DB44/T 1669-2015《注塑機專用機械手》標準中重復定位精度和剛性技術指標的研究
2015-10-14 07:53:57鄭澤培
機電工程技術 2015年12期
林 敏,鄭澤培
(廣東省機械研究所,廣東廣州510635)
DB44/T 1669-2015《注塑機專用機械手》標準中重復定位精度和剛性技術指標的研究
林敏,鄭澤培
(廣東省機械研究所,廣東廣州510635)
廣東省地方標準DB44/T 1669-2015《注塑機專用機械手》適用于注塑機使用時進行上下料取件等功能的機械手。該標準的研制是在分析注塑機使用過程及注塑機專用機械手使用功能的基礎上,對機械手兩大關鍵技術指標—重復定位精度和剛性進行了定義,并規定了相應的試驗方法。通過大量試驗獲取豐富可靠的第一手試驗驗證數據并進行技術分析,確定了注塑機專用機械手重復定位精度和剛性的標準技術指標值,最后總結了標準研制過程中的一些經驗。
標準技術研究;注塑機專用機械手;重復定位精度;剛性
0 引言
注塑機廣泛應用于日用品、家具、家用電器、車輛制造和玩具等行業的塑料橡膠件生產,是國內使用量最大、用途最廣的機械設備之一。而與注塑機配套使用的機械手可以提高注塑機的生產自動化水平,有利于提高注塑機的生產效率和降低操作工人的勞動強度,同時減少或避免生產安全事故的發生[1]。
注塑機專用機械手主要用于注塑機生產過程中實現自動上下料。目前國內規模較大的注塑機專用機械手生產企業已超過100家,注塑機專用機械手年產量雖與注塑機的年產量相當,但用量不足注塑機的30%。注塑機專用機械手的使用壽命約為注塑機的一半,且不斷在進行更新換代。在制造業企業招工難和人工成本不斷提高的嚴峻背景下,國家實施了制造產業的轉型升級和“機器換人”的產業政策,未來注塑機專用機械手在國內將會有很大的市場應用空間。
