PTT/PET并列型復合長絲國產設備及相關工藝的探討
2015-10-26 11:16:54北京中麗制機工程技術有限公司華金祥
紡織機械 2015年12期
北京中麗制機工程技術有限公司 華金祥/文
PTT/PET并列型復合長絲國產設備及相關工藝的探討
北京中麗制機工程技術有限公司華金祥/文
針對PTT/PET并列型復合長絲強度低、應用領域窄等缺陷,研制出紡絲、兩級牽伸國產化裝備,論述了裝備特點及相關工藝,以及對產品質量的影響。
PTT/PET并列型復合長絲國產設備相關工藝
1 前言
PTT/PET雙組分復合長絲截面為并列型,經過牽伸定型后富有彈性,這是由于兩種聚酯有類似的化學結構可保證其相容性及相互間的結合力,并且由于PTT大分子存在“奇碳效應”,在分子鏈上存在三維螺旋結構,由此形成的彈性纖維具有良好的結構基礎。
PTT/PET復合長絲是利用聚對苯二酸丙二醇酯(PTT)和聚對苯二甲酸乙二酯(聚酯PET)兩組分的收縮率差異,紡制出一種具有自卷曲的彈性纖維, 這種復合長絲兼有錦綸的舒適手感、腈綸的膨松性、氨綸的回彈性、滌綸的高強和尺寸穩定性。該纖維的織物挺括、尺寸穩定性好、手感柔軟、回彈性好、抗氯、抗老化、兼具PTT纖維抗污能力強和干爽等獨特性能,深受消費者青睞。PTT與PET復合紡長絲具有較大的發展潛力,這種纖維比過去的滌綸纖維有更好的彈性回復性,避免了松弛現象的發生,同時,該產品還具有良好的保型性和抗皺性,由此制作的服裝更加適合戶外運動,并且比其他同類產品更適于機洗。
目前PTT和PET復合紡復合比例范圍一般為: PTT占比40%~50% ,PET占比50%~60%。采用固相增黏的PTT切片和低黏度PET切片,紡雙螺桿組件復合的熔體紡復合工藝生產,目前PTT和PET復合紡長絲市場上產品規格主要集中在40d~450d之間(典型產品如40d、50d、65d、75d、100d、150d、225d、450d等)
2 設備及原料
2.1生產流程

2.2主要設備
2.2.1設備參數(見表1)

表1 PTT/PET并列型復合長絲設備主要參數
2.2.2 設備示意圖(見圖1)
2.3主要原料PTT/PET雙組分復合長絲通常選用并列型截面,為獲得穩定的截面,選用與 PTT 切片相容性好的 PET 切片,使其在一定紡絲溫度下的熔體表觀黏度盡可能與 PTT相當,減少紡絲彎腳,同時具備良好的可紡性,以適應PTT/PET 并列復合長絲紡絲的要求。PET切片為金山石化公司,低黏半消光切片,切片特性黏度0.54Dl/g, PTT切片為美國殼牌(SHELL)公司,切片特性黏度0.92Dl/g,經固相增黏后特性黏度為1.24Dl/g。

圖1 PTT/PET并列型復合長絲設備示意圖
2.4紡絲油劑
為提高上油的均勻性,選用松本(Matsumoto)3530 ,油劑濃度13%。
3 設備設計要求
3.1熔體管路
隨溫度變高,兩種切片的表觀黏度都變小,流動性能變好。在同樣的剪切速率下,盡管PTT切片的特性黏度較高,但其表觀黏度都基本小于0.54Dl/g的PET切片的表觀黏度,在270℃下PTT的表觀黏度也要低于290℃下PET的表觀黏度。高特性黏度的PTT切片對比于低特性黏度的PET切片而言具有極好的流動性能。為了保證熔體黏度和溫度均勻,熔體管道中各級管路的剪切速率應一致,本設計各級熔體管路直徑的選擇上以保證的剪切速率在10S-1左右為宜。

圖2 三箱式復合紡絲箱
3.2紡絲箱
為了便于控制熔體溫度,對于復合紡絲而言常采用二箱或三箱式。由于PTT/PET雙組分復合長絲對溫度要求較高,為獲得更好的產品質量,我們采用三箱式紡絲箱(見圖2),即:PTT紡絲箱、PET紡絲箱和組件箱。PTT、PET熔體分別由各自的熔體管路、計量泵精確計量后送至裝有紡絲組件的箱體中。二組分在噴絲孔中匯合并噴出。三個紡絲箱可分別控溫。
3.3上油方式
上油分為乳液上油,可采用油輪或油嘴上油,油輪上油均勻性好于油嘴上油;本設計采用了單油輪上油。絲束與油輪貼覆,獲得充分上油劑(見圖3)

