拼焊板V形自由彎曲回彈控制影響因素分析
2015-10-29 02:27:53段永川官英平
中國機械工程 2015年2期
段永川 官英平
燕山大學(xué)先進鍛壓成形技術(shù)與科學(xué)教育部重點實驗室,秦皇島,066004
拼焊板V形自由彎曲回彈控制影響因素分析
段永川官英平
燕山大學(xué)先進鍛壓成形技術(shù)與科學(xué)教育部重點實驗室,秦皇島,066004
在平截面和平面彎曲等假設(shè)條件下,建立了可適用于縱向拼焊板V形小曲率自由彎曲回彈的解析預(yù)測模型。在自由彎曲卸載階段,該模型引入了兩母板間相互作用的彎矩,基于單一母板求解了拼焊板回彈后的彎曲角。利用解析模型分析了不同工藝參數(shù)對拼焊板V形自由彎曲力和回彈后彎曲角度的影響規(guī)律,確定了影響拼焊板V形自由彎曲力和卸載后回彈角的主要影響因素。
拼焊板;自由彎曲;回彈控制;解析模型;影響因素
0 引言
板材彎曲是板材沖壓成形常見的加工工序之一,自由彎曲工藝零件的形狀精度和角度精度可以通過控制凸模的位移來實現(xiàn),大大減少了更換模具的次數(shù)。拼焊板V形自由彎曲工藝中,同材差厚拼焊板截面的幾何形狀和異材拼焊板截面的材料非均質(zhì)分布都會造成成形力學(xué)行為的非對稱,加之焊縫、熱影響區(qū)[1-4]的影響,使回彈控制更加困難。官英平等[5]基于神經(jīng)網(wǎng)絡(luò)模型對單板回彈控制進行了研究,在建立回彈控制模型時,需要確定主要控制變量,減小神經(jīng)網(wǎng)絡(luò)規(guī)模,提高在線神經(jīng)網(wǎng)絡(luò)運行效率。因此,在實施拼焊板回彈控制時,通過解析模型構(gòu)造神經(jīng)網(wǎng)絡(luò)樣本,并利用解析模型確定各主要影響因素是建立拼焊板V形自由彎曲在線回彈控制模型的關(guān)鍵。
從20世紀(jì)開始[6-7],國內(nèi)外學(xué)者對單一板塑性彎曲回彈問題進行了研究,但拼焊板的V形彎曲的回彈解析預(yù)測的研究相對較少。姜銀方等[8]在假設(shè)拼焊板兩母板的幾何中心重合的條件下,研究了拼焊板V形彎曲回彈預(yù)測的解析方法。段永川等[9]考慮截面幾何的非對稱性,建立了縱向焊縫拼焊板V形自由彎曲回彈的預(yù)測模型。該模型在未貼模彎曲中的計算精度較高,但不適于小曲率彎曲回彈預(yù)測。因此,本文旨在建立適合拼焊板小曲率自由彎曲回彈的解析預(yù)測模型,并利用該模型分析不同工藝參數(shù)對拼焊板V形自由彎曲力和回彈后彎曲角度的影響規(guī)律。