廣東省地方標準DB44/T 1669-2015《注塑機專用機械手》已于2015年9月7日發布,2015年12月7日開始實施。在廣東省地方標準《注塑機專用機械手》發布之前,注塑機專用機械手無相應的國家標準、行業標準或省地方標準,而國外的標準體系也只有安全方面的標準,這種狀況不利于這一高科技產業的健康發展。《注塑機專用機械手》標準的制定發布為規范省內注塑機專用機械手這一高端智能裝備產業的創新研發和生產過程、保證產品在使用時的安全性和可靠性、促進產品質量不斷提升提供了依據。
《注塑機專用機械手》標準在研制過程中,考慮了注塑機專用機械手應有的特定功能和使用環境,在分析設備功能和客戶需求的基礎上有針對性地對設備的精度和剛性這兩大關鍵技術指標和相應的試驗方法進行研究,并根據大量豐富可靠的第一手試驗驗證數據提出標準技術指標的具體要求。該標準的研制方法可為裝備制造領域標準研制、關鍵技術指標的采集、研究和確定提供了借鑒經驗。
1 關鍵技術指標和試驗方法的制定
注塑機專用機械手安裝在注塑機上后,一旦調整好,只要求它不斷快速、準確地重復進行上下料動作(送入或取出工件),因此,其主要性能指標是重復定位精度和剛性。雖然注塑機專用機械手的大部分零部件結構及性能參數與一般數控機床和機器人類似,但由于其特定的使用范圍,需要有針對性對注塑機專用機械手的重復定位精度和剛性這兩項關鍵技術指標進行不同于一般數控機床和機器人的定義,并給出合適的試驗方法。
1.1精度定義及其試驗方法
基于注塑機專用機械手的功能要求,一般使用示教-再現模式,由人工導引機械手末端的執行器(夾爪)或示教盒來使機械手完成預期動作,機械手本身記憶操作動作,然后不斷重復再現。因此,注塑機專用機械手對定位精度不必提出要求,但對重復定位精度要求較高,這樣才能保證每一次重復到位都準確。而GB/T 12642-2013《工業機器人性能規范及其試驗方法》[2]中規定的機器人運動姿態和運動軌跡準確性的要求,對于注塑機專用機械手實現上下料功能并沒有太大的作用。
另外,注塑機專用機械手抓取的工件一般都是一些尺寸相對較大(從幾毫米到幾米不等)且結構不規則的塑料橡膠件,一般情況下,就算是一毫米的重復定位誤差,也能保證機械手抓取到工件,實現其準確送料、取件功能。因此,機械手并不需要像數控機床那么高的重復定位精度,也不需要按照GB/T 17421.2-2000《機床檢驗通則第2部分:數控機床的定位精度和重復定位精度的確定》[3]中的方法進行精度檢測。只需要限制機械手重復到位的允差就能夠保證每次都夾持到工件,故可將重復定位允差作為重復定位精度值來考核。
