連續退火爐爐內氣氛分析與控制
2015-10-29 01:18:50胡樹森河北鋼鐵集團邯鋼西區冷軋廠河北邯鄲056015
中國科技縱橫 2015年11期
賀 有 趙 賽 胡樹森 馬 凱(河北鋼鐵集團邯鋼西區冷軋廠,河北邯鄲 056015)
連續退火爐爐內氣氛分析與控制
賀有趙賽胡樹森馬凱
(河北鋼鐵集團邯鋼西區冷軋廠,河北邯鄲056015)
介紹了連續退火爐爐內氣氛的組成及監測,說明了爐內氣氛主要組成成分,闡述了氫氣含量配比控制和爐內正常生產控制以及有害成份控制,分析了有害成分含量升高的主要常見原因,并提供了具體問題的解決措施,在實際生產中,特別適用于特種鋼材的生產操作爐內氣氛要求,使得退火爐爐內氛圍得到有效控制,保證了帶鋼退火生產工藝穩定,滿足各類帶鋼退火要求,提高產品質量。
退火爐爐內氣氛氫氣含量控制
1 前言
邯鋼西區冷軋廠連續退火爐由比利時DREVER公司設計的立式退火爐,按照帶鋼走向和熱處理功能分為預熱段、加熱段、均熱段、緩冷段、快冷段、過時效段和終冷段。爐內氛圍為氮氣和氫氣按照一定比例混合構成的還原性氣氛,保證帶鋼在爐內不被氧化,去除帶鋼表面殘留的氧化物,達到保證帶鋼表面質量的條件要求下進行退火。
2 爐內氣氛含量的測量
邯鋼西區冷軋廠連續退火爐爐內氣氛檢測儀按區段布置共有3臺CAA(爐內氛圍分析柜),每臺分析內都包含3種分析儀,分別檢測氫氣含量、氧氣含量和露點。氫氣含量使用ABB AO2040氫氣分析儀,采用熱導原理進行分析,氧氣含量分析使用Delta F 150氧氣分析儀,采用電化學原理進行分析,露點分析儀采用Vaisla DMT 142露點分析儀。CAA01檢測預熱段2個區、加熱段3個區、均熱段爐內氣氛;CAA02檢測緩冷段2個區、快冷段3個區、過時效段2個區爐內氣氛;CAA03檢測過時效段2個區、終冷5個區爐內氣氛。各段特征氣氛含量的測量是利用分析儀巡回掃描的方式進行的,一個周期大約45分鐘,通過對爐內各段氣體含量的監測,控制爐內還原氣氛狀況。
3 爐內氣氛控制

圖1 混合站配比控制原理圖

圖2 氮氫保護氣注入
連續退火爐爐內氣氛是由氮氣和氫氣組成的還原性保護氣體,為了防止外界空氣進入爐內,連續退火爐正常生產時采用微正壓操作。為了保證一定的爐壓需要持續注入一定比例的保護氣體和還原性氣體氫氣。爐內氣氛對冷軋板退火后的表面質量有顯著影響,爐內氣氛主要特征參數是爐內氫氣含量、氧含量和露點。為了保證帶鋼表面質量,必須對爐內氣體有效成分進行控制,對有害成分氧氣和水汽含量進行抑制。根據化學反應原理,在其他條件不變時,增大反應物的濃度或減小生成物的濃度,有利于正反應的進行,正常情況下加熱爐內進行的主要是氧化鐵的還原反應,為了有利于還原反應和保證還原性氣氛,應對反應物氫氣含量控制,并減少水汽和氧氣濃度,才能有利于還原反應,抑制氧化反應速度。因此,加熱爐設計了加熱升溫連鎖條件,即加熱段的氧氣含量不低于0.4%的,加熱溫度不能超過250°C并且氮氫混合氣體是不允許注入的;氫氣含量低于1%。加熱溫度不能超過600°C。
3.1氫氣含量控制
爐內氫氣含量控制主要分兩個方面:一是氮氫混合站氫氣含量配比控制;二是爐區各段氫氣實際含量控制。一般情況下,在氮氫混合站根據氫氣安全使用條件設定為5%來配比,氮氫氣體在混合站混合氣體稱為HNx。保護氣按照氫氣設定含量在氮氫混合站進行配比注入爐內,氫氣含量的控制主要是氮氫混合時控制,HNx混合氣體中氫氣含量設定值由操作工在畫面上給定,配比后HNx混合氣體中氫氣含量由混合站出口安裝的氫氣分析儀進行監測。圖1給出了混合站的控制原理圖,混合站配比控制主要是由氫氣流量修正控制器和氫氣流量控制器完成。
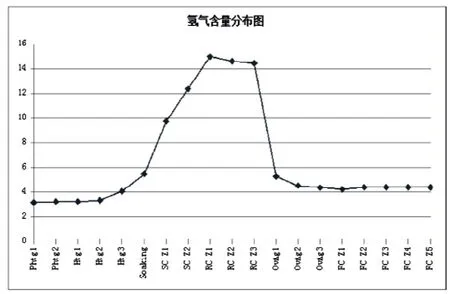
圖3 邯寶連退線實際生產中氫氣含量分布圖
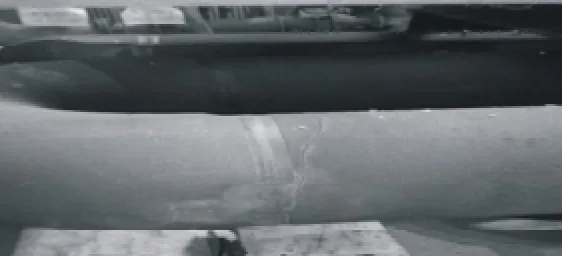
圖4