1 解析分析
拼焊板對齊面朝向凸模成形時,隨著凸模行程的增加,凸模下方板料的最小彎曲半徑逐漸減小。板料未貼模時的變形如圖1a所示,板料貼模時的變形如圖1b所示,圖1中符號含義參見圖2。

(a)未貼模態(tài)(b)貼模態(tài)圖1 成形過程模具接觸狀態(tài)
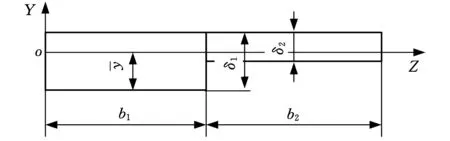
圖2 縱向拼焊板截面形狀

M1=∫S1σxydA=
(1)
M2=∫S2σxydA=
(2)
式中,σx為x方向的應(yīng)力;K1、K2分別為拼焊板厚側(cè)母板和薄側(cè)母板的強度系數(shù);n1、n2分別為拼焊板厚側(cè)母板和薄側(cè)母板的硬化指數(shù);ρx為拼焊板應(yīng)力中性層曲率半徑;b1、b2分別為拼焊板厚側(cè)母板和薄側(cè)母板的寬度;S1、S2分別為厚側(cè)母板和薄側(cè)母板的橫截面積。
根據(jù)式(1)、式(2)的積分結(jié)果,確定了A1和A2兩個中間變量:
(3)
(4)
結(jié)合式(1)、式(2)可得拼焊板彎曲過程中的任意一點x處的曲率:
(5)
1.1自由彎曲未貼模成形過程解析
假設(shè)作用于縱向拼焊板的彎矩呈線性分布,距離O點為x處的板料截面彎矩為
Mx=FN(l-x)/cosθ
(6)
式中,FN為凹模圓角處法向支撐力;l為凸模圓角中心與凹模圓角中心的距離。
n1=n2,K1=K2時,厚側(cè)母板在任意一點x處的曲率為
(7)
撓度y的二階導(dǎo)數(shù)為
(8)


(9)
結(jié)合廣義虎克定律和式(7)可計算出彈塑性分界點坐標(biāo)xsm:
(10)
設(shè)凸模圓角半徑為rp,凹模圓角半徑為rd,則凸模的位移h為

(11)
1.2自由彎曲貼模成形過程解析
1.2.1貼模區(qū)域彎矩及曲率的計算
通過式(5)可以得到厚側(cè)母板貼模段(0≤x≤xc)截面彎矩:
(12)
結(jié)合式(6)、式(12),可以計算得到
(13)
板料的質(zhì)點在厚側(cè)母板貼模段時,貼膜段各質(zhì)點成形彎矩為定值,可得出厚側(cè)母板在任意一點x處的曲率:
(14)
1.2.2未貼模區(qū)域彎矩及曲率的計算
假設(shè)在xc≤x≤l范圍內(nèi),板料截面上的彎矩呈線性分布,厚側(cè)母板截面彎矩為