考慮到注塑機專用機械手所需的精度值不太高,故機械手重復定位精度值的測量采用指示器(千分表或百分表)進行。同時分別挑選軸向行程的中部點和端部點作為目標位置進行測試,以使測量數據更有代表性。
該標準中注塑機專用機械手的重復定位精度試驗方法如下:
(1)選定各軸向行程的中部點和端部點作為目標位置,分別把一指示器(千分表或百分表)安裝在各個目標位置;
(2)分別開動機械手各臂運行、趨近目標位置10次,讀取指示器(千分表或百分表)讀數并記錄;
(3)取這兩個目標位置的各10次測量結果的最大值和最小值之差(允差)中的大值作為該軸向行程的重復定位精度值。
以Y軸方向為例,其重復定位精度的試驗方法如圖1所示。
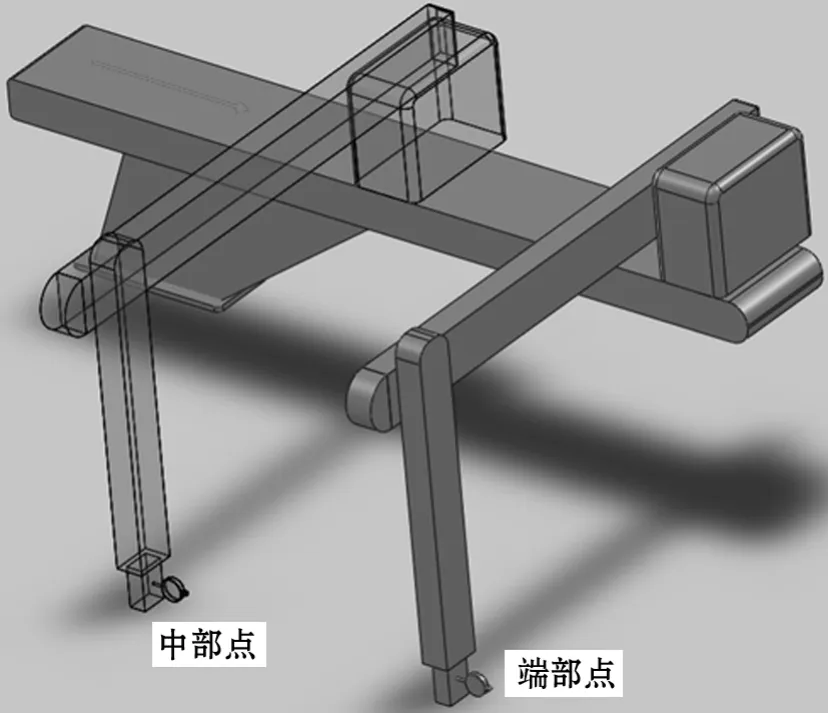
圖1 機械手重復定位精度試驗示意圖
1.2剛性定義及其試驗方法
注塑機專用機械手在抓取工件的過程中,要克服自重、負重(機械手的額定載荷一般為幾千克到幾十千克)和工件在模具中的附著力,而機械手的手臂為長桿結構,端部受力時容易變形,會導致不能很好到位(即降低重復定位精度),所以對其剛性要有較高要求,限制其變形量,故把其受力后的變形量作為剛性值來考核。測試剛性的位置宜選擇在各軸向行程的端部,并采用與額定載荷相對應的軸向力施加作用在手臂末端(即負重時整個結構剛性的最薄弱環節部位),以測試機械手手臂薄弱環節在最大力矩下的變形量。
該標準中注塑機專用機械手的剛性按以下方法檢測:
(1)開動機械手各臂運行至各軸向行程的端部,停機后鎖緊,把一指示器(千分表或百分表)安裝固定后,使其測量觸頭觸碰立臂(Z臂)末端;
(2)分別在各個軸向上用測力計施加與額定載荷相等的力,使其作用在立臂(Z臂)末端;
(3)讀取并記錄指示器(千分表或百分表)的讀數值,計算立臂(Z臂)末端的變形量(即施力前后的讀數之差)作為剛性值。
