PLC上的通信技術(shù)應(yīng)用
2015-10-27 06:15:54張建兵王芳萬永麗姜貴中吳學云
機電產(chǎn)品開發(fā)與創(chuàng)新 2015年6期
張建兵,王芳,萬永麗,姜貴中,吳學云
(云南省機械研究設(shè)計院云南省先進制造技術(shù)研究中心云南省機電一體化應(yīng)用技術(shù)重點實驗室,云南昆明 650031)
PLC上的通信技術(shù)應(yīng)用
張建兵,王芳,萬永麗,姜貴中,吳學云
(云南省機械研究設(shè)計院云南省先進制造技術(shù)研究中心云南省機電一體化應(yīng)用技術(shù)重點實驗室,云南昆明650031)
根據(jù)高效球磨機的控制要求,設(shè)計開發(fā)球磨機的控制方案,分析人機界面、PLC、變頻器的內(nèi)部參數(shù)聯(lián)系,探討人機操作界面的構(gòu)成方法,PLC對變頻器的參數(shù)設(shè)置方法、PLC與變頻器之間的命令和工作狀態(tài)傳遞方法,PLC控制軟件結(jié)構(gòu),總結(jié)PLC上的通信技術(shù)應(yīng)用,應(yīng)用方案適合高效球磨機的加工要求。
球磨機;人機界面;PLC;變頻器;通信設(shè)置
0 引言
本文所介紹的高效球磨機主要用于超細粉體的加工。超細粉體是指從微米級到納米級的一系列粉體材料,目前廣泛應(yīng)用于化工,輕工、能源、冶金、建材、電子、制藥等許多領(lǐng)域。與現(xiàn)代產(chǎn)業(yè)發(fā)展,尤其是與高新技術(shù)產(chǎn)業(yè)的發(fā)展密切相關(guān)。
1 球磨機動作要求
(1)預(yù)磨:轉(zhuǎn)速:0~300rpm。運行時間:0~60min。
(2)球磨工藝:轉(zhuǎn)速I:0~400rpm。運行時間:0~200s。轉(zhuǎn)速II:0~400rpm。運行時間:0~200s。I,II工序循環(huán)交變:0~100次。
(3)冷卻工藝:轉(zhuǎn)速:0~300rpm。運行時間:0~60min。
以上所述轉(zhuǎn)速和時間要求可調(diào),用戶可在使用過程中根據(jù)加工需要作相應(yīng)的調(diào)整。并且顯示當前運行時間及轉(zhuǎn)速。
2 控制方案選擇和系統(tǒng)結(jié)構(gòu)