(15)
結(jié)合式(5),可得出曲率分布方程:
(16)
此時的凸模位移為

(17)
1.3縱向拼焊板V形自由彎曲彈復(fù)過程分析
拼焊板回彈分析過程如圖3所示。首先假設(shè)兩母板卸載時無焊縫變形牽制作用。回彈前的構(gòu)形為C;卸載后,厚側(cè)板的構(gòu)形為A,薄側(cè)板的構(gòu)形為B。根據(jù)拼焊板的變形牽制關(guān)系,分別對厚側(cè)母板和薄側(cè)母板應(yīng)用卸載定律得
(18)
(19)

根據(jù)式(18)、式(19)可求得相互作用彎矩ΔM,將其代入式(18)可得拼焊板厚側(cè)母板任意一點x處回彈后的曲率半徑。根據(jù)回彈后的曲率半徑,可以獲得回彈后的彎曲角度,進而獲得后續(xù)控制系統(tǒng)的神經(jīng)網(wǎng)絡(luò)預(yù)測模型的訓(xùn)練樣本。
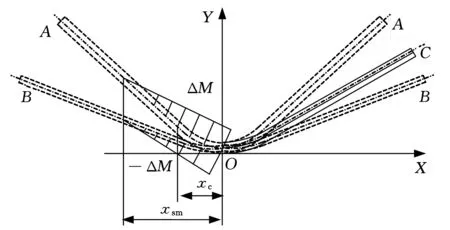
圖3 拼焊板V形自由彎曲回彈分析
2 工藝參數(shù)對彎曲力的影響
根據(jù)所建的回彈解析模型,確定影響拼焊板彎曲回彈的因素,如表1所示。在每個因素下,選擇3個水平值研究該因素對拼焊板V形彎曲的彎曲力和回彈后彎曲角的影響。在研究某一因素對彎曲力和回彈后彎曲角的影響規(guī)律時,其他因素選用表中“水平2”列值。
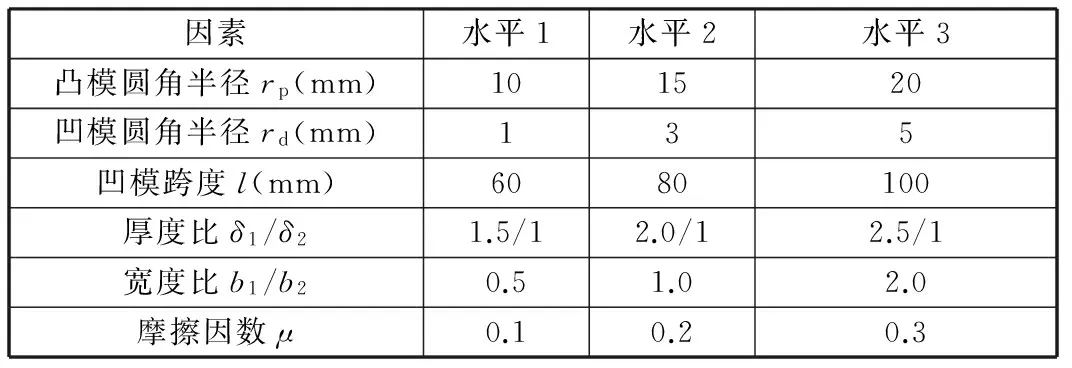
表1 試驗因子及其水平
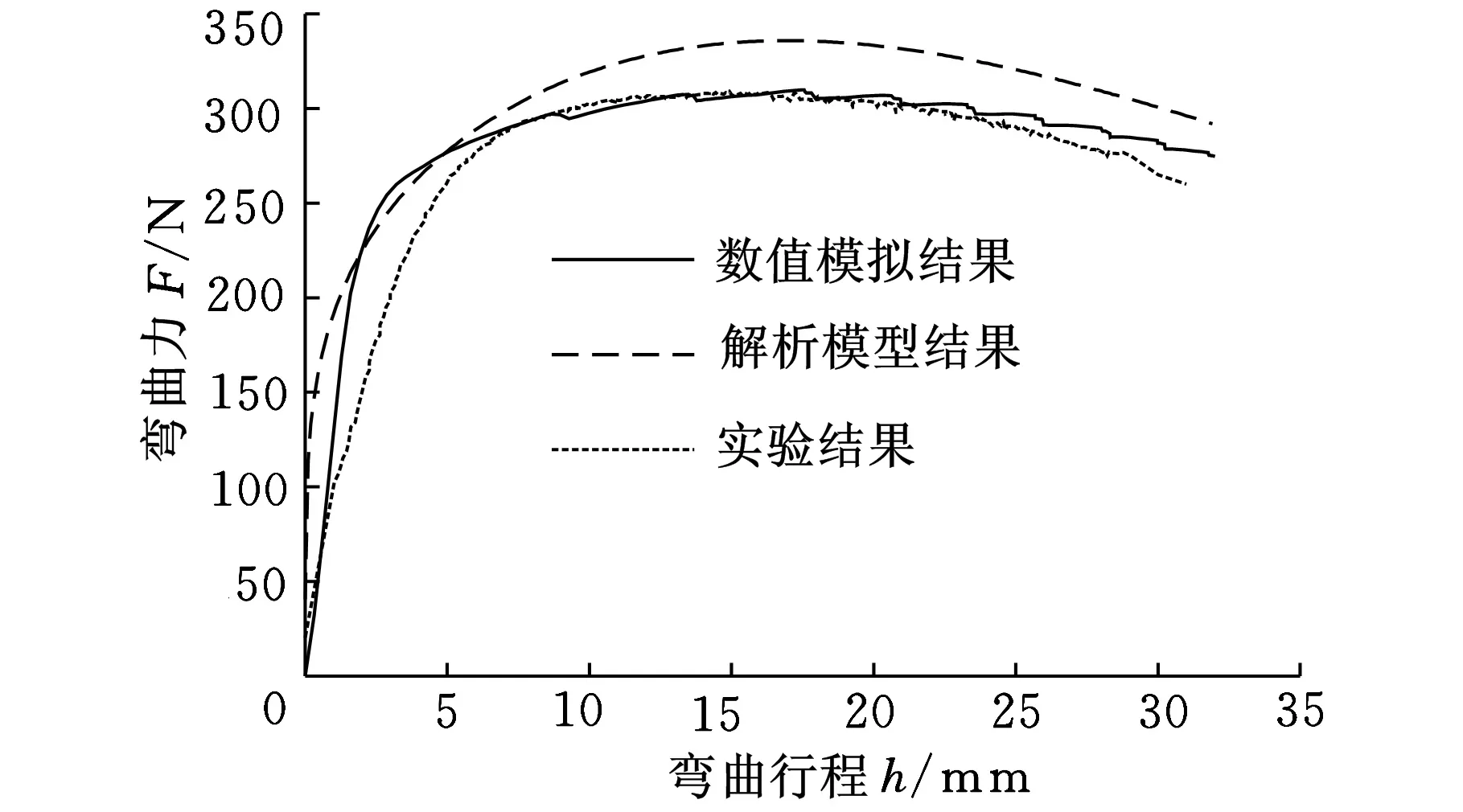
圖4 彎曲力-彎曲行程對比曲線
在研究拼焊板V形自由彎曲各影響因素對彎曲力影響規(guī)律之前,需要驗證解析模型的計算精度。實驗材料選用ST12板,屈服強度σs=178.60 MPa,彈性模量E=196.26 GPa,強度系數(shù)K=493.62 MPa,硬化指數(shù)n=0.224,泊松比ν=0.3。拼焊板母板寬25 mm,拼焊板料厚比為2.0/1。模具的凸模圓角半徑rp=10 mm,凹模圓角半徑rd=1 mm,凹模跨距l(xiāng)=52.5 mm,數(shù)值模擬和理論計算中取摩擦因數(shù)μ=0.1。解析模型、數(shù)值模擬和實驗所得結(jié)果如圖4所示。從圖4可以看出,數(shù)值模擬結(jié)果與實驗結(jié)果較為接近,兩者與解析模型結(jié)果存在一定偏差;屈服點附近,數(shù)值模擬與解析模型預(yù)測的彎曲力接近,而與實驗結(jié)果差別較大,但3條曲線隨行程的變化趨勢一致,因此,可以應(yīng)用上述解析模型分析拼焊板自由彎曲力的影響規(guī)律。
