注塑工藝對聚丙烯T28FE力學性能影響的研究
2015-10-19 08:20:28周林璆王立成蘭州石化公司質檢部甘肅蘭州730060
化工管理 2015年13期
關鍵詞:力學性能
周林璆 王立成(蘭州石化公司質檢部, 甘肅 蘭州 730060)
注塑工藝對聚丙烯T28FE力學性能影響的研究
周林璆 王立成(蘭州石化公司質檢部, 甘肅 蘭州 730060)
本試驗研討了聚丙烯T28FE在注塑成型過程中,注塑工藝(注射速度、注射壓力、保壓壓力、熔體溫度、螺桿轉速)對其拉伸屈服應力、彎曲模量、簡支梁沖擊強度的影響及其變化規律。確定了蘭州石化公司聚烯烴事業部生產聚丙烯T28FE的最佳注塑工藝為注射速度210mm/s、注射壓力40bar、保壓壓力40bar、螺桿轉速150 U/min、注塑溫度230℃。
聚丙烯;T28FE;注塑工藝;力學性能;簡支梁沖擊強度
1 引言
熱塑性聚丙烯樹脂T28FE產品是薄膜料產品的主要原料,可廣泛用于制作各種包裝紙、食品保鮮膜、BOPP膜等。T28FE有多種成型方法,注塑成型是最重要的成型方法之一。在聚合物的注塑成型加工中,聚合物要經受熱和機械剪切的作用,在一定形狀的模具內,制成固定形狀的制品。由于T28FE流動性較強、熔體彈性較大且冷凝速度快,在注塑成型加工中,其分子鏈排列的變化,流動的變化,會引起聚集態結構的變化,從而影響其物理機械性能。我公司對聚丙烯樹脂T28FE力學性能的檢測是模擬實際應用,將成品物料通過注塑機注塑成樣條之后再測量其拉伸屈服應力、彎曲模量、沖擊強度。在這一過程中,各項注塑參數的改變將直接影響注塑件的力學性能。以往都是在標準范圍內自行尋找一個合適參數來注塑樣條,并沒有一個統一的最佳注塑條件,這就使同一批物料在不同人手中注塑出的樣條在測試中會有不同的數據表現,雖然這些差異都在標準范圍之內,但對分析的精確度還是會有不利影響。另外,按照新版的國家標準,采用 GB/T 1043.1-2008 《塑料簡支梁沖擊性能的測定 第1部分:非儀器化沖擊試驗》代替GB/T 1843-2008 《塑料 懸臂梁沖擊強度的測定》來測定聚丙烯T28FE沖擊性能。本文通過改變注塑工藝的注射速度、注射壓力、保壓壓力、螺桿轉速、熔體溫度來尋找影響聚丙烯樹脂T28FE力學性能的主要因素,找出最佳的注塑參數,這對正確注塑樣條、客觀統一反應聚丙烯樹脂T28FE的力學性能以及新版標準的制定都具有很大的現實意義。
1.1注塑成型工藝
注塑成型工藝流程為:料斗加料→塑料熔融→合模→加壓注射→保壓→制件冷卻→制件脫模
注塑成型過程分為3個階段:填充、保壓和冷卻階段。在填充階段,聚合物熔體在極高的注射壓力推動下進入型腔。熔體在型腔中的流動經歷了非常復雜的受熱史和流變史。熔體的充模過程如圖1所示,在與注射方向平行的熔體流動中間的最前端,即流動前緣區,存在有“噴泉式”的流動。熔體與型腔壁接觸部分迅速冷卻形成高粘性層,即形成一層外表層。前緣區后的熔體流動形成充分發展區的流動。熔體繼續進入模腔,通過前緣區所形成的“噴泉流動”必然會朝后彎曲形成反向流動狀況,直到模腔被塑料熔體充滿為止。充填結束后,注塑過程從注射階段進入保壓階段,注塑機控制也從速度控制切換到壓力控制。在保壓階段,模腔內熔體冷卻收縮,導致熔體密度發生變化,在保壓壓力的作用下,聚合物熔體繼續向型腔內補充物料,產生保壓流動,直到澆口封閉。然后進入冷卻階段,在冷卻階段,澆口的塑料完全凍結,制品進一步冷卻,直至制品從型腔中頂出。
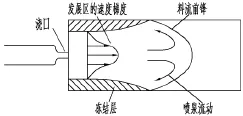
圖1 聚合物熔體在型腔內的流動模擬圖
1.2外觀