圖3 PTT/PET復合長絲上油示意圖
圖4 PTT/PET復合時組分排布與冷卻風方向的關系
3.4PTT/PET并列復合時組分排布方向
為了保證由噴絲孔噴出的每根單絲冷卻一致,初生纖維牽伸性能相同,并列復合長絲紡絲組件要有方向性,PTT/ PET復合長絲主要牽伸性能由PET決定,PET的剛性比PTT大,因此PET組分靠近側吹風一側,PTT組分則遠離側吹風(見圖4)。
3.5單體抽吸
PTT紡絲過程中降解產生的低分子物對正常紡絲影響較大,特別是較多的環狀二聚物的存在常導致噴絲板易堵塞,同時其揮發物還有一定的刺激性,易傷害人的眼睛。在冷卻吹風裝置上加設單體抽吸裝置,可將從噴絲板析出的環狀二聚物及時吸走,以免因積聚而引起斷頭。
4 工藝探討
4.1主要工藝參數(見表2)

表2 111 dtex /64f并列復合長絲主要工藝參數
4.2復合比
PTT/PET兩組分復合紡絲中,PET組分優先結晶,具有高于其單組分纖維的牽伸誘導取向和結晶;而PTT組分只有形變,其結晶度和晶區取向均低于其對應的單組分纖維。兩組分黏度差異越大,纖維的卷曲伸長率和收縮率越大,各單組分結晶度增加,兩組分質量比為50/50時,纖維有最大的卷曲伸長率和收縮率。
4.3干燥
低熔點PET熔融紡絲時對水分要求很高,必須采用合適的干燥設備,如雙熱風循環系統,保證含水率在25PPM以下,否則紡絲時PET會發生降解,出現毛刺,斷絲等現象。
PTT干燥不需要預結晶,主加熱溫度為140℃左右,出口溫度大于90℃,露點小于-70℃,干燥時間為5小時左右,保證含水率在25PPM以下,以獲得最佳紡絲性能。
4.4紡絲溫度
對于同種聚合物,表觀黏度越大,流動性能越差。紡絲溫度的設定原則是盡量保證兩種組分在各自的紡絲箱體內有相同的流動狀態,PET采用高溫熔融,低溫紡絲;PTT采用低溫熔融,高溫紡絲,這樣可以減小PTT的降解,盡管兩種組分在箱體內溫度差異較大,但兩種組分進入到同一個復合組件時發生熱交換,PET組分的溫度降低,PTT組分的溫度升高,溫度差異有逐漸縮小的趨勢,高黏度PTT熔體的流動性能將好于低黏度PET熔體,低黏度PET 溫度過高將無法成纖。通常將PET紡絲溫度設定為283℃左右,PTT紡絲溫度設定為263℃左右,組件箱體的紡絲溫度設定為 278 ℃左右,這樣兩種組分復合得最為牢固。
4.5側吹風溫及濕度
PTT與PET的結晶溫度與冷卻速率都有著線性關系,且都隨著冷卻速率的增大而降低,PTT在結晶成核時受冷卻速率的影響小于PET。PTT/PET復合纖維生產中,冷卻速率較小時,冷卻緩慢,溫度保持時間長,分子鏈有較長的活動時間來進行有規則的排列,致密度高,在較高的溫度下結晶,并且可以在較窄的溫度范圍內進行結晶。當冷卻速率增加時,冷卻較快,分子鏈在高溫下結晶時間短,來不及作規則排列,高分子鏈在較短的時間內活動能力大幅度下降,其結晶熱效應在較低溫度下才能顯現,并且需要在較寬的溫度范圍才能達到結晶平衡。PTT的結晶度隨著冷卻速率的增加而下降的幅度比PET小。 PTT/PET復合纖維生產中,采用側吹風對高溫絲條進行冷卻固化,絲條需迅速冷卻到玻璃化溫度以下,才能減少結晶的形成從而得到具有良好牽伸性能的未牽伸絲,否則會造成牽伸困難。通常控制側吹風溫度為23℃±1℃,相對濕度為75 %±5% ,風速0.45 m/s±0.05%。
4.6牽伸比
PET和PTT都屬于高速熔融紡絲取向誘導結晶,但是PET纖維的晶區模量高達108GPa,而PTT晶區模量只有3.16GPa,基本接近于無定形區的模量值。這導致PTT纖維的模量并不隨著牽伸比而發生變化,基本恒定。PTT纖維具有較低的玻璃化溫度(45~65℃)和熔融溫度(228℃)、對于同種聚合物,表觀黏度越大,流動性能越差。盡管兩種組分在紡絲箱體內的溫度相差較大,但將具有同樣的紡絲擠出溫度,高黏度PTT熔體的流動性能將好于低黏度PET熔體,導致紡絲線上的牽伸應力主要由PET組分承擔,而PTT組分由于其較好的流動性,將隨PET組分發生形變,但承擔較小牽伸應力,導致部分大分子鏈在高溫下,因熱震動而卷曲,無定形區分布不勻,大分子間存在較多的空隙,從而導致PTT組分熱收縮率大。PTT/PET復合纖維兩種組分具有較好的界面相容性,隨牽伸比的增加,纖維的整體取向、各組分結晶度均有所增加,卷曲伸長和收縮率也增加。牽伸溫度和定型溫度對雙組分纖維的結構和卷曲性能影響較小。