2.1凸模圓角半徑對彎曲力的影響
分別取凸模圓角半徑rp為10 mm、15 mm和20 mm,得出不同凸模圓角半徑下彎曲力行程曲線,如圖5所示。從圖5可以看出,彎曲行程小于6 mm時,3種凸模圓角半徑下的彎曲力基本相同;彎曲行程大于6 mm時,3種凸模圓角半徑下的彎曲力差值逐漸增大;相同彎曲行程下,彎曲力隨著凸模圓角半徑的增大而增大。
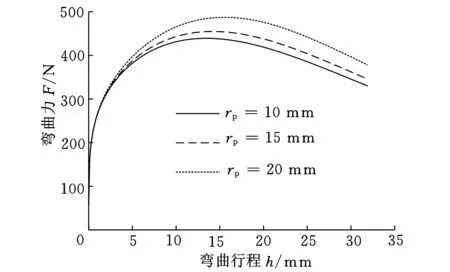
圖5 凸模圓角半徑對彎曲力的影響
2.2凹模圓角半徑對彎曲力的影響
分別取凹模圓角半徑rd為1 mm、3 mm和5 mm,得出不同凹模圓角半徑下彎曲力行程曲線,如圖6所示。從圖6可以看出,彎曲行程小于5 mm時,3種凹模圓角半徑下的彎曲力基本相同;彎曲行程大于5 mm時,3種凹模圓角半徑下的彎曲力出現(xiàn)差別,但相差不大;相同彎曲行程下,凹模圓角半徑大的彎曲力大。
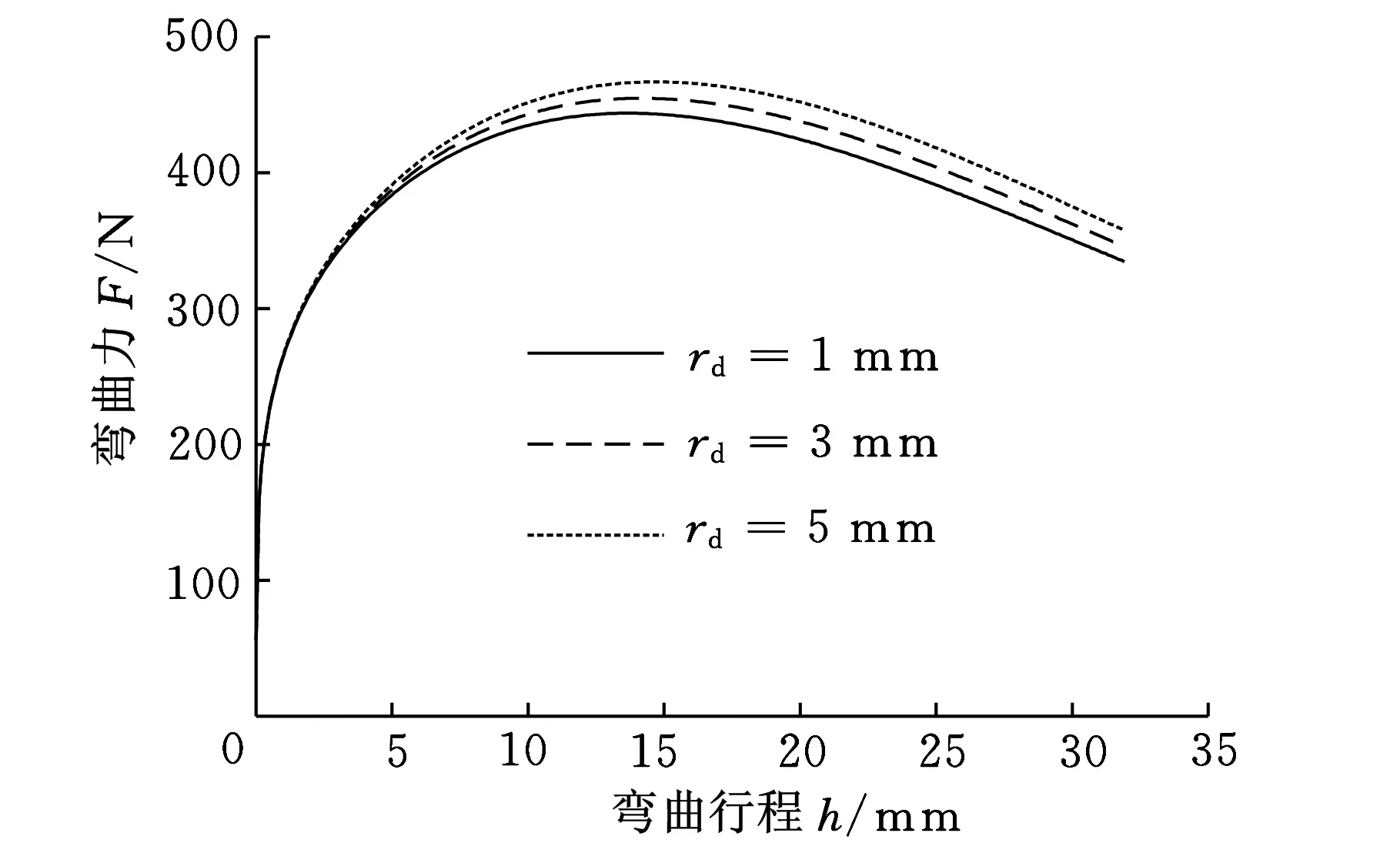
圖6 凹模圓角半徑對彎曲力的影響
2.3凹模跨度對彎曲力的影響
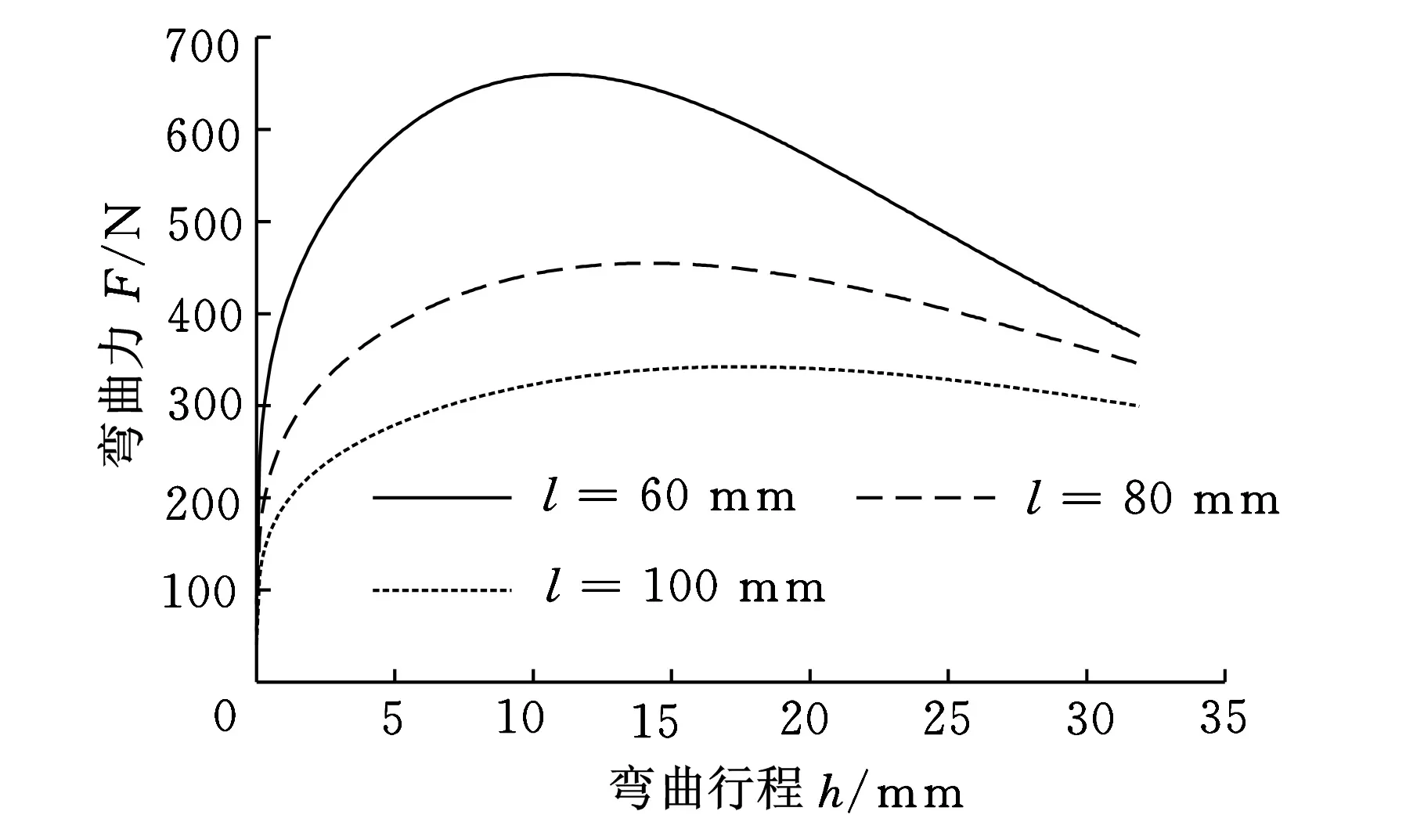
圖7 凹模跨度對彎曲力的影響
分別取凹模跨度l為60 mm、80 mm和100 mm,得出不同凹模跨度下彎曲力行程曲線,如圖7所示。從圖7可以看出,相同彎曲行程下,3種凹模跨度的彎曲力差值較大;跨度為60 mm時的彎曲力最大,彎曲力變化梯度也較大。隨著彎曲行程的增加,3種凹模跨度下彎曲力差值逐漸減小。
2.4厚度比對彎曲力的影響
分別取厚度比δ1/δ2為1.5/1、2.0/1和2.5/1,得出不同拼焊板厚度比下的彎曲力行程曲線,如圖8所示。從圖8可以看出,相同彎曲行程下,3種拼焊板厚度比的彎曲力差值較大;隨著彎曲行程的增加,3種厚度比下的彎曲力差值有所減小。厚度比為2.5/1的拼焊板成形彎曲力最大。
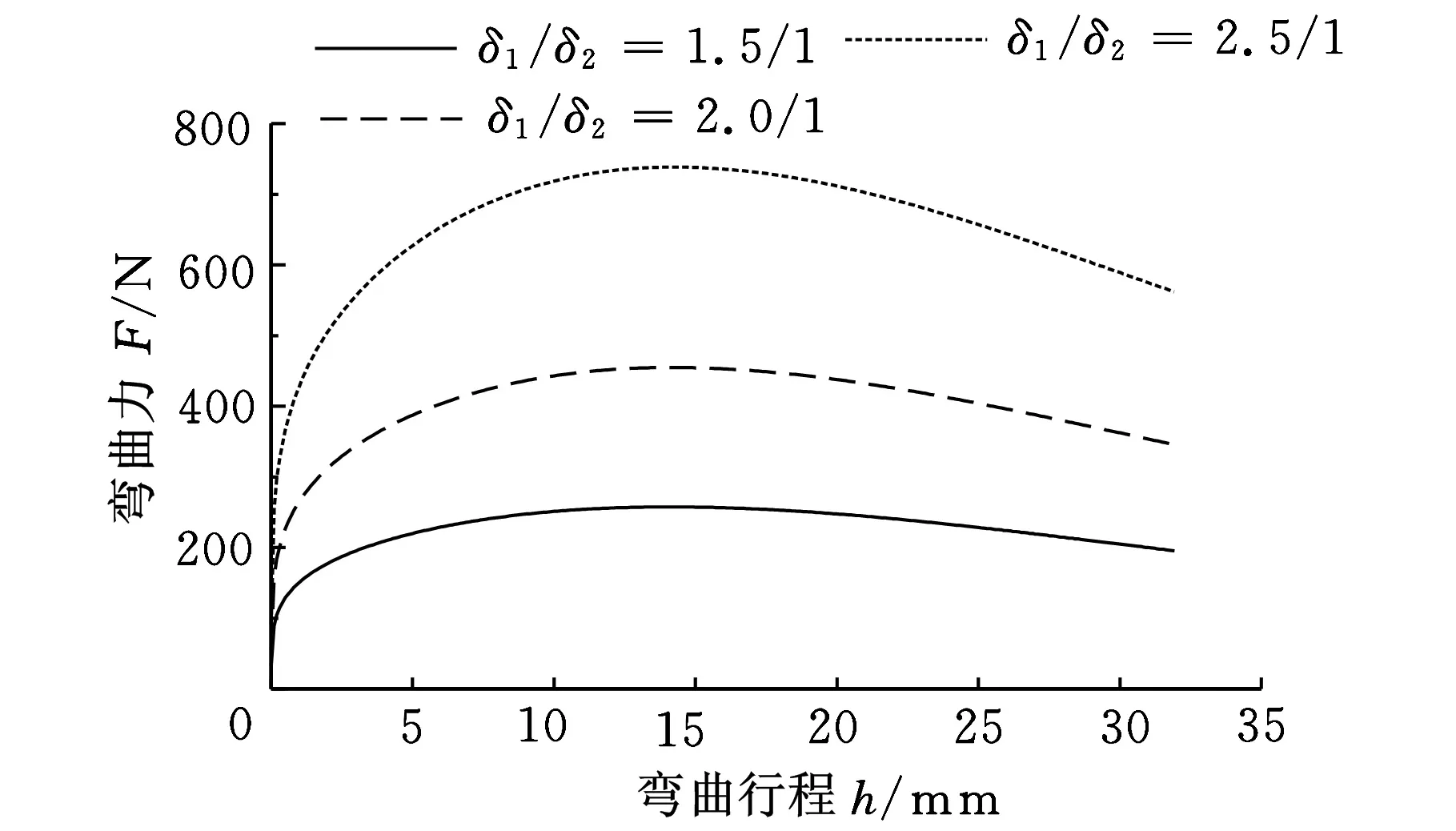
圖8 厚度比對彎曲力的影響
2.5寬度比對彎曲力的影響
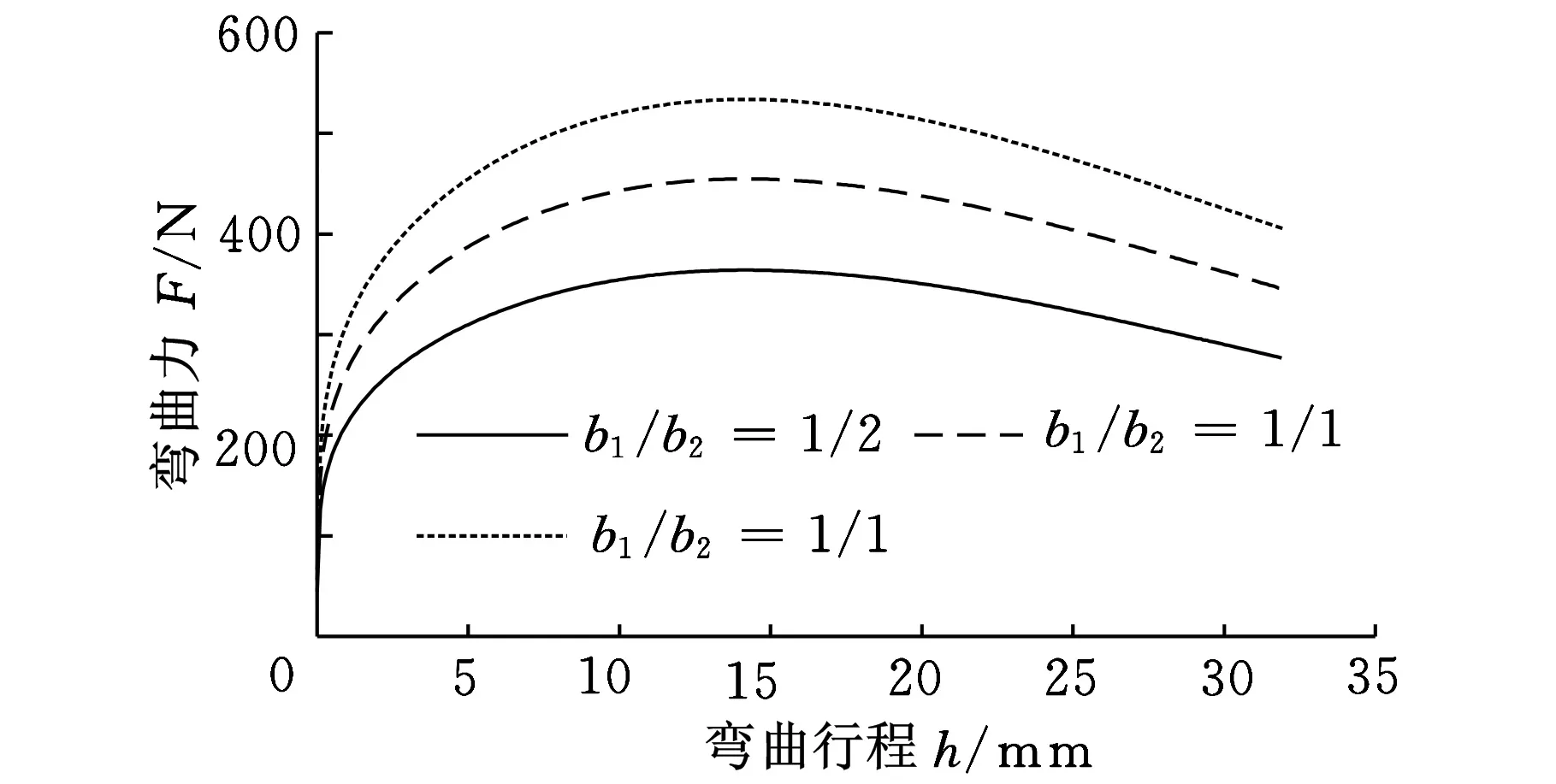
圖9 寬度比對彎曲力的影響