試樣不應翹曲、相對表面應互相平行、相鄰表面應互相垂直,所有表面和棱應無刮痕、麻點、凹陷、飛邊、無焦燒、黃變、顏色均勻、應力發白。
1.3試樣測試方法標準
拉伸屈服應力: GB/T 1040.2-2006 《塑料 拉伸性能的測定 第2部分:模塑和擠塑塑料的試驗條件》
簡支梁沖擊強度:GB/T 1043.1-2008《塑料 簡支梁沖擊性能的測定 第1部分:非儀器化沖擊試驗》
彎曲模量:GB/T 9341-2008《塑料 彎曲性能的測定》
2 結果與討論
2.1注塑工藝對T28FE力學性能的影響
①注射速度的影響。根據GB/T 2546.2-2003《塑料 聚丙烯模塑和擠出材料第2部分:試樣制備和性能測定》的要求以及生產經驗,選擇合適的參數。
保持熔體溫度230℃、模具溫度40℃、保壓時間40s、注射壓力40 bar、保壓壓力40 bar、螺桿轉速150 U/min不變,改變注射速度,考查注射速度對試樣力學性能的影響。注射速度對拉伸屈服應力和彎曲模量的影響不明顯;簡支梁沖擊強度則隨注射速度的增加而增大。這是由于在注塑過程中,“噴泉流動”前沿的中心熔體單元遭受穩定的拉伸流動,當注射速度增大時熔體充模快,拉伸作用變強,使熔體表層產生高度取向,取向高分子鏈順著外力方向平行的排列,斷裂時破壞主價鍵的比例大為增加,而主價鍵的強度比范德華力高20倍左右,另外,取向后,可以阻礙裂紋向縱深發展,所以,沖擊強度高。所以提高沖擊強度的辦法可采用較高的注射速度。
②注射壓力的影響。保持熔體溫度230℃、模具溫度40℃、保壓時間40s、注射速度200 mm/s、保壓壓力40bar、螺桿轉速150 U/min不變,改變注射壓力,考查注射壓力對試樣力學性能的影響。注射壓力對拉伸屈服應力和彎曲模量的影響不明顯;簡支梁沖擊強度隨注射壓力的增加開始有所增加,之后隨注射壓力的增加而下降。這是由于注射壓力增大,剪切速度大,剪切作用增強,使鏈段沿受力方向取向,形成有序區,破壞時所需能量大,所以沖擊強度高;當速度繼續增大時,剪切作用加劇,此時,溫度上升,粘度下降,熔體在模腔內由層流變為湍流,造成塊狀熔體擠滿型腔,導致模腔內空氣不易排出而被壓縮,引起制品局部燒傷,故而沖擊強度降低。
③保壓壓力的影響。保壓壓力是一個需要調整的參數,從需開始逐漸增加熔體壓力,直到樣條沒有空洞、凹痕和其它可見的缺陷,用此熔體壓力作為保壓壓力。保壓可以對型腔內的熔體進行壓實,使塑料緊貼于模壁以獲得精確的形狀,讓不同時間和不同方向進入型腔同一部位的塑料熔合成一個整體,樹脂在冷卻的過程中不致產生回流,且能繼續補充因樹脂冷卻收縮產生的不足空間,從而得到最佳的模具復制效果。保壓壓力設定過高,易造成飛邊、過度充填澆口附近的應力集中等不良現象;相反,保壓壓力設定過低,則易造成填料不滿、收縮太大、尺寸不安定等現象[5]。
④熔體溫度的影響。保持模具溫度40℃、保壓時間40s、注射速度200mm/s、注射壓力40bar、保壓壓力40bar、螺桿轉速150U/min不變,改變熔體溫度,考查熔體溫度對試樣力學性能的影響。拉伸屈服應力、彎曲模量都隨著熔體溫度的增加而下降。拉伸屈服應力和彎曲模量的下降是由于熔體溫度高,聚合物熔體在模具(模具溫度40℃)中快速冷卻時皮層的降溫速度遠比內層快,這樣可使皮層溫度已經低于玻璃化溫度而內層依然在這一溫度之上,當內層進一步冷卻時,必然由于收縮而使其處于拉伸狀態,產生內應力,此時聚合物的物理機械性能都比原來低,所以拉伸屈服應力和彎曲模量降低[6]。簡支梁沖擊強度有所降低是由于熔體溫度高,取向程度低。熔體溫度高,整個分子鏈的運動加強,熱運動過于劇烈,不易形成規整有序的排列,取向程度低[7];另外,由于熔體溫度高,冷卻至凝固溫度所需要的時間就長,塑料大分子的松弛時間也就加長,容易解取向,取向程度也會降低[8]。