圖5 PTT/PET復合長絲三輥牽伸示意圖
在牽伸系統中(見圖5),HGR1的作用是將絲條加熱到PET玻璃化溫度,HGR1溫度通常為82℃左右,HGR1熱輥表面帶2°的張緊角對絲條起張緊作用;HGR2與 HGR1之間進行第一步牽伸,目的是使大分子鏈沿著牽伸方向定向排列,通常牽伸比為3~3.5倍。由于PET大分子經過第一次牽伸后玻璃化溫度升高,需將絲條加熱到120℃以上,HGR2的溫度通常為122℃~127℃;HGR3與 HGR2之間進行第二步牽伸,目的是使大分子進一步取向,HGR3與 HGR2牽伸比為1.1~1.2倍。HGR3的作用是使高度取向的PET大分子結晶,HGR3溫度通常為140℃左右。PET和PTT復合纖維經過兩級牽伸,牽伸溫度逐步提高,纖維可獲得較大的牽伸比,有利于提高纖維的強力和卷曲曲率。
4.7卷繞張力
牽伸后的絲束進行卷繞成型時,卷繞力張力過大,會造成紙管變形,絲餅無法從卷繞機中退出。卷繞張力過小,絲條在熱輥上游動,容易產生并絲斷頭, 通常卷繞張力控制在0.1~0.2cn/dtex 。
5 產品技術性能指標
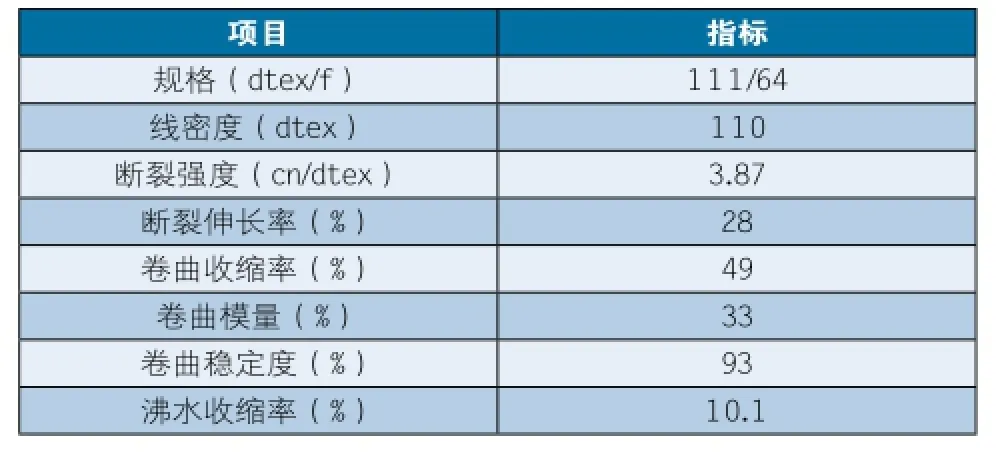
表3 111 dtex/ 64f 并列型復合長絲的物理指標
6 結束語
PTT/PET復合長絲國產化設備成功紡制了111dtex/62f并列型復合長絲,其產品卷曲細而密,卷曲曲率大,絲束彈性高;全套設備設計先進,運行穩定可靠;工藝參數設置合理,生產出高品質的PTT/PET復合彈性長絲產品,為化纖差別化纖維的發展提供了裝備及工藝技術支撐。
[1] 張俊峰. T400-杜邦纖維新突破[J]. 江蘇紡織, 2003, (1):57-59. DOI:10.3969/j.issn.1005-6289.2003.01.034.
[2] 肖紅, 施楣梧, 劉晶. 不同溫度下PET/PTT長絲的結構和性能[J]. 紡織學報, 2008, 29(8):6-10. DOI:10.3321/j.issn:0253-9721.2008.08.002.
[3]黃偉. PTT/PET超細復合纖維的研制探討[J]. 江蘇紡織, 2005, (8):23-24. DOI:10.3969/ j.issn.1005-6289.2005.08.008.
[4]楊新華, 楊奎. PET-PTT復合彈性纖維的生產技術[J]. 合成纖維, 2014, 43(4):18-20.
[5]章鑫, 葉榮榮, 陳芳等. 紡絲溫度對PET/ PTT纖維結構與性能的影響[J]. 合成纖維工業,2012, 35(3):63-65. DOI:10.3969/j.issn.1001-0041.2012.03.018.
