基于Cmk分析的加工中心精度穩定性評估*
2015-11-02 11:10:56羅孟然顧齊芳李泳耀李宏坤
組合機床與自動化加工技術 2015年3期
羅孟然,叢 明,顧齊芳,李泳耀,李宏坤
(1.大連新宇理工科技開發中心有限公司,遼守大連116024;2.大連理工大學機械工程學院,遼守大連 116023;3.一汽解放汽車有限公司無錫柴油機廠,江蘇無錫 214026)
基于Cmk分析的加工中心精度穩定性評估*
羅孟然1,2,叢 明1,2,顧齊芳3,李泳耀1,2,李宏坤1,2
(1.大連新宇理工科技開發中心有限公司,遼守大連116024;2.大連理工大學機械工程學院,遼守大連 116023;3.一汽解放汽車有限公司無錫柴油機廠,江蘇無錫 214026)
在某柴油發動機缸體柔性生產線的驗收和試生產過程中,針對生產線所用關鍵設備某臥式加工中心,運用Cmk(機器能力指數)分析方法分析其加工能力,量化評估其加工精度的穩定性水平。給出了加工數據的采樣方案和注意事項,在此基礎上開展案例研究。對一組工件進行了連續試切和精度數據采集試驗,通過數據分析得出了加工精度的正態分布直方圖和Cmk值。最后對比分析了兩組差異較大的結果,為加工中心的精度穩定性評估提供方法參考。
加工中心;機器能力指數;數據采集;精度穩定性
0 引言
生產線中機床的精度直接關系到整線的加工效率,甚至影響其能否正常運行。以往的機床驗收方法是從試切產品中抽取部分檢查,若全部合格則認為機床精度合格。而機床精度合格的可靠程度如何、需要加工多少件、檢測多少件才能保證機床加工精度的穩定性這個問題并沒有得到很好的解決。如今,機床的加工精度和自動化程度逐步提高,加工節拍也大大縮短,對機床的可靠性和穩定性的要求也越來越嚴格,傳統的檢測方式已不能準確合理地反映出機床加工精度的波動狀態和加工精度的系統偏移情況。
Cp和Cpk均屬于工序能力指數(Process Capability Index,PCI),既是質量控制工具,又作為管理者之間以及買賣雙方溝通的語言[1]。后來衍生出的Cm和Cmk,最早是德國汽車行業采用的評價參數,稱為機器能力(Capability of machine)和機器能力指數(Capability of machine index)[2]。它單獨考慮設備本身對加工精度的影響,對其它因素如操作員等嚴加控制,此方法能夠定量地檢測并反映機床自身所具有的滿足產品加工質量的能力。如今國內一些企業特別是利用大型自動生產線進行批量生產的廠家也開始使用機器能力作為機床驗收時測定其工作性能是否達標的標準。
1 Cm和Cmk值計算方法
1.1 Cp和Cpk值分析
在說明Cmk計算方法之前,先闡述Cp(potentialprocess capability index,潛在的工序能力指數)和Cpk(process capability index,工序能力指數)計算方法[3-5]。工序是產品制造的基本環節,若在生產過程中每一道工序的加工質量都比較高,則產品的質量定能夠得到保證。產品或者服務的質量是可以用規格來衡量的,在規格范圍內就認為是合格的,否則就認為不合格。過程能力指數的計算就是評價和衡量過程能力的重要環節和規格,甚至成為唯一的尺度。
19世紀五六十年代Feigenbaum[6]和Juran[7]單純用6σ工序能力作為一種度量,沒有將公差考慮在內。后來,Juran和Gryna[8]提出能力比(Capability ratio)的概念:

式中σ為樣本方差,USL為公差上限(Upper Specification Limit),LSL為公差下限(Lower Specification Limit),T為公差范圍值。
Cpk最早在日本生產企業得到應用,80年代年,Sullivan[9,10]描述了他在日本生產企業調研時觀察到的5個指數即Cp,Cpk,k,Cpu,Cpl。

SFC為西格瑪頻率控制(Sigma Frequency Control),這里取SFC=6。
若僅考慮單邊公差時,又有:
Cpu、Cpl與Cp有如下關系:

