新型差溫爐測溫研究與工藝改進
2015-10-31 02:47:05劉磊
金屬加工(熱加工) 2015年7期
■劉磊
新型差溫爐測溫研究與工藝改進
■劉磊

支承輥在軋機中用來支承工作輥或中間輥,軋制時防止工作輥出現撓曲變形而影響板形質量。支承輥質量的優劣直接影響軋板的產量及質量。
熱處理過程是影響支承輥質量的重要環節,合理的熱處理工藝可以有效的優化組織分布,控制晶粒尺寸,改善應力狀態。我公司Cr4系材料支承輥最終熱處理,采用差溫熱處理+回火工藝。差溫熱處理是將支承輥輥身置于專用差溫爐內,由高速燒嘴噴出火焰對輥身表面進行快速加熱,使輥身表面產生一定深度的奧氏體層而心部仍保持在相變點以下,然后進行噴霧淬火的一種熱處理方法。
差溫爐是差溫熱處理最重要的設備,本文對一套新型差溫爐系統進行測溫研究,從而掌握該設備的性能和輥子在差溫過程中的溫度變化情況,并依此對原有的差溫熱處理工藝進行優化。
一、試驗材料與方法
試驗采用φ1600m m支撐輥,材質為Cr4。輥身采用敷偶的方法測定差溫熱處理過程中不同位置和深度的溫度變化,敷偶位置及深度見圖1。輥身螺紋孔從左到右依次排開,偶孔號依次標記為1#、2#、……、7#,實際深度分別對應為90mm、90mm、110m m、20m m、795m m、160mm、20mm。
差溫試驗共進行兩次,以便對比不同工藝下的差溫效果,試驗工藝如圖2所示。整個試驗過程中,熱電偶全程記錄試驗件的溫度變化。此外差溫爐內的紅外測溫裝置能記錄輥身外表面溫度變化,通過與電偶數據對比,可以檢驗測溫儀的準確性,從而在實際生產中通過測溫儀的實時數據來掌握輥子的熱處理情況。
進入差溫爐前試驗件在回火電爐內進行預熱升溫,以保證輥身內外溫度均勻一致,整個輥身進入塑性狀態,為承受后續劇烈的快速加熱做準備,并且減少加熱造成的熱應力。經過預熱的支承輥轉入差溫爐后,先以較大的功率使爐溫迅速加熱到高保溫度(1070℃、1040℃)保持,以使輥面溫度迅速達到奧氏體化溫度,然后適當降低爐溫(1010℃、1000℃)進行保溫,避免輥身過熱。如果輥面溫度過高導致淬火組織粗化,淬火容易脫肩。保溫時間根據輥身直徑大小、淬硬層深度及實際升溫速度綜合考慮。測溫試驗結束后不進行噴淬而是先空冷降溫,然后轉回電爐內進行回火。

圖1 試驗件敷偶孔位置及深度
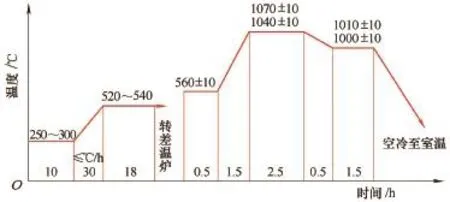
圖2 測溫工藝曲線
二、試驗結果與分析
1. 第一次測溫結果與分析
(1)測溫曲線 第一次差溫加熱過程中不同深度孔的測量溫度值隨時間變化的曲線如圖3所示。預熱出爐后,差溫爐出問題,試驗件空冷4.5h,其心部溫度由456℃升至462℃(max),后又降至415℃時開始執行差溫工藝,故試驗件入差溫爐時的溫度偏低。由圖可知:①整個升溫及高保階段,工件表面及內部各區域(除5#偶外)均處于快速升溫過程,未出現曲線拉平現象。心部5#偶溫前期先降低再升高,是由于入爐前空冷時間過長,輥身外部熱損失大,導致心部蓄熱量減少所致。②高保降溫開始后,4#和7#偶及1#偶溫度小幅降低后保持穩定,其他偶繼續升溫并保持穩定的梯度,但升溫速度較高保階段明顯變慢,且越靠近表面越明顯,心部基本無影響。