剛性的試驗方法示意圖如圖2所示,即在圖中1、2、3位置上分別安裝指示器(千分表或百分表),并分別施加相應的X、Y和Z軸向力。
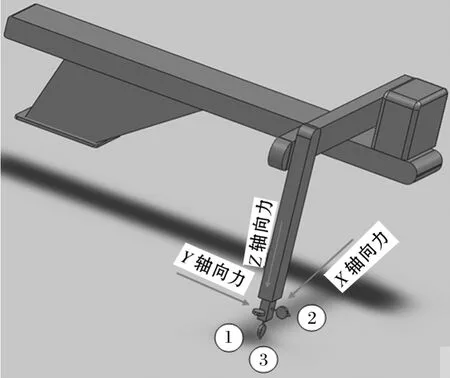
圖2 機械手剛度試驗示意圖
2 試驗數據及分析
試驗是在標準的合作編制起草單位——臺灣天行自動化機械股份/東莞艾爾發自動化機械有限公司內進行。該企業是國內行業的龍頭企業,2014年其注塑機專用機械手產量接近廣東省內總產量的20%。選擇在該企業進行試驗,使得獲取的數據更有代表性,標準技術指標的確定更有可靠性。
由于重復定位精度和剛性還受到機械手手臂行程的影響,在試驗時應對不同規格產品進行試驗,才能對產品做出更加全面的技術指標要求,以使其更加準確可靠。立臂(Z臂)是三個臂中最薄弱的一個,其行程也是注塑機專用機械手的重要的規格參數,故在試驗中選擇不同立臂(Z臂)行程的產品進行試驗。選擇的型號為R900WD-S5、T1700WS-S3和T2200WS-S3,其立臂(Z臂)行程分別為900 mm、1 700 mm和2 200 mm。
2.1重復定位精度試驗
試驗按照上面設定的方法進行,使用指示器(百分表)測量機械手手臂趨近目標位置所到達的實際位置值。該次試驗的目的是通過獲取大量的試驗數據以確定標準技術指標值,現將測量的次數定在100次,這樣,統計數據的樣本已足夠大,方便了數據分布規律的研究,能通過分布規律找到最佳的重復定位允差值,同時又不至于使工作量過大。
經試驗測量統計,T1700WS-S3的重復定位精度試驗測量值如圖3~圖8所示,其中X軸表示機械手手臂運行趨近目標位置所到達的實際位置值,單位為0.01 mm(1 mm以上部分不予表示),Y軸的數值表示100次測量中對應測試值出現的次數。
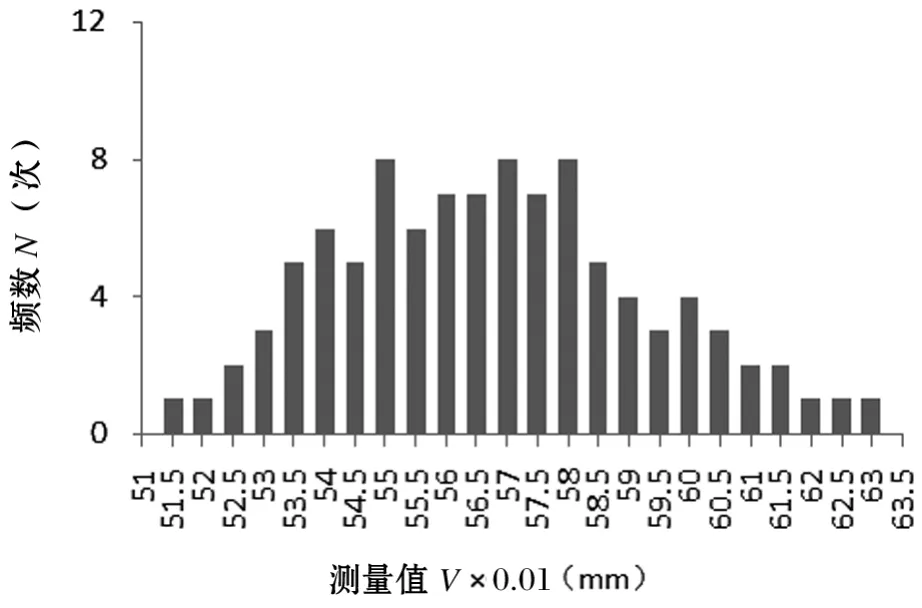
圖3 T1700WS-S3型號X軸端部點重復定位精度試驗數據
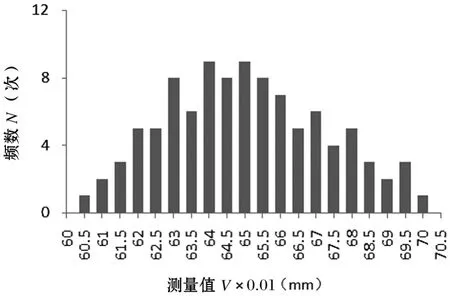
