多工位壓力機模具設計應關注的細節問題研究
2015-10-29 06:29:55李健平
科學家 2015年9期
關鍵詞:細節
李健平

摘 要 多工位自動壓力機在應用其自動化程度高、操作安全性、生產力、綜合成本、沖壓件生產周期、沖壓件處理等方面具備突出優勢,有助于模具制作,進行形狀復雜工件加工效果良好。作為一種先進鍛壓機械,依托機構改進及微電子技術進步,其在沖壓領域應用越發廣泛。在多工位壓力機模具設計過程中,需要充分重視一些細節問題,以保障所設計制作的模具能夠滿足實際生產的現實需求,實現其設計目標及效益。
關鍵詞 多工位壓力機;模具設計;細節
中圖分類號 TG3 文獻標識碼 A 文章編號 2095-6363(2015)09-0060-02
多工位壓力機在應用中表現出眾多優勢,在一臺多工位壓力機上實現多個工位運行,通過多工位送料機構將沖壓件在模具之間進行傳送。在一對送料夾板運作下,工件從一個工位傳送到另一工位,在夾板中設置若干夾具實現工件夾持。上世紀七十年代,集成電子技術、機械控制及檢測技術等為一體,研究出了新型沖壓設備即三坐標板沖多工位壓力機。多工位壓力機的出現,滿足了工業批量生產對沖壓設備的需求。為滿足企業自身實際需要,在多工位壓力機模具設計過程中,需要充分關注一些細節問題,優化設計細節以保障多工位壓力機模具設計質量。
1 多工位壓力機模具設計中應關注的細節問題及優化措施分析
三坐標多工位壓力機送料運動表現為三維立體動作,包括夾緊、提升、送進、下降、松開與返回幾個動作。而傳統的二坐標多工位壓力機動作表現為二維平面動作,相比三維立體動作缺少了提升及下降動作。采取三坐標多工位壓力機,其送料運動形式在很大程度上降低了對模具的限制。為切實確保多工位壓力機模具設計質量,需要充分關注設計細節問題,將其作為設計處理的關鍵點,以切實保障模具設計水平,具體表現為以下幾點。
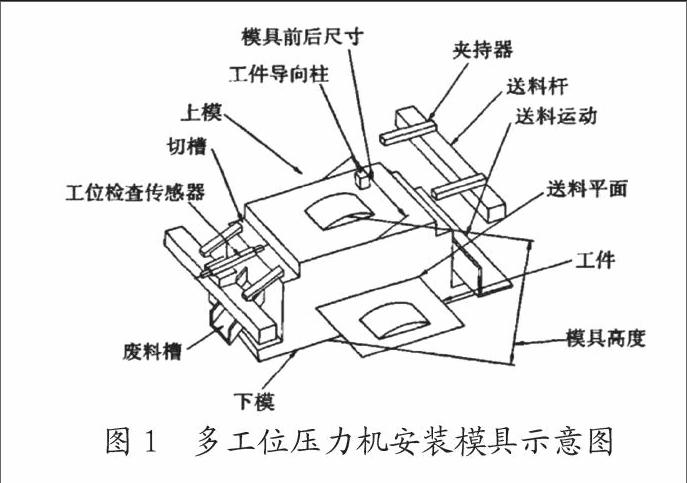
1)模具結構小型化,確保全線下模高度一致。受多工位壓力機模具有限空間限制,在進行模具結構設計過程中,需要堅持結構緊湊原則,合理優化結構空間,將結構尺寸最大程度上降低,實現模具結構小型化。考慮到多工位壓力機在運行過程中通過兩根送料桿從兩邊進行工件夾緊,要求全線下模高度保持一致,模具高度設置同樣應保持參數一致。多工位壓力機安裝模具示意圖1所示。
2)夾持器及頂料設置。模具設計中,通過同一基板安裝夾持器及夾爪于主夾板中。多工位壓力機運行要求通過夾爪或夾持器進行工件夾取,為便于夾持器或夾爪深入,方便進行坯料提升操作與下模剪斷操作等,需要在設計過程中充分考慮夾取空間問題,預留出相對充分的空間是保障多工位壓力機模具運行質量的基礎。在設計中,應充分關注以下問題:進行模具四角切槽操作,確保夾緊器通過切槽進行工件夾取,模具壁與夾緊器之間應確保存在不低于20mm的間隙。如模具四角切槽無法滿足實際需求,則需要采取下頂料裝置進行工件上浮。當前,下頂料裝置主要表現為彈簧、汽抽缸、拉伸墊。通過下頂料裝置進行工件上浮操作,其上浮距離必須要超出夾持器下板的實際厚度參數,一般上浮距離多控制在30~50mm范圍內。彈簧式頂料裝置與氣缸式頂料裝置應用較為常見,相對而言,為獲得更好的送料快速響應,并滿足模具安裝空間要求,多選擇采取彈簧式頂料裝置。在模具設計過程中,為保障模具頂料裝置運行質量及動作可靠性,要求采取防塵、性能突出且壽命較長的彈簧。
3)工件導向及定位設計。多工位壓力機在設計過程中,為確保模具滿足實際需求,需要切實做好工件夾持、工件導向及定位工作。多工位壓力機模具需要對所有工位設置工件夾取檢測傳感器,通過傳感器對工件被夾持狀態進行檢測。基于此,在模具設計過程中需要充分考慮檢測傳感器設置空間問題。多工位壓力機工件定位實現主要是通過定位銷來完成,定位銷設置于下模中,具體如下圖2所示。