從具體數據上來看:①4#偶(中部):高保1.5h后偶溫到達941℃,高保結束升至962℃(max);降溫及低保階段,偶溫先降至938℃,最后緩慢升至944℃。②7#偶(邊部):高保1.5h后偶溫達942℃,高保結束升至957℃(max);降溫及低保階段,偶溫一直下降至928℃,并保持不變。③整個差溫過程至低保結束,1#偶(邊部)升至901℃;2#偶(中部)升至895℃,3#偶升至878℃,6#偶升至837℃,5#偶(心部)升至634℃。
(2)紅外測溫儀與表面偶數據對比 選取位于爐膛中間部位的紅外測溫儀數據與表面偶數據對比分析,如圖4所示。在工藝開始階段,由于爐膛內的燒嘴在開始時以最大功率加熱,所以輥子的外表面溫度迅速升高;當進入到高溫保持階段后,燒嘴熱輸入基本保持穩定,故紅外所示的輥子外表面溫度達到峰值后保持穩定,而由于輥子內部升溫吸熱的影響,導致表面熱電偶的溫度低于最外層的溫度;在低溫保持階段,燒嘴功率降低,三者溫度均小幅下降并趨于一致。同時也能看到在輥子表面至少20mm深度的表層已經完全奧氏體化,且內部溫度梯度也比較合適,已滿足出爐噴淬的要求。
(3)試驗輥開爐空冷溫度變化分析 在實際生產中,輥子差溫熱處理出爐后要馬上進行噴淬,但是中間需要一定的時間把輥子移動到噴霧淬火機床上,時間大概要7~10min,所以了解輥子在出爐后的溫度變化情況也很有必要,輥身不同位置的溫度變化趨勢如圖5所示。
從4#和7#兩個表面偶數據對比來看,出爐時4#945℃、7#930℃,二者相差15℃;10min后4#731℃、7#715.5℃,相差15.5℃;降溫分別為214℃和214.5℃,這說明在10min內表面降溫速率相同。隨著時間延長,邊部的降溫明顯加快,這說明邊部的散熱條件較好。
對于1#和2#兩支偶,出爐時1#(902.4℃)比2#(896.9℃)偶高出5.5℃,但是空冷10min后,1#(830.2℃)比2#(841.6)偶低11.4℃,分別下降72.2℃和55.3℃,說明邊部降溫更快些。空冷時間越長,溫差越明顯。
5#為內部傳熱,對外界溫度變化無反應,溫度穩定升高。
上述數據表明,在差溫出爐空冷的一定時間內,軋輥外層降溫明顯,且越靠近表面降溫越快;邊部比中部降溫快些,且時間越長越明顯;心部基本不受影響。在實際的噴淬條件下,邊部的降溫將會明顯快于輥子的中間位置,所以在制定熱處理工藝時要考慮到此種情況,以避免輥子肩部開裂或硬度不合格。
2. 第二次測溫結果與分析
(1)第二次測溫曲線 由于第一次測溫時,高保1.5h兩支20mm深偶溫即超了940℃,高保結束時偶溫最高達962℃(對應紅外達980℃),溫度過高將使輥子外層晶粒嚴重長大,組織粗大,合金碳化物溶解,不利于良好淬硬層的形成。故調整了工藝的高保和低保溫度進行第二次測溫,為了保證淬硬層深,并未調整工藝時間。