根據(jù)用戶提出的球磨機動作要求,經(jīng)過認真分析研究,并對各方案進行對比,最后選擇了“PLC+人機界面+變頻器”的控制方案。考慮到產(chǎn)品成本,使用中只要求顯示和調(diào)整時間、轉(zhuǎn)速,并不要求顯示復雜圖形的特點,人機界面采用中達電通文本顯示器(TP02G-AS1),而不采用觸摸屏作為人機界面。采用PLC(DVP14ES00R2)作為主機控制系統(tǒng),采用VFB300B43A變頻器作為驅(qū)動系統(tǒng)驅(qū)動變頻電機運動,從而實現(xiàn)球磨機的動作要求。三者之間采用RS232和RS485進行通信聯(lián)接。由于它們都采用同一廠家的產(chǎn)品,便于機器生產(chǎn)廠家的設(shè)計、采購、安裝、調(diào)試等工作的順利進行,對整機的持久穩(wěn)定運行有較大幫助,而且各單元之間不存在通信協(xié)議不匹配和電磁兼容性的問題,降低了整機開發(fā)過程中的風險。便于實現(xiàn)各種指令和信息的傳輸與反饋。實現(xiàn)了實時監(jiān)控及操作。也有利于最終用戶的使用、維修、更換、及日常保養(yǎng)。圖1為球磨機控制系統(tǒng)結(jié)構(gòu)圖。
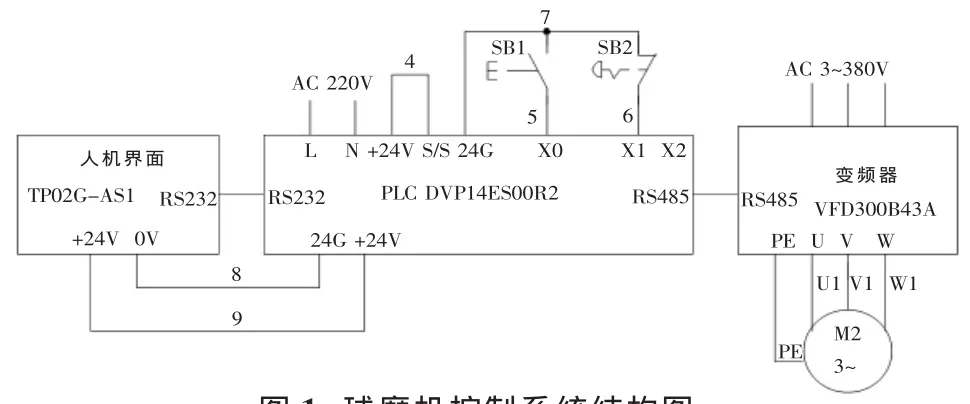
圖1 球磨機控制系統(tǒng)結(jié)構(gòu)圖
3 系統(tǒng)單元的設(shè)置
球磨機控制系統(tǒng)的各單元需進行分別設(shè)置,但在設(shè)置過程中需合理規(guī)劃內(nèi)部變量。使各單元能互相讀/寫及調(diào)用內(nèi)部變量。
3.1人機界面的設(shè)置
人機界面選用文本顯示器(TP02G-AS1),TP02G-AS1配有串行通信端口COM1(RS232)及COM2(RS485),本機使用COM1作為與PLC的通信接口。同時,COM1也作為程序下載端口,使其作為用PC寫入文本顯示器程序的通信端口。在用PC建立新人機界面文件時,需進行人機界面的機種設(shè)定;建立新人機界面文件后,進行相關(guān)人機界面與PLC的通訊設(shè)定;如圖2所示。
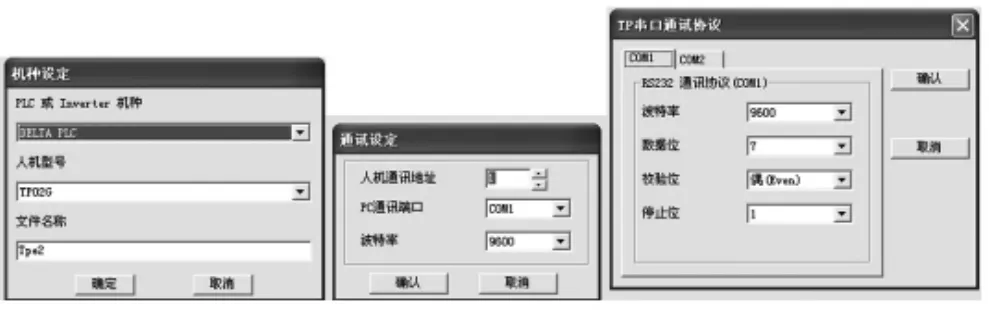
圖2 機種及通訊的設(shè)定
由于人機界面、PLC、變頻器的各部分內(nèi)部變量在整機運行中是有機聯(lián)系、互相取用的,因此只有合理規(guī)劃內(nèi)部變量,才能使得控制系統(tǒng)的各部分在運行中均能正確識別變量,實現(xiàn)通信的暢通無阻和程序的正確運行。對內(nèi)部主要變量所作的規(guī)劃和分類如表1所示。