分別取拼焊板寬度比b1/b2為1/2、1/1和2/1,得出不同拼焊板寬度比下彎曲力行程曲線,如圖9所示。從圖9可以看出,相同彎曲行程下,3種拼焊板寬度比的彎曲力差值較大;拼焊板寬度比為2/1時,彎曲力最大,而且3種拼焊板寬度比下的彎曲力變化梯度相當(dāng)。隨著彎曲行程的增加,3種拼焊板寬度比下的彎曲力差值有所減小。
2.6摩擦因數(shù)對彎曲力的影響
分別取摩擦因數(shù)μ為0.1、0.2和0.3,得出不同摩擦因數(shù)下彎曲力行程曲線,如圖10所示。從圖10可以看出,彎曲行程小于7 mm時,3種摩擦因數(shù)下的彎曲力差值不大;彎曲行程大于7 mm時,3種摩擦因數(shù)下的彎曲力差值增大;摩擦因數(shù)為0.3時,拼焊板成形彎曲力最大。
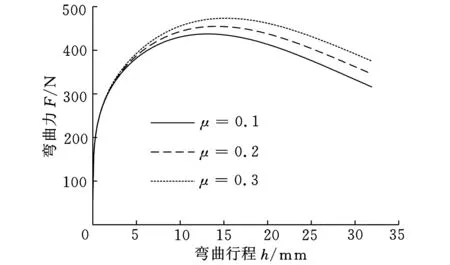
圖10 摩擦因數(shù)對彎曲力的影響
3 工藝參數(shù)對回彈后彎曲角的影響
在液壓機上完成拼焊板V形自由彎曲實驗后,采用美國CimCore公司生產(chǎn)的3000i系列柔性三坐標(biāo)測量系統(tǒng)對卸載后的彎曲角度進行點接觸式檢測。實驗、數(shù)值模擬和解析模型的結(jié)果如圖11所示,從圖11可以看出,數(shù)值模擬和解析模型結(jié)果與實驗結(jié)果都存在一定偏差,解析模型的最大相對誤差為3.03%,但解析模型、數(shù)值模擬和實驗結(jié)果曲線變化趨勢一致。

圖11 卸載后彎曲角αu實驗與理論對比曲線
3.1凸模圓角半徑對回彈后彎曲角的影響
分別取凸模圓角半徑為10 mm、15 mm和20 mm,得出不同凸模圓角半徑下回彈后彎曲角行程曲線,如圖12所示。從圖12可以看出,彎曲行程較小時,3種凸模圓角半徑下的回彈后彎曲角基本相同;隨著彎曲行程的增加,3種凸模圓角半徑下回彈后的彎曲角差值增大;凸模圓角半徑越大,回彈后彎曲角越小。

圖12 凸模圓角半徑對回彈后彎曲角的影響
3.2凹模圓角半徑對回彈后彎曲角的影響
分別取凹模圓角半徑為1 mm、3 mm和5 mm,得出不同凹模圓角半徑下回彈后彎曲角行程曲線,如圖13所示。從圖13可以看出,隨著凹模圓角半徑的增大,回彈后彎曲角逐漸減小。

圖13 凹模圓角半徑對回彈后彎曲角的影響
3.3凹模跨度對回彈后彎曲角的影響