圖4 T1700WS-S3型號X軸中部點重復定位精度試驗數據
由概率論和數理統計理論[4]可知,機械手手臂多次趨近目標位置所到達的實際位置值是服從正態分布規律的,圖3~圖8的試驗數據也表明了這一分布規律。根據正態分布的性質,機械手手臂趨近目標位置所到達的實際位置值落在區間(μ-3σ,μ+3σ)的概率為99.74%(μ和σ分別為樣本的均值和標準差)。因此,可以取該區間的長度,即6σ作為機械手的重復定位精度允差值。對型號為T1700WS-S3的機械手的重復定位精度測量統計結果如表1所示(單位為0.01 mm)。
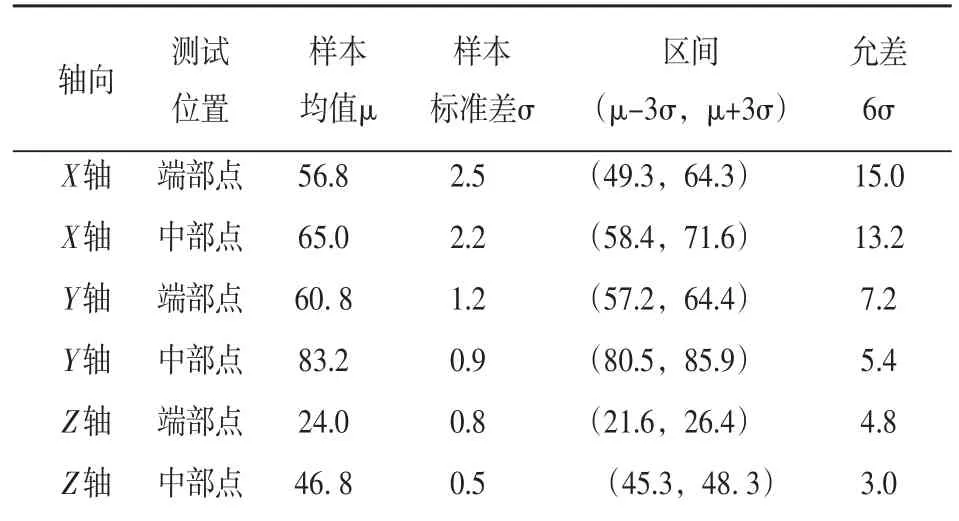
表1 T1700WS-S3的重復定位精度測量統計結果
由表1可知,機械手T1700WS-S3的重復定位的最大允差值出現在X軸的端部點,約為0.15 mm,即為該型號機械手T1700WS-S3的重復定位精度值。
對R900WD-S5和T2200WS-S3采用同樣的試驗統計方法,得出各型號注塑機專用機械手的重復定位精度如表2所示。
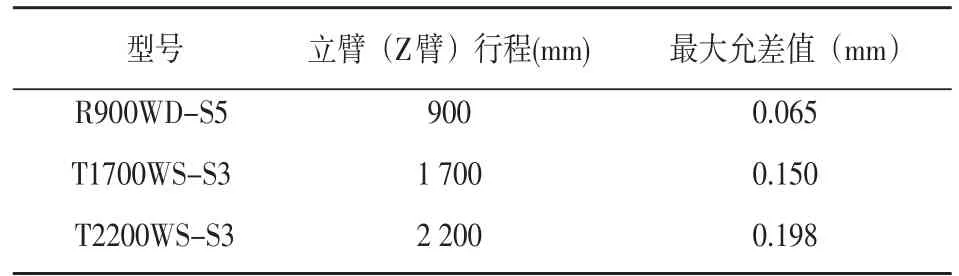
表2 注塑機專用機械手重復定位精度測量統計結果
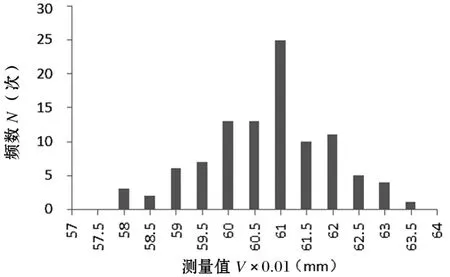
圖5 T1700WS-S3型號Y軸端部點重復定位精度試驗數據
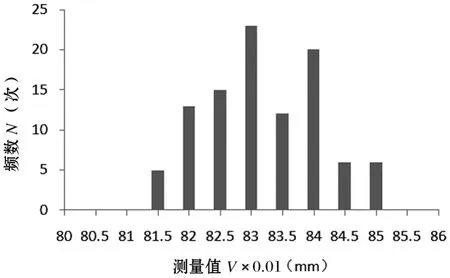
圖6 T1700WS-S3型號Y軸中部點重復定位精度試驗數據
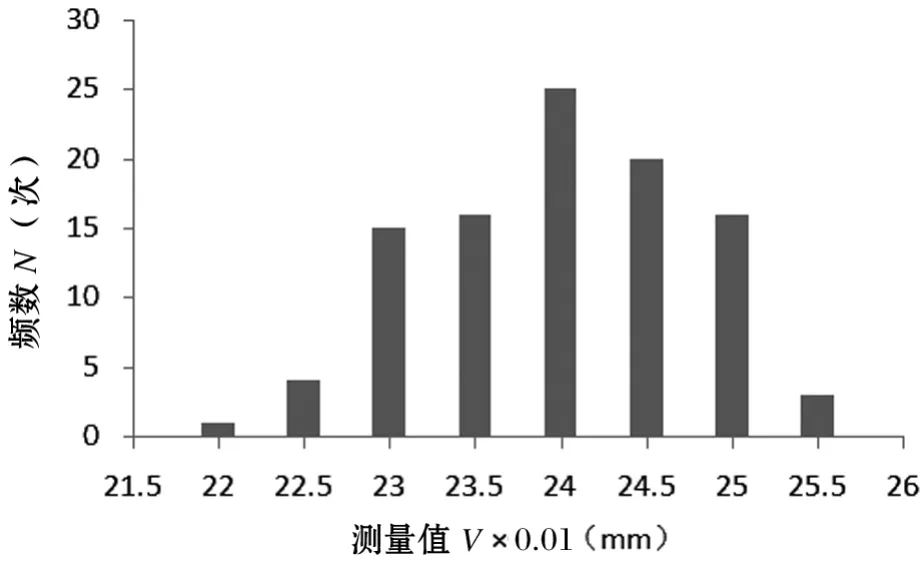
圖7 T1700WS-S3型號Z軸端部點重復定位精度試驗數據
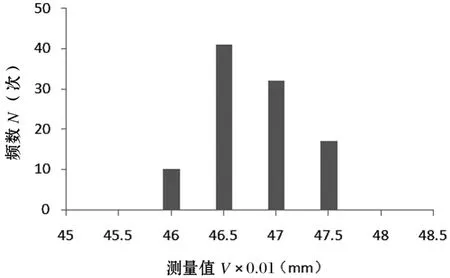
圖8 T1700WS-S3型號Z軸中部點重復定位精度試驗數據
2.2剛性試驗數據
根據上面設定的剛性試驗方法,分別在各個軸向上用測力計施加與額定載荷相等的力,使其作用在立臂(Z臂)末端,1 kg的載荷對應10 N的力。為減小測量誤差,每個軸向上用同樣的方法測量3次,取其平均值作為該軸向上機械手的剛性值,T1700WS-S3的剛性測量值和統計結果如表3所示。