圖5 高溫計水冷套漏水與正常狀態對比圖
氫氣流量控制器的設定值來自兩個部分,一個是氫氣流量修正值,一個是氫氣流量換算值。氫氣流量修正值是氫氣流量修正控制器輸出經過運算后得到的;氫氣流量轉換值是根據氫氣含量設定值和當前氮氣流量測量值進行換算得到的。爐內氫氣含量控制是通過調節區域保護氣體通入流量來實現的,邯寶連退線按照區段劃分保護氣體注入分7個主控制管路,如圖2,在使用氮氫模式時,爐壓控制按照設定值器選擇各區段最低壓力作為爐壓實際值進行控制來調節氮氫混合氣注入流量。各段流量設定值根據實際爐室容積、密封性和爐況進行設定,實際爐內氫氣含量在保證還原氣氛的基礎上根據各區段實際消耗進行流量設定。在頂部放散閥調節下保證各段爐腔壓力和還原氣體氛圍及時更新。由于爐內還原反應消耗一定量的氫氣,氫氣含量通過保護氣體的注入和放散得到更新,并通過爐壓控制得到再生[1],使得氫氣含量達到平衡穩定。
在選擇氮氫模式快冷段氫氣注入時,由于氫氣前后擴散,為了保證加熱爐安全使用,氮氫混合氣配比需要減小以保證其他區段氫氣含量在安全使用范圍。圖3是氮氫混合模式加快冷段氫氣注入氫氣各區段含量統計分布圖(其中氮氫配比3.5%快冷段氫氣含量設定15%)。
3.2氧氣含量的控制
根據有關節能標準和生產實際,加熱爐還原區氣氛氧氣含量一般要求控制在65ppm以下[2],爐內氧氣含量主要與加熱爐的密封性有關,爐內氣氛中的氧多因爐殼焊接質量和孔蓋密封不良引入[1],爐壓過低常常會導致氧含量升高。加熱爐入口處一般安裝有密封輥和使用氮氣密封,減少了帶鋼帶入的空氣。一般情況下,爐內氧氣含量升高主要原因是局部負壓吸入空氣造成的,實際生產中,當局部氧含量有升高現象時,應按照區段進行檢查和修復,引起氧含量有升高主要原因如下:
(1)預熱段入口密封棍密封不嚴或密封氮氣效果不佳;(2)加熱爐輻射管燒穿,導致加熱段氧氣含量高 圖4為輻射管燒穿(裂)實例。(3)冷卻段循環風機入口處及相關管道漏氣,包括軸承,儀表接口,管道與爐壁法蘭處,如果該區發現氧氣含量超限,應優先檢查上述位置處。
3.3露點控制
根據有關節能標準和生產實際,加熱爐快冷段露點一般要求控制在-35℃以下,均熱段露點一般控制在-25℃以下[2],露點升高表示水分含量的增加和還原氣氛的破壞,常見原因為爐內換熱器漏水造成,另外,由于氧氣含量的升高在爐內與氫氣反應后形成水也常導致露點升高,在排除氧氣吸入的原因后,常見原因分析如下:
(1)帶鋼清洗段沒有徹底烘干帶入爐內,會造成露點升高;(2)循環冷卻換熱器漏水;(3)加熱段熱凸度循環管道換熱器漏,會造成加熱段露點高;(4)攝像頭、高溫計水冷套漏水導致露點偏高,圖5 高溫計水冷套漏水與正常狀態對比圖。(5)爐區軸承水冷套漏水導致爐內氣體水含量增大,造成露點升高;(6)加熱爐輻射管燒穿,導致加熱段露點高。
4 結語
2013年連退爐區曾經出現軸承水冷套漏水導致爐內露點升高,2014年3月14日爐內氣氛分析儀CAA01測量顯示露點高,多次發生這種情況,6月12日最高達-17度,影響正常生產,導致生產鋼卷出現銹蝕,嚴重影響連退爐帶鋼退火質量。通過爐內氣氛變差的原因分析,有針對性增加控制措施,有利于提高加熱爐操作水平,更高效地提高產品質量,并制定相應的預防措施和改良措施,為生產高端汽車板提供優良的爐內氣氛保障。
[1]嚴肅,胡八虎.連續退火爐節能減排降耗的控制措施[M].軋鋼,2011(04).
[2]中華人民共和國黑色冶金行業標準 連續熱鍍鋅帶鋼生產線用加熱爐節能運行規范.YB/T 4259-2012.
賀有(1973—),男,山西大同人,本科,畢業于武漢科技大學,冶金機械工程師,研究方向:帶鋼連續退火技術。