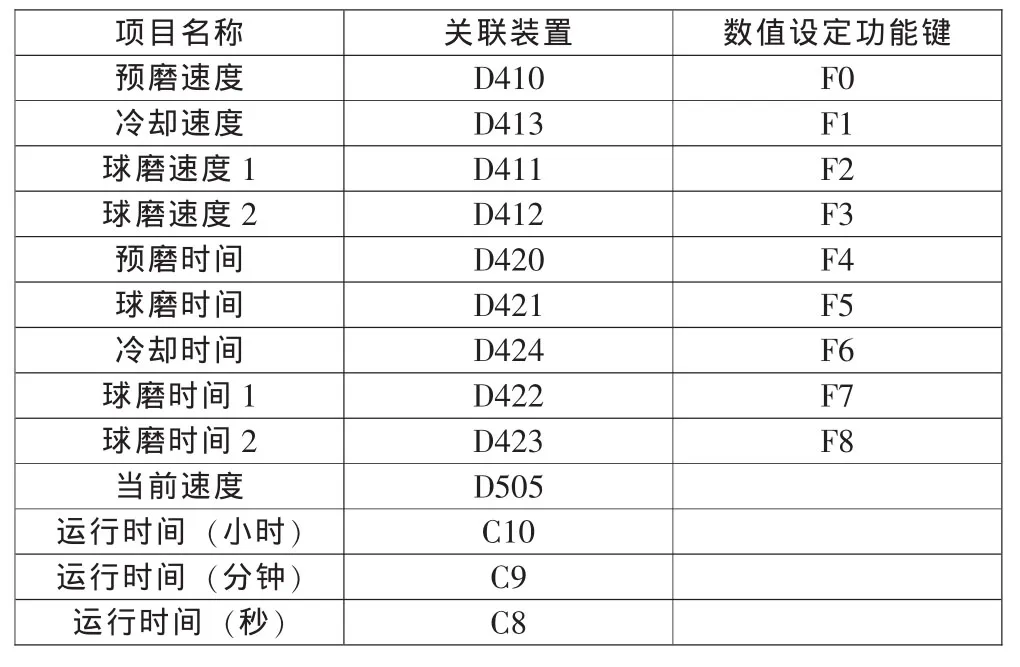
表1 人機界面與PLC對應(yīng)參數(shù)
根據(jù)相關(guān)要求及定義的變量對人機界面的各操作界面進行配置設(shè)定。如圖3所示。
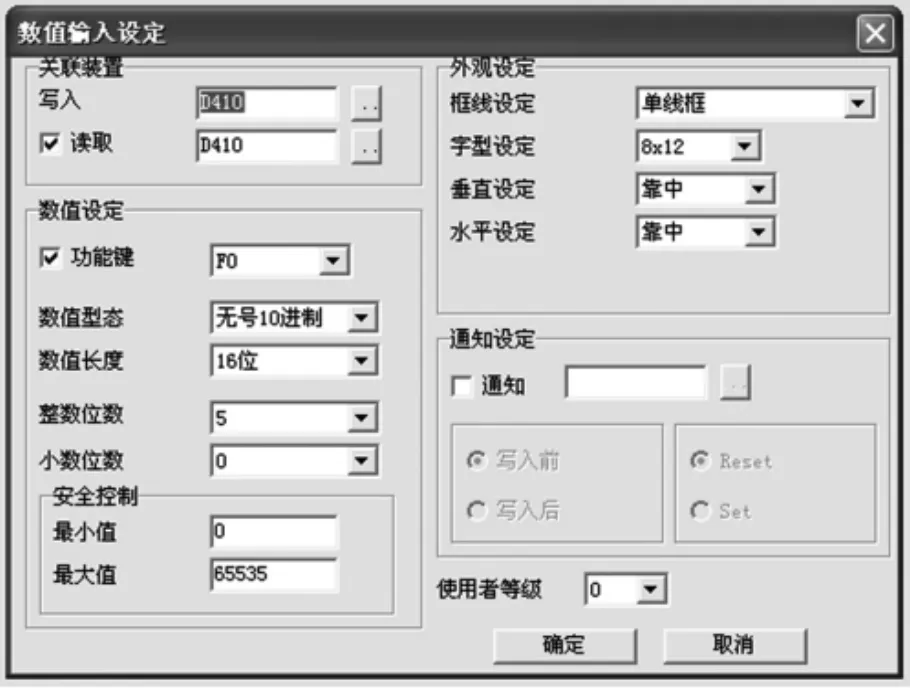
圖3 數(shù)值輸入設(shè)定
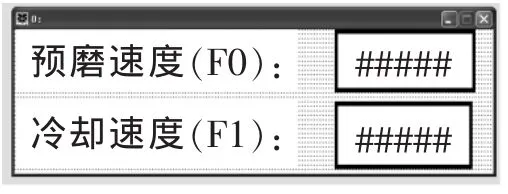
圖4 人機界面顯示畫面
設(shè)置完成后人機界面如圖4所示:圖中“#”為所讀PLC關(guān)聯(lián)裝置的數(shù)值,此數(shù)值可由用戶在人機界面上通過數(shù)值設(shè)定功能鍵(F0-F8)設(shè)置操作數(shù);使用非常方便、快捷。而且由于在人機界面上做出提示,操作者只需按相應(yīng)的F功能鍵即可對操作數(shù)進行修改。
3.2PLC系統(tǒng)程序
PLC作為整臺機器的控制核心,其既有處理數(shù)據(jù)和邏輯控制的,又有數(shù)據(jù)的上傳下達,信號及信息交換的樞紐功能。為防止每次開機都要設(shè)置各加工參數(shù),保證加工產(chǎn)品的一致性,設(shè)置用的各數(shù)據(jù)寄存器(D410-D413,D421-D424)均采用停電保持型。PLC程序中所使用的特殊輔助繼電器及特殊數(shù)據(jù)寄存器功能說明如下:M1013為1s時鐘脈沖,M1011為10ms時鐘脈沖。M1002為啟動正向脈沖。D1120為COM2(RS485)通信協(xié)議,D1129為通信超時時間定義,M1122為送信要求,M1123為接收完畢,M1127為通信指令數(shù)據(jù)傳送接收完畢,不包含RS指令,M1129為接收超時。
由于變頻器是按頻率指令運行。所以,根據(jù)電機規(guī)格型號及機械傳動比的數(shù)據(jù),相關(guān)數(shù)據(jù)必須在PLC內(nèi)作相應(yīng)的轉(zhuǎn)換及處理。以方便用戶設(shè)置和操作機器。如:電機為8極電機,額定轉(zhuǎn)速為750rpm。機械傳動比為2.55。由于電機轉(zhuǎn)速n=60f/P,根據(jù)人機界面設(shè)定轉(zhuǎn)速等于球磨機轉(zhuǎn)速,PLC輸出頻率等于變頻器所需頻率,推導出如下公式:m*k*0.01=2.55np/60(m為人機界面設(shè)定轉(zhuǎn)速,k為PLC轉(zhuǎn)換系數(shù),p為電機極對數(shù),n為球磨機轉(zhuǎn)速,m=n,f為變頻器輸出頻率)。計算結(jié)果:PLC轉(zhuǎn)換系數(shù)k=17。相應(yīng)的PLC程序如圖5所示。