對R900WD-S5和T2200WS-S3采用同樣的試驗統計方法。為提高測量的準確性,每個型號取三臺樣機進行測量,并取測量結果的平均值作為變形量。機械手的剛性試驗測量統計結果如表4所示。
3 標準技術指標制定
考慮到標準研制過程中試驗驗證的設備為省內注塑機專用機械手行業龍頭企業的產品,同時結合本單位(機械檢驗站)在對行業內其他3家生產企業的共20多個同規格類型產品的檢驗數據進行分析,把重復定位精度和剛性指標值在試驗結果的基礎上放大適當的倍數,以使該標準更能體現該行業的實際技術水平,并引導技術水平相對落后的生產企業提高產品質量。因此,最終將注塑機專用機械手各軸重復定位精度和剛性要求確定為表5和表6所示。
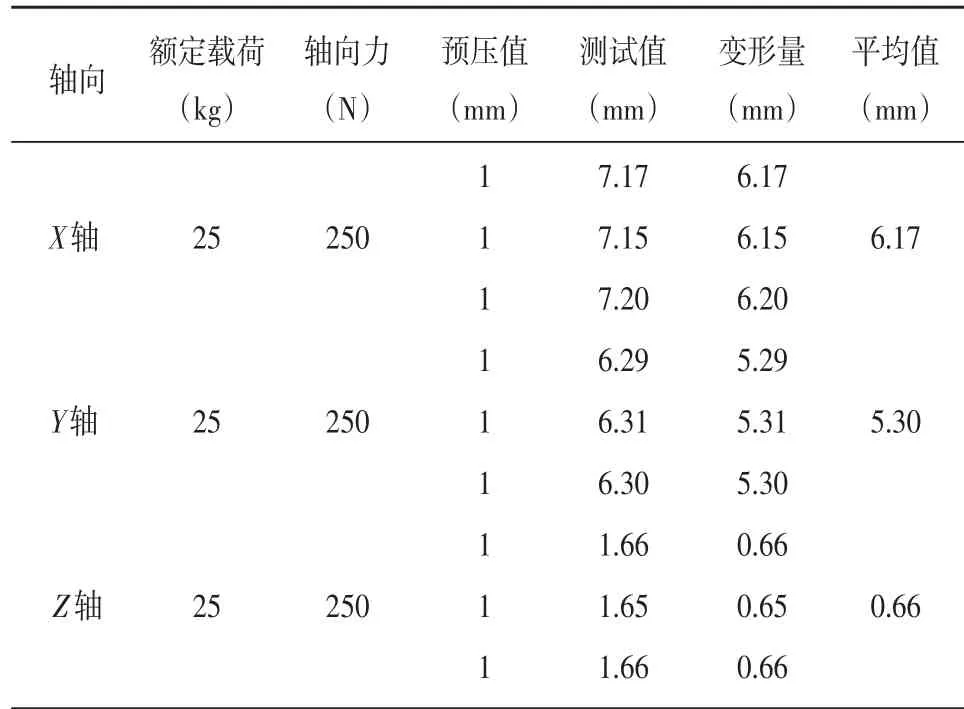
表3 T1700WS-S3的剛性測量統計結果
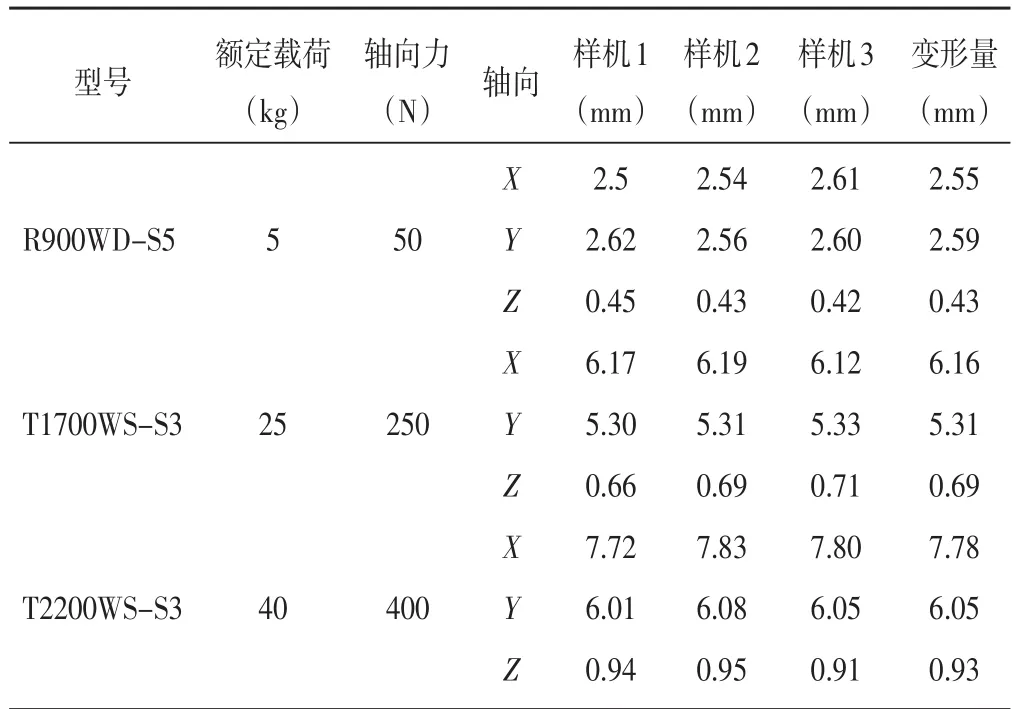
表4 剛性試驗測量統計結果
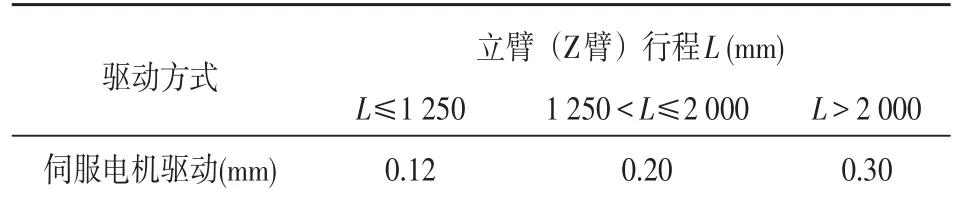
表5 注塑機專用機械手重復定位精度要求
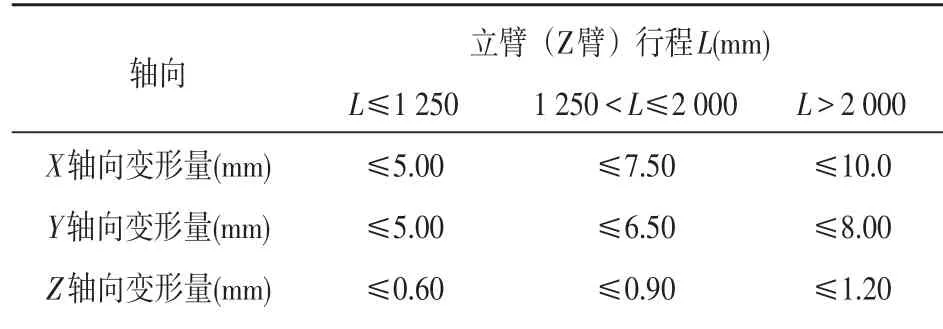
表6 注塑機專用機械手剛性要求
另外,將符合重復定位精度和剛性指標要求的機械手應用于注塑機實際生產中進行上下料取件,結果表明,機械手相應指標符合表5和表6要求的,實際生產中也能滿足對注塑機進行正常上下料取件的要求。
4 經驗總結
該標準的研制過程力求方法科學實用,關鍵技術指標的試驗驗證方法力求操作簡便。標準研制過程中的幾點經驗總結如下。
(1)在分析產品的實際功能以及注塑機專用機械手與數控機床和機器人使用差異的基礎上,對設備的重復定位精度和剛性進行定義,并提出相應的試驗方法。
(2)通過與國內行業龍頭企業的緊密合作,使標準的研制貼合生產實際,選擇其產品進行試驗驗證并獲取大量可靠數據。同時在考慮行業內其他企業情況的基礎上確定標準技術指標值,使標準更具有廣泛性、可靠性與實用性。