⑤螺桿轉速的影響。螺桿轉速影響著螺桿轉動過程中作用在塑料上的熱量。當螺桿以高速旋轉時,傳送到塑料的磨擦(剪切)能量提高了塑化效率,同時亦增加了熔料溫度的不均勻度。這有可能使熔料發生局部過熱,導致分子降解等現象。而且從經濟角度考慮,采用高螺桿轉速會使能源(電能)的消耗增大。
保持模具溫度40℃、保壓時間40s、注射速度200mm/s、注射壓力40bar、保壓壓力40bar,熔體溫度230℃,改變螺桿轉速,考查螺桿轉速對試樣力學性能的影響。螺桿轉速對拉伸屈服應力、彎曲模量和簡支梁沖擊強度的影響不大。在較低的螺桿轉速(110U/min、120U/min)和過高的螺桿轉速(170U/min、180U/min、190U/min)下力學性能相對較差,而適當的螺桿轉速則有利于提高注塑件的力學性能,這是由于適當的螺桿轉速提高了塑化效率且不易產生局部過熱。
2.2最佳注塑條件的確定
保持模具溫度40℃、保壓時間40s、注射壓力40bar、注射速度200mm/s、保壓壓力40bar、螺桿轉速150U/min不變,選擇熔體溫度230℃注塑長條試樣,把長條試樣切成小塊測定注塑后熔指。測試注塑前的熔指和注塑后的熔指,以上數據可以看出,上述注塑條件下的熔體流動速率與注塑前熔體流動速率相比變化不大,沒有超過原值的1.5倍,對T28FE來說,采用230℃的注塑溫度是適當的。
根據上述的單因素考察結果,結合產品標準規定的參數范圍及文獻資料,確定正交試驗為5因素4水平。5個因素對T28FE簡支梁沖擊強度影響程度由大到小依次為注射速度、注射壓力、保壓壓力、螺桿轉速、熔體溫度。在注射速度為210mm/s、注射壓力為40bar、保壓壓力為40bar時簡支梁沖擊強度最大。螺桿轉速為150U/min與160U/min時,對簡支梁沖擊強度的影響差別不大,所以可選擇150U/min與160U/ min作為螺桿轉速,但考慮到能源(電能)的消耗,采用150U/ min螺桿轉速比較合理。
2.3試驗條件的驗證
由以上試驗確定注塑工藝的最佳條件為:注射速度為210mm/s、注射壓力為40bar、保壓壓力為40bar、螺桿轉速為150U/min、熔體溫度為230℃。
以上確定的是熔指為2.78g/10min的T28FE產品的最佳注塑工藝條件,為使其更具說服性,利用該條件進行追加驗證試驗,試驗結果可以看出,試驗平穩。拉伸屈服應力平均值為35.54MPa,彎曲模量平均值為1344.2MPa,簡支梁沖擊強度平均值為3.332KJ/m3,且注塑后熔指均未超過原熔指的1.5倍。由此確定了化工質檢一室注塑機注塑T28FE的最佳工藝條件。
3 結論
(1)聚丙烯樹脂T28FE力學性能受注塑工藝影響最大的是簡支梁沖擊強度。
(2)簡支梁沖擊強度隨著注射速度、注射壓力、保壓壓力的增加而增大,隨著熔體溫度的增大而降低,隨螺桿轉速的變化影響不大;拉伸屈服應力、彎曲模量受注射速度、注射壓力、保壓壓力和螺桿轉速的影響變化不大,隨熔體溫度的增大而降低。
(3)T28FE簡支梁沖擊強度最佳注塑工藝為注射速度210mm/s、注射壓力40bar、保壓壓力40bar、螺桿轉速150U/ min、注塑溫度230℃。
隨著石油行業的發展,各種技術在不斷的應用更新,在進行以上研究的方案中,發現其能夠取得較好的應用效果,采用優化改造之后的配套工藝,多項開采技術得到顯著提升,并且具有非常好的經濟效益。
[1]劉君怡.成型工藝對i-PP注塑件聚集態結構和力學性能的影響研究,2007.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53