3.3變頻器設(shè)置
變頻器參數(shù)的設(shè)置,除了要設(shè)置電機參數(shù)和變頻器常規(guī)參數(shù)外,還應(yīng)設(shè)置變頻器通訊參數(shù),只有設(shè)定正確的通訊參數(shù)后,PLC才能讀/寫相應(yīng)的變頻器信號,并控制變頻器的正常運轉(zhuǎn),VFB300B43A變頻器的通訊參數(shù)組為09組。在09組內(nèi)設(shè)置通訊參數(shù),通訊參數(shù)包括通訊地址、傳送速度、錯誤處理、超時檢出、通訊傳輸協(xié)議等。
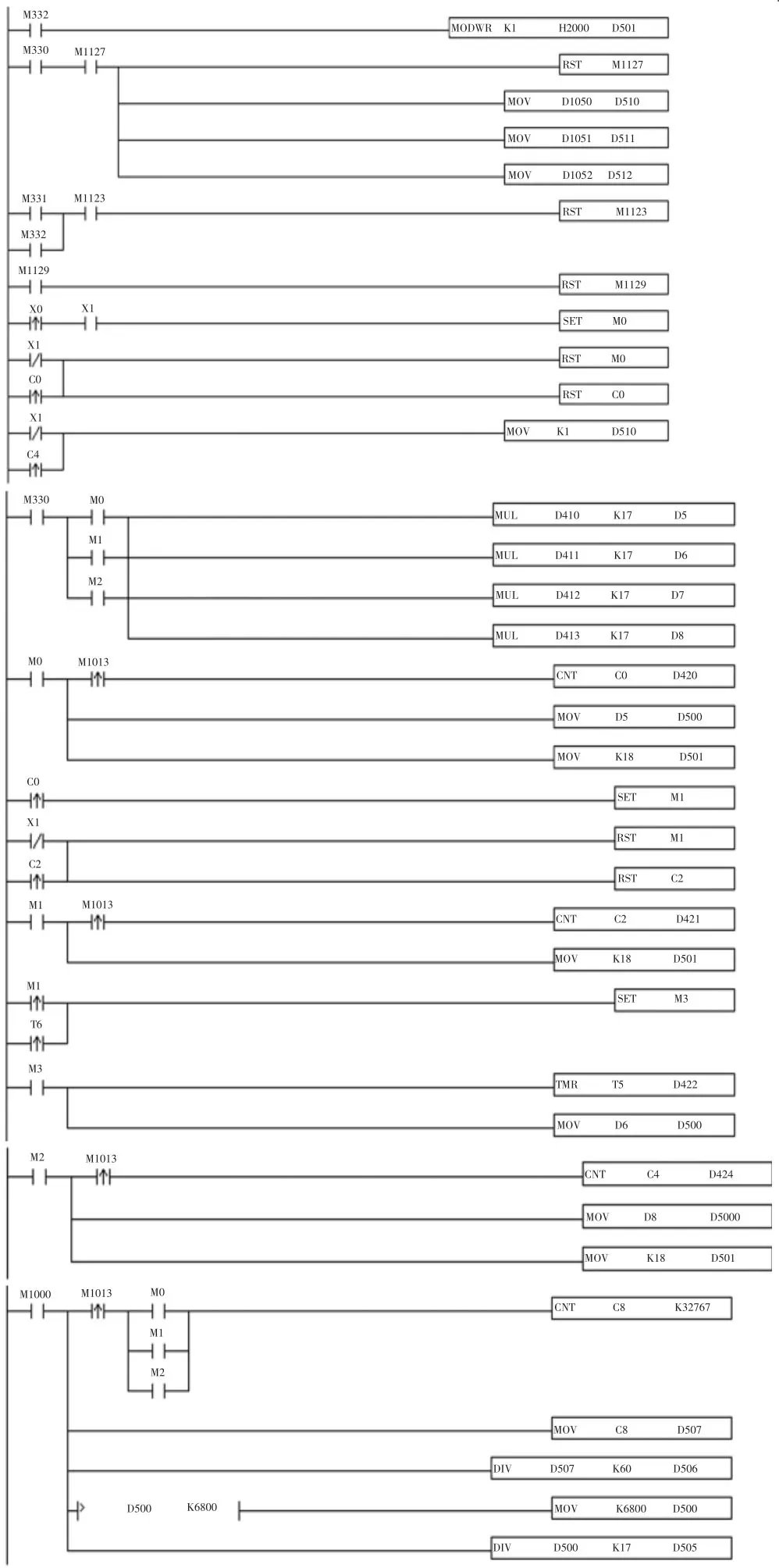
圖5 部分PLC梯形圖程序
4 結(jié)束語
以可編程控制器PLC控制為核心的,利用變頻器的通訊串口,實現(xiàn)數(shù)字化的高效球磨機電氣控制。顯示方式采用文本顯示器,通過自主定義PLC-變頻器-文本顯示器的內(nèi)部變量,合理規(guī)劃和調(diào)用數(shù)據(jù),完成了高效球磨機的設(shè)計、軟件開發(fā)和現(xiàn)場調(diào)試。機器經(jīng)過用戶的長期檢驗,達到預(yù)期的加工要求。
Application of Communication Technology on PLC
ZHANG Jian-Bing,WANG Fang,WAN Yong-Li,JIANG Gui-Zhong,WU Xue-Yun
(Research Center of Yunnan Province,Yunnan Province Advanced Manufacturing Technology and Machinery Research and Design Institute of Yunnan Province Key Laboratory of Mechanical and Electrical Integration Technology,Yunnan Kunming 650031,China)