(3)注塑機專用機械手重復定位精度和剛性還受到機械手手臂行程的影響,因此標準中需要對不同規格的產品指標做出不同的要求,以使標準更加嚴謹。
(4)為提高注塑機專用機械手的重復定位精度,使其符合標準要求,從而能夠在進行上下料取件時到位準確,機械手各臂的驅動裝置推薦采用伺服電機配合高精度同步帶的結構。
(5)為盡量減輕機械手手臂自身的重量,以減少手臂伸出時在自身重力和外力作用下的變形,提高其剛性,Z臂通常采用鋁合金擠壓型材的空心方管或工字梁結構,并應進行時效硬化處理。
[1]牟文杰.機械手在注塑生產中的應用[J].中國塑料,2000,14(10):86-89.
[2]GB/T 12642-2013.工業機器人性能規范及其試驗方法[S].
[3]GB/T 17421.2-2000,機床檢驗通則第2部分:數控機床的定位精度和重復定位精度的確定[S].
[4]盛驟,謝式千,潘承毅.概率與數理統計[M].北京:高等教育出版社,2001.
Study of Repeatability Positioning Accuracy and Stiffness Techniques Indexes of Guangdong Province Local Standards Robot for Injection
Moulding Machines(DB44/T 1669-2015)
LIN Min,ZHENG Ze-pei
(Guangdong Machinery Research Institude,Guangzhou 510635,China)
Robot for injection moulding machines(DB44/T 1669-2015),one of Guangdong province local standards,is applicable to robots which used for injection moulding machines to load and unload workpiece.After analyzing the function of robots for injection moulding machines,two key technique indexes,repeatability positioning accuracy and stiffness,were defined,as well as the corresponding test methods.After a large number of test data were got,the standard index values of repeatability positioning accuracy and stiffness of robots for injection moulding machines were determined.Finally,experience of studying standard technique indexes is proposed for reference.
study of standard techniques;robot for injection moulding machines;repeatability positioning accuracy;stiffness
TP241.3
A文獻標識碼:1009-9492(2015)12-0083-05
10.3969/j.issn.1009-9492.2015.12.023
林敏,男,1963年生,廣東揭陽人,大學本科,高級工程師。研究領域:機電工程、安全工程、檢測、鑒定、標準化等。已發表論文3篇。
(編輯:向飛)
2015-11-07
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
專用汽車(2016年4期)2016-03-01 04:13:43
Coco薇(2015年1期)2015-08-13 02:47:34