分別取凹模跨度為60 mm、80 mm和100 mm,得出不同凹模跨度下回彈后彎曲角行程曲線,如圖14所示。從圖14可以看出,3種凹模跨度下的回彈后彎曲角差值較大,跨度為60 mm時的回彈后彎曲角最小。跨度為60 mm時,回彈后的彎曲角隨行程出現(xiàn)明顯的非線性變化。隨著彎曲行程的增加,3種凹模跨度下的回彈后的彎曲角差值增大。

圖14 凹模跨度對回彈后彎曲角的影響
3.4厚度比對回彈后彎曲角的影響

圖15 厚度比對回彈后彎曲角的影響
分別取厚度比為1.5/1、2/1和2.5/1,得出不同厚度比下回彈后彎曲角行程曲線,如圖15所示。從圖15可以看出,隨著彎曲行程的增加,3種厚度比下的回彈后彎曲角差值有所增大,厚度比為2.5/1的拼焊板回彈后彎曲角最小。
3.5寬度比對回彈后彎曲角的影響
分別取寬度比為1/2、1/1和2/1,得出不同拼焊板寬度比下的回彈后彎曲角行程曲線,如圖16所示。從圖16可以看出,3種拼焊板寬度比下的回彈后彎曲角基本相同,寬度比對回彈后彎曲角的影響較小。

圖16 寬度比對回彈后彎曲角的影響
3.6摩擦因數(shù)對回彈后彎曲角的影響
分別取摩擦因數(shù)為0.1、0.2和0.3,得出不同摩擦因數(shù)下的回彈后彎曲角行程曲線,如圖17所示。從圖17可以看出,3種摩擦因數(shù)下的回彈后彎曲角基本相同,摩擦因數(shù)對回彈后彎曲角的影響較小。

圖17 摩擦因數(shù)對回彈后彎曲角的影響
4 彎曲回彈控制主要影響因素
拼焊板V形自由彎曲成形及回彈控制系統(tǒng)包含材料性能的識別模型和針對單一個體的特殊性進行相應(yīng)工藝參數(shù)預(yù)測的模型。解析模型存在迭代計算,故利用解析法建立的工藝參數(shù)識別和預(yù)測模型,難以保證系統(tǒng)運行的實時性。神經(jīng)網(wǎng)絡(luò)模型可以實現(xiàn)多輸入和多輸出的映射關(guān)系,且算法效率高。利用上述解析模型構(gòu)造樣本集對神經(jīng)網(wǎng)絡(luò)進行訓(xùn)練和學(xué)習(xí)。神經(jīng)網(wǎng)絡(luò)模型確定輸入輸出變量后,需要一定數(shù)量的樣本數(shù)據(jù)來訓(xùn)練神經(jīng)網(wǎng)絡(luò),而樣本數(shù)量的選取與神經(jīng)網(wǎng)絡(luò)的輸入、輸出和隱層節(jié)點數(shù)相關(guān)[5,10],即
KN=αNT
(20)