不同深度的溫度值隨時間變化的曲線如圖6所示。從各偶的溫度變化趨勢來看,與第一次測溫基本一致。從具體溫度數據上來看:①第二次測溫高保階段,兩支表面偶最高溫均比第一次低。4#偶(中部)升至918℃,7#偶(邊部)達到908℃;降溫及低保階段,溫度先降后升,但溫度仍未達940℃(4#-927℃,7#-906℃)。②在進入高保后,90mm深電偶溫度變化與第一次基本相同,低保結束時,1#偶(邊部)升至904℃,2#偶(中部)溫度達到891℃,與第一次僅相差3、4度,基本相同;③3#偶升至868℃,比第一次測溫878℃低10℃。5#偶升至649℃,較第一次634℃高出15℃,這一反常現象主要是因為第一次差溫前空冷時間過長,內部溫度過低所致,不過對表面溫度影響不大。
(2)紅外測溫儀與表面偶數據對比 從紅外測溫儀與實際敷偶數據進行對比來看(見圖7),在升溫及高保階段,紅外溫度高于偶溫,降溫及低保階段,溫度差距逐漸減小,趨于一致,這與前一次的差溫熱處理結果一致。說明利用紅外測溫儀來了解輥子的實時加熱情況是可行的,但是要對高保階段的溫度進行一定的下調。
(3)試驗輥開爐空冷溫度變化分析 關注試驗件重點部位空冷10min左右時的溫度變化: ①從4#和7#兩表面偶數據對比來看,出爐時4#927℃、7#906℃,二者相差21℃;10min后4#754.4℃、7#732.6℃,相差21.8℃;降溫分別為172.6℃和173.4℃,這說明在10min內表面降溫速率基本相同。②對于1#和2#兩支偶,出爐時1#(904℃)偶比2#(891℃)偶高出13℃,但是空冷10min后,1#(850.4℃)比2#(848.3)偶高2.1℃,分別下降53.6℃和43.7℃,表明邊部降溫更快些。③5#深偶為內部傳熱,對外界溫度變化無反應,溫度穩定升高。
三、結語
(1)通過對比兩次測溫結果可以發現,由于第二次高保和低保溫度分別下降了20℃和10℃,導致后者外表面溫度一致保持在930℃以下,但出爐時90mm處的溫度依然達到了900℃左右。這也導致第二次測溫空冷的降溫速率較小。所以,雖然第二次差溫結束時的溫度低于第一次差溫,但是空冷10min后第二次差溫的溫度反而比第一次高,這更加有利于后續噴淬的進行。
(2)結合測溫結果,此差溫爐的最終熱處理方案為高保1040℃/2.5h低保1000℃(不同鋼種微調±10℃)/1.5h。
(3)工件差溫效果的好壞還與車間的實際執行密不可分,必須嚴格執行工藝,按時裝爐出爐,盡量縮短輥子出爐轉運的時間,以減少熱損失,保證產品的質量。
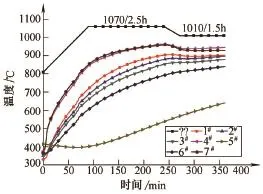
圖3 第一次差溫測溫曲線
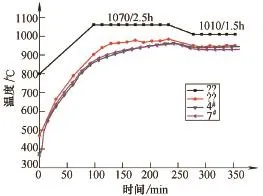
圖4 紅外測溫儀與表面偶數據對比
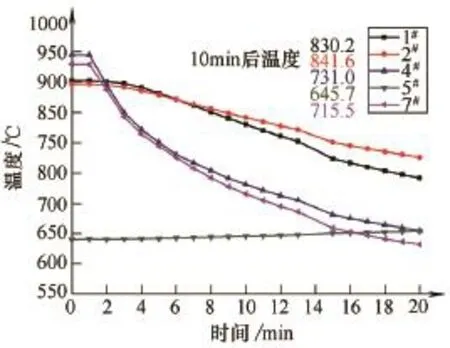
圖5 出爐后試驗件溫度-時間變化曲線
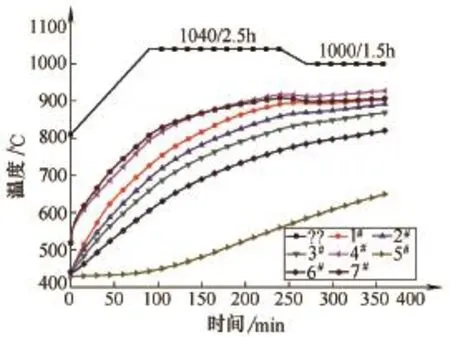
圖6 二次差溫不同孔深溫度-時間曲線
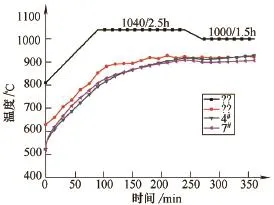
圖7 紅外測溫儀與表面偶數據對比
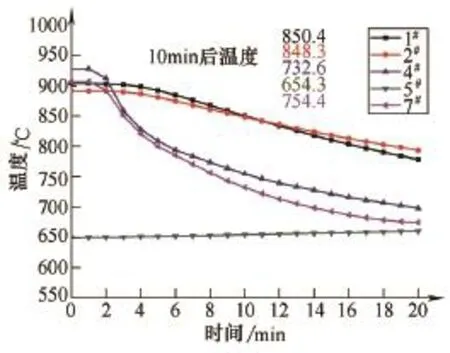
圖8 出爐后試驗件溫度-時間變化曲線
劉磊,天津重型裝備工程研究有限公司軋輥研究所。