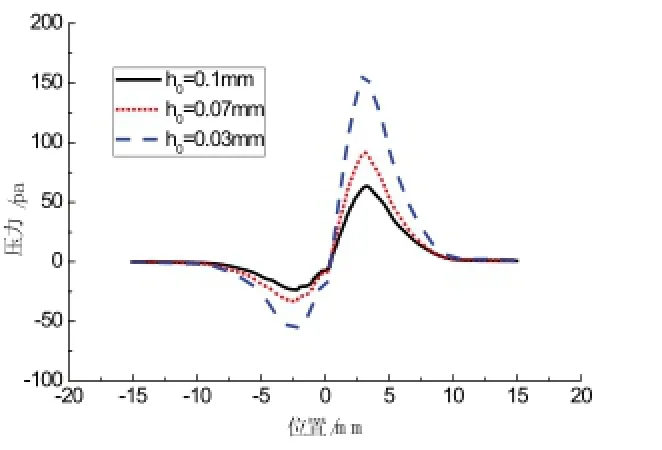
圖2-5 不同楔形區間隙下磨削區壓力分布曲線
圖2-6為工件與砂輪的最小間隙分別為0.1mm、0.07mm 和0.03mm時通過最小間隙處水平方向的空氣壓力分布曲線圖。由圖可知,隨著工件與砂輪之間最小間隙值的減小,磨削區通過最小間隙X軸方向的速度極值基本不變,但是速度分布曲線變寬,即砂輪周邊的空氣附面層越厚,對磨削區的潤滑冷卻造成不利的影響。
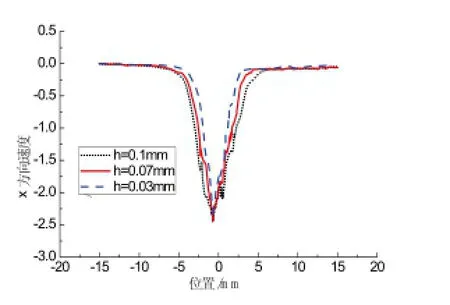
圖2-6 不同楔形區間隙下磨削區速度分布曲線
3 結論
(1)在磨削加工中,由于砂輪的高速旋轉,會在砂輪表面產生一個空氣附面層,即“氣障”。隨著纖維微刃螺旋砂輪轉速的增加,磨削楔形區內的氣流壓力和速度明顯增大。這將阻礙磨削液有效的進入磨削區,削弱磨削區的潤滑冷卻效果。
(2)隨著工件和砂輪之間的間隙值的變小,磨削區入口處氣流壓力值增大,氣障層變厚,這也將不利于磨削液對磨削區的潤滑冷卻。
(3)通過對纖維微刃螺旋砂輪氣流場的仿真研究,對深入研究纖維微刃螺旋砂輪磨削液的有效利用提供理論基礎,也為纖維微刃螺旋砂輪的試制提供技術支持。
[1]毛聰,周鑫,譚楊,等.基于微量潤滑磨削的雙噴口噴嘴霧化仿真分析[J].中國機械工程,2015,26(19): 2640-2645.
[2]李長河,原所先,李虎,等.磨削區內氣流場速度和壓力分布規律的研究進展[J].金剛石與磨料磨具工程,2004( 3): 31-34.
[3]侯明.磨削區空氣場的有限元分析及仿真[D].武漢:武漢理工大學,2007
[4]李長河,歐陽偉,丁玉成,等.磨削區流體速度場建模與實驗研究[J].制造技術與機床,2009( 2):81-85.
[5]韓振魯,李長河,王勝,等.高速磨削楔形區氣流場建模與仿真[J].制造技術與機床,2013( 5):110 -115.
[6]張強.磨削液有效流量率的建模仿真與實驗研究[D].青島: 青島理工大學,2013
TG580.6
A
1003-5168(2015)11-036-02
長沙市科技計劃資助項目(K1406031-11)。
譚楊(1988-),男,研究生,主要研究方向:磨削加工理論與裝備、刀具材料等。