式中,K為輸出節(jié)點個數(shù);N為樣本數(shù);NT為待定網(wǎng)絡(luò)參數(shù)個數(shù);α為網(wǎng)絡(luò)調(diào)節(jié)系數(shù)(一般取1~2)。
對于單隱層網(wǎng)絡(luò),待定網(wǎng)絡(luò)參數(shù)的個數(shù)為[5,10]
NT=J(I+K)+J+K
(21)
式中,I為輸入節(jié)點數(shù);J為隱層節(jié)點數(shù)。
從式(20)、式(21)可以看出,輸入、輸出和隱層節(jié)點越多,網(wǎng)絡(luò)規(guī)模越大,訓(xùn)練時間越長,因此,在建立回彈控制模型時,需要確定主要控制變量,減小神經(jīng)網(wǎng)絡(luò)規(guī)模,提高神經(jīng)網(wǎng)絡(luò)在線運行效率。在表1所示各影響水平范圍內(nèi),根據(jù)解析模型得出了不同工藝參數(shù)對彎曲力和回彈后彎曲角的影響規(guī)律:凸模圓角半徑、凹模跨度、厚度比和寬度比對拼焊板V形自由彎曲力影響較大,在建立材料性能識別模型時,應(yīng)將上述因素作為輸入變量;凸模圓角半徑、凹模圓角半徑、凹模跨度和厚度比對回彈后彎曲角影響較大,在工藝參數(shù)預(yù)測模型時,應(yīng)將上述因素作為輸入變量。
5 結(jié)論
(1)本文建立了可適用于拼焊板小曲率自由彎曲回彈的解析預(yù)測模型,所建立的回彈預(yù)測模型將成形過程分為貼模階段和未貼模階段進行研究。分別根據(jù)貼模態(tài)和未貼模態(tài)的拼焊板彎矩分布特點,構(gòu)建了2種狀態(tài)下的曲率分布方程。
(2)在自由彎曲成形階段,基于行程加載得出了彎曲力和彎曲行程關(guān)系;在自由彎曲卸載階段,考慮了兩母板間相互作用的彎矩,基于單一母板求解了拼焊板母板回彈后的彎曲角。
(3)在表1所示水平范圍內(nèi),根據(jù)解析模型得出了不同工藝參數(shù)對彎曲力和回彈后彎曲角的影響規(guī)律:凸模圓角半徑、凹模跨度、厚度比和寬度比對拼焊板V形自由彎曲力影響較大,在建立材料性能識別模型時,應(yīng)將上述因素作為輸入變量考慮;凸模圓角半徑、凹模圓角半徑、凹模跨度和厚度比均對回彈后彎曲角影響較大,在工藝參數(shù)預(yù)測模型時,應(yīng)將上述因素作為輸入變量考慮。
[1]陳剛強,李光耀,孫光永,等.拼焊板車門焊縫布置與尺寸優(yōu)化設(shè)計方法研究[J].中國機械工程,2013,24(1):103-109.