在一般設計中,于拉伸工位工件中進行定位孔設置,其后續工位下模則設計有相應定位銷以實現工件定位操作。在多工位壓力機模具設計中,其工件定位可通過單定位銷來實現,如采取多個定位銷則可能會引起送料精度不足從而影響工件定位效率及質量。為保障工件定位的準確性與快速性,在設計中要求下模安裝工件導向柱。如工件導向柱實際高度與工件夾緊曲線之間不相互干涉,則其高度參數應盡量選大值,但其高度不宜超出送料桿提升行程高度。
4)廢料處理問題。進行多工位壓力機模具設計過程中,需要充分考慮廢料切碎問題與廢料排除問題,模具運行應可以將廢料切碎到符合標準值的碎塊,以方便廢料排出。一般廢料切碎以長度不低于300mm為準。在完成廢料切碎后,廢料會通過前后臺進行排出,設計要求廢料槽傾斜角不小于30°,且廢料槽應延伸出工作臺50mm。廢料槽截面尺寸一般最小設計規格為350×700mm,其長度及寬度方向應超出最大廢料對角線尺寸參數的兩倍。如出現模具自動排料困難問題,可以采取增加氣動清理廢料裝置。設計過程中應充分認識到,多工位壓力機下模不應作為廢料貯存箱。如工作臺送料行程距離超出1m或工作臺前后尺寸超出2m,在這種環境下采取工作臺前后方向排廢料的方式存在著不合理性,一般要求在底座上或送料方向工作臺臺面中開廢料排除孔。
5)整形要求與干涉檢查問題。三坐標多工位壓力機進行工件整形,可以通過凸模側孔沖壓來實現。沖壓整形過程中,需要適當降低夾緊行程,為此,需要確保滑動塊厚度與凸模厚度參數盡量低,這些裝置越薄則夾緊行程越短。在模具工件整形過程中,需要考慮頂料機構、夾緊及滑塊干涉問題檢查,避免因頂料機構干涉帶來生產速度降低問題。為盡可能的降低頂料機構行程,要求滑塊位于下死點位置時,工件上平面與下模上平面保持平齊狀態。進行干涉檢查是多工位壓力機模具設計中需要關注的關鍵問題。在同一模具空間之中同時進行上模、送料機構運動,為避免出現干涉引起碰撞事故,要求完成設計工作的模具做好檢驗工作,上模與送料機構之間應保持不低于25mm間隙。設計過程中,要求在上模送料方向進行上下模導向柱設置,而不在工件夾緊方向進行設置,以確保工件導向作用有效發揮,此外,多在模具設計中選擇應用圓形導向柱。
2 結論
多工位自動壓力機模具設計水平及質量直接關系著模具是否能夠滿足工業生產的實際,關系著模具應用效益。在多工位自動壓力機模具設計過程中,需要做好細節處理工作。針對模具設計問題,以模具結構問題、夾持器及頂料設置問題、工件導向及定位設計、廢料處理問題、整形要求與干涉檢查問題為重點,對其設計細節進行了探索。實踐證明,做好多工位自動壓力機模具設計細節問題,合理優化設計結構,做好干涉檢查及各項設計工作,有助于提升設計生產模具質量及水平,為切實滿足工業生產需求,實現模具設計及生產效益發揮積極作用。
參考文獻
[1]彭雁.多工位壓力機模具設計時應注意的問題[J].鍛壓裝備與制造技術,2011(4):88-91.
[2]張錚,殷敏.基于多工位壓力機的蓋罩成套沖壓模具設計[J].機床與液壓,2011,39(8):40-43.
[3]左治江,文亮,李智勤,等.左右后翼子板延伸板多工位沖壓工藝分析[J].鍛壓裝備與制造技術,2015,50(2):74-77.
[4]程鳳蘭,臧希喆,趙杰,等.一種嵌入式多工位壓力機送料機構控制系統[J].制造業自動化,2011,33(16):93-94,127.
猜你喜歡
我愛學·笑話與口才(2024年9期)2024-08-08 00:00:00
江蘇安全生產(2022年6期)2022-07-29 01:22:48
家庭影院技術(2020年10期)2020-12-14 07:53:50
作文成功之路·小學版(2019年8期)2019-09-18 01:12:08
小學生優秀作文(低年級)(2018年10期)2018-10-13 01:56:50
小學生優秀作文(低年級)(2018年6期)2018-05-19 01:54:35
攝影之友(影像視覺)(2018年1期)2018-03-22 01:12:06
幸福(2017年18期)2018-01-03 06:34:47
Coco薇(2016年10期)2016-11-29 19:59:58
山東青年(2016年1期)2016-02-28 14:25:30