According to efficiently the ball whet the control request of machine,the design development ball whets the control project of machine and analyzes the internal parameter of man-machine interface,PLC and inverter contact,study person machine operation interface of composing method,order and work status of the parameter constitution method,PLC and inverter of PLC to the inverter deliver a method,PLC controls software structure and tally up a PLC correspondence technique application,apply a project suitable efficiently the ball whet a processing of machine request.
The ball whets a machine;man-machine interface;PLC;inverter and correspondence constitution
TP23
A
10.3969/j.issn.1002-6673.2015.06.023
1002-6673(2015)06-064-03
2015-10-16
張建兵(1969-),男。主要從事數(shù)控機床研究設(shè)計。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
防爆電機(2020年3期)2020-11-06 09:07:42
制造技術(shù)與機床(2019年10期)2019-10-26 02:48:08
測控技術(shù)(2018年5期)2018-12-09 09:04:50
電子制作(2018年18期)2018-11-14 01:48:06
電子制作(2017年7期)2017-06-05 09:36:13
小學教學參考(2015年20期)2016-01-15 08:44:38
沈陽醫(yī)學院學報(2015年1期)2015-12-27 13:44:40
醫(yī)學教育管理(2015年3期)2015-12-01 06:43:16
自動化博覽(2014年12期)2014-02-28 22:34:39