Chen Gangqiang,Li Guangyao,Sun Guangyong,et al.Research on Layout of Weld Lines and Size Optimization for TWB Doors[J].China Mechanical Engineering,2013,24(1):103-109.
[2]Chang S H,Shin J M,Heo Y,et al.Springback Characteristics of the Tailor-welded Strips in U-bending[J].Journal of Materials Processing Technology,2002,130/131:14-19.
[3]姜銀方,丁新立,袁國定,等.差厚激光拼焊板的拉延切邊回彈特性[J].機械工程學(xué)報,2008,44(12):203-207.
Jiang Yingfang,Ding Xinli,Yuan Guoding,et al.Investigation of Draw-trimming Springback of Laser Tailor-welded Blanks[J].Chinese Journal of Mechanical Engineering,2008,44(12):203-207.
[4]童正國,林建平,田浩彬,等.直線焊縫差厚拼焊板的成形規(guī)律[J].機械工程學(xué)報,2008,44(5):215-219.
Tong Zhengguo,Lin Jianping,Tian Haobin,et al.Formability Principles of Linear-weld-line Tailor-weld Blank(TWBs) with Different Thickness Ratios[J].Chinese Journal of Mechanical Engineering,2008,44(5):215-219.
[5]官英平,趙軍,蘇春建. 寬板V形自由彎曲智能化控制過程材料參數(shù)識別及最優(yōu)工藝參數(shù)預(yù)測術(shù)[J]. 機械工程學(xué)報,2005,41(4):199-202.
Guan Yingping,Zhao Jun,Su Chunjian.Material Parameter Identification and Optimal Technological Parameter Prediction for Intelligent Control of V Shape Free Bending Process of Wide Sheet Metal[J]. Chinese Journal of Mechanical Engineering,2005,41(4):199-202.
[6]余同希,章亮熾. 塑性彎曲理論及其應(yīng)用[M]. 北京:科學(xué)出版社,1992.
[7]Kazan R,Firat M,Tiryaki A E.Prediction of Springback in Wipe-bending Process of Sheet Metal Using Neural Network[J]. Materials and Design, 2009,30(2):418-423.
[8]姜銀方,袁國定,楊繼昌. 拼焊板彎曲回彈的理論與試驗研究[J]. 機械工程學(xué)報,2005,41(12):200-204.
Jiang Yinfang,Yuan Guoding,Yang Jichang.Springback in the Bending of Tailor Welded Blanks in Theory and Experiment[J].Chinese Journal of Mechanical Engineering,2005,41(12):200-204.
[9]段永川,官英平,趙軍. 拼焊板寬板V形自由彎曲回彈預(yù)測及試驗驗證[J]. 機械工程學(xué)報,2012,48(20):63-69.
Duan Yongchuan,Guan Yingping,Zhao Jun. Prediction and Experiment Verification of Spring-back of Tailor Welded Blanks Air Bending Process[J].Journal of Mechanical Engineering,2012,48(20):63-69.
[10]聞新.MATLAB神經(jīng)網(wǎng)絡(luò)應(yīng)用設(shè)計[M].北京:科學(xué)出版社,2000.
(編輯張洋)
Analysis of Effect Factor of Springback Control of Tailor Welded Blanks Air Bending Process
Duan YongchuanGuan Yingping
Key Laboratory of Advanced Forging & Stamping Technology and Science Ministry of Education,Yanshan University,Qinhuangdao,Hebei,066004
An analytical springback prediction model of TWBs for air bending process was put forward for small curvature bending.At the air bending unloading phase,the interaction moment of the two parent blanks was introduced to the model,the unloaded angle was obtained based on a single parent plate in the analytical model.The effect law of bending force and unloaded angle were obtained using analytical model.The main effect factors of bending force and unloaded angle were determined.
tailor welded blank(TWB);air bending;springback control;analytical model;effect factor
2013-09-09
國家自然科學(xué)基金資助項目(51275444);高等學(xué)校博士學(xué)科點專項科研基金資助項目(20121333110003);秦皇島市科技支撐計劃資助項目(201401A034);燕山大學(xué)博士基金資助項目(B861)
TG386.31DOI:10.3969/j.issn.1004-132X.2015.02.024
段永川,男,1983年生。燕山大學(xué)機械工程學(xué)院講師。主要研究方向為拼焊板沖壓成形。發(fā)表論文7篇。官英平(通信作者),男,1963年生。燕山大學(xué)機械工程學(xué)院教授、博士研究生導(dǎo)師。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
媽媽寶寶(2017年3期)2017-02-21 01:22:28
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