Kane[11]認為,Cp測定的是生產線工序的潛在能力。Cp適用于當加工精度均值與公差中心重合的情況(圖1),缺點是沒有考慮到加工質量均值與公差中心的偏離的情況(圖2)。

圖1 加工精度均值μ與公差中心m重合

圖2 加工精度均值μ偏離公差中心m
從圖2可以看到,對與圖1同樣大小的Cp,若使加工精度均值偏離公差中心,則部分加工結果是完全有可能出現在公差范圍外的。
偏移系數或者修正系數k便是在日本被用來表示上述偏離程度大小的一個參數。

式中μ為加工精度均值,m=(USL+LSL)/2為尺寸公差中心值,
e=|μ-m|為精度均值μ與公差中心值m的偏值。
后來Pearn[12]根據k的定義給出了均值與公差中心接近程度的定義Ca:

從定義可以看出,Cp相當于只考慮了結果的精密度,即測量同一量時多次測量值間彼此符合的程度(圖3a)。Ca相當于只考慮了準確度,即測量值與真值間的相似程度(圖3b)。
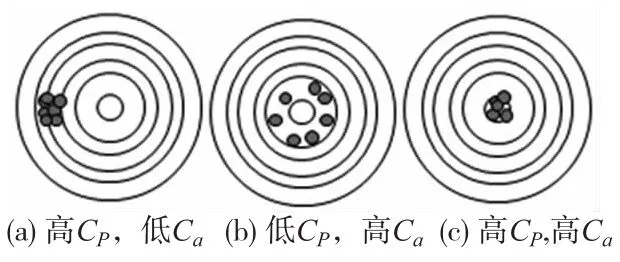
圖3 Cp與Ca的區別
Cpk則同時考慮到了精密度與準確度(圖3c),其定義如下:

上式結合公式(2)、(6)有:

相當于:

盡管現在發展出了很多能力指數的其他形式,但都可溯源到同一個概念即Cp,如下圖所示:
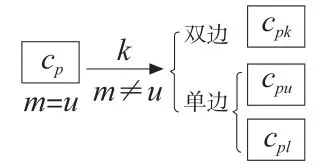
圖4 能力系數演變
需要注意的是,用Cp和Cpk衡量工序能力的前提是保證過程穩定且數據服從正態分布,采樣數據要求在25組以上。
1.2 Cm和Cmk值分析
Cm和Cmk的計算方法與Cp、Cpk的計算方法相同,但由于其單純評估設備能力,故需要在取樣過程中排除操作者、原材料,和工藝等因素的影響[13],一般通過短時間連續取樣實現[14,15]。二者具體區別如下表所示:
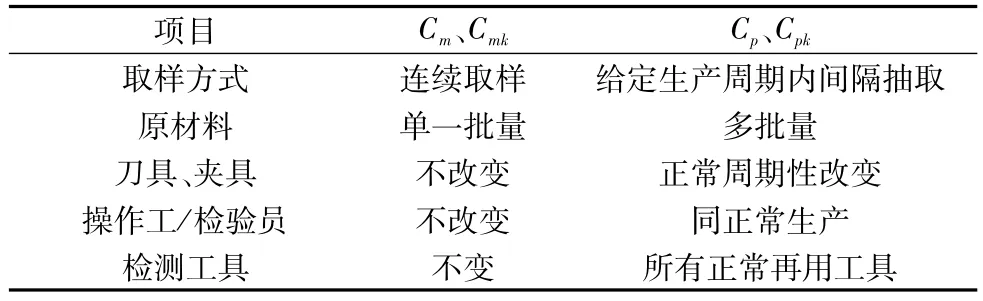
表1 Cm、Cmk值和Cp、Cpk值數據采集時取樣過程的區別
依據前文提到的Cp以及Cpk公式,來提出對應的Cm和Cmk計算公式,如下所示:
當實際檢測數據的均值與公差中心(理論中心)重合時計算Cm:

當結果均值偏離公差中心時,用Cmk來描述機器能力:

由計算出的Cmk值可以對機床的能力進行評價,一般情況下:
當Cmk≥1.33,認為機床的能力較為理想;
當1≤Cmk≤1.33時,可認為機床具有一定能力但不夠充分,需要安排檢修;
當Cmk≤1時,機床加工能力嚴重不足,需要采取相應的措施對機床進行檢修。必要時需要采取追溯措施,避免造成更大損失。
本文所涉及到的生產線要求主要加工設備(如本文所針對的臥式加工中心)的Cmk值≥1.33。
2 工件加工精度的數據采集
對發動機缸體生產線中某關鍵工序所用臥式加工中心MDH80進行工件的單機試切實驗。
該臥式加工中心屬于生產線的關鍵加工設備,其X、Y和Z三個坐標軸的絲杠均采用中空冷卻技術,主體部件全部采用樹脂砂高磷鑄件,因此具有較高的精度和剛度。廣泛用于箱、殼、盤和異形零件的加工,經過一次裝夾可以自動完成包括四個面的銑削、鏜削、鉆削以及擴、鉸、攻絲等多道工序。
該加工中心在生產線中主要完成加工發動機缸體的左、右面各孔系,半精銑缸體頂面并加工頂面各孔,加工底面油孔及直噴孔孔系。試切工件需要嚴格保證該工序之前的各道工序的加工質量達標。
下圖是進行Cmk值分析的臥式加工中心,其通過桁架機械手實現工件的裝夾和卸載。在加工開始前,要盡可能的減少非機床因素的影響,選擇合適的加工工藝和夾具,刀具的初期磨損、冷卻和測量儀器的可靠性等因素也要考慮到。
如圖6所示,桁架機械手將該工序加工完的工件搬出放于生產線中的臨時檢驗臺上,正常生產時可以在這里進行工件抽檢。而進行機床Cmk分析時,臨時檢驗臺作為一個中轉站,將連續加工后的25個工件依次通過檢驗臺放到車間拖車上,然后送往檢測室進行工件的加工質量檢驗。
圖7為檢驗室中檢驗工件加工質量所用的超高精度三坐標測量機。三坐標測量機自帶先進的Quindos 7測量軟件,功能完善、便于使用,不僅有強大的測量、公差計算和評價功能,還具有強大的CAD接口功能,檢測完成自動生成檢測報告,將報告導出后即可進行Cmk分析。

圖5 生產線中的臥式加工中心

圖6 生產線中的臨時檢測臺

圖7 超高精度三坐標測量機
該工序共完成檢測項目83小項,根據其中具體的一項數據,可算出機床完成該項加工的Cmk值。
以加工項目CI_2180圓孔為例,該項檢測包括圓心位置(X,Y)、圓的直徑和平面度在內的4個小項內容。僅就圓的直徑DM來說,25個試切件的檢測結果如表2第三列所示。
再以CI_2522圓孔為例,該項檢測包括圓心位置(X,Y)、圓的直徑和平面度在內的四個小項內容。也僅就圓的直徑DM來說,25個試切件的檢測結果如表3第三列所示。
以上兩項為試切件檢測的原始數據,檢測完畢之后,需將數據導出,以便于進行Cmk數值分析。
3 數據的Cmk分析
下面分別對兩組工件檢測數據進行Cmk分析,從而量化機床在進行這兩項加工時保持精度的能力。
3.1 CI_2180圓孔直徑Cmk分析
CI_2180圓孔直徑的公稱標準值Nom(mm):20.0000,公差上限USL(mm):20+0.2400,公差下限LSL(mm):20-0.1200,公差范圍值T=USL-LSL= 0.3600。
由m=(USL+LSL)/2得到公稱值的中心值為:

下表對數據進行簡單的初步處理:
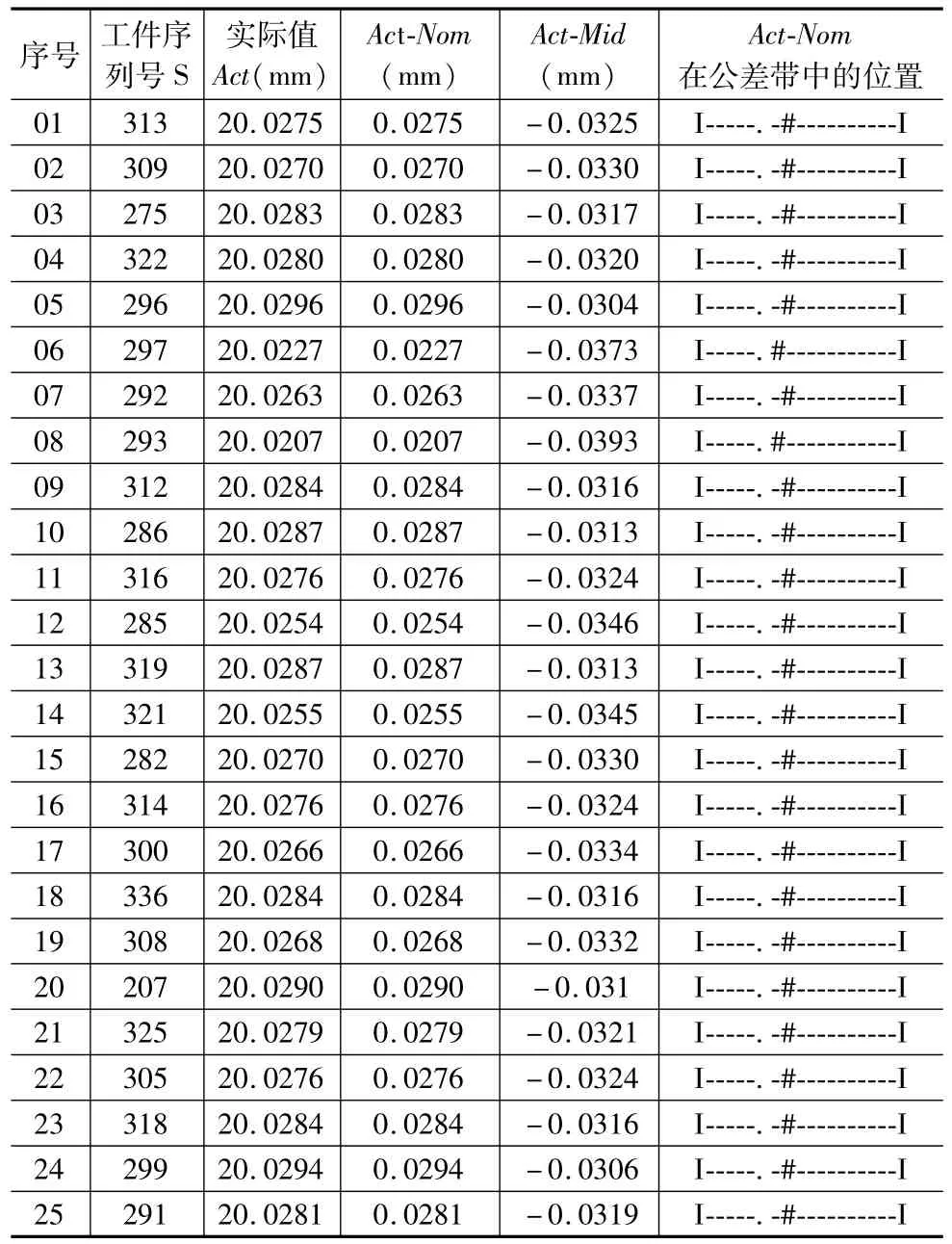
表2 工件檢測數據的初始初步處理
表2最后一列為實際檢測值偏離理論中心值(公差中心)大小在公差值內的位置體現,可以直觀的看出加工結果較為穩定,離散程度很低。利用Minitab軟件繪制檢測值的擬合正態分布直方圖(圖8),也可看出加工結果較為集中,處于公差范圍(19.88,20.24)的中間稍偏左的位置。
機器能力計算如下:
由于e≠0,即實際檢測數據的分布中心與公差中心不重合,故計算Cmk值:
建立多元供應體系,大力推進煤炭清潔高效利用,著力發展非煤能源,形成煤、氣、油、可再生能源多輪驅動的能源供應體系。
最終得到:

說明機器完成該項加工的能力相當充分。

圖8 檢測值直方圖(正態)
3.2 CI_2522圓孔直徑Cmk分析
CI_2522圓孔直徑的公稱標準值Nom(mm):4.0000,公差上限USL(mm):4+0.0500,公差下限LSL(mm):4+0.0120,公差范圍值T=USL-LSL=0.0380。
則公稱值的中心值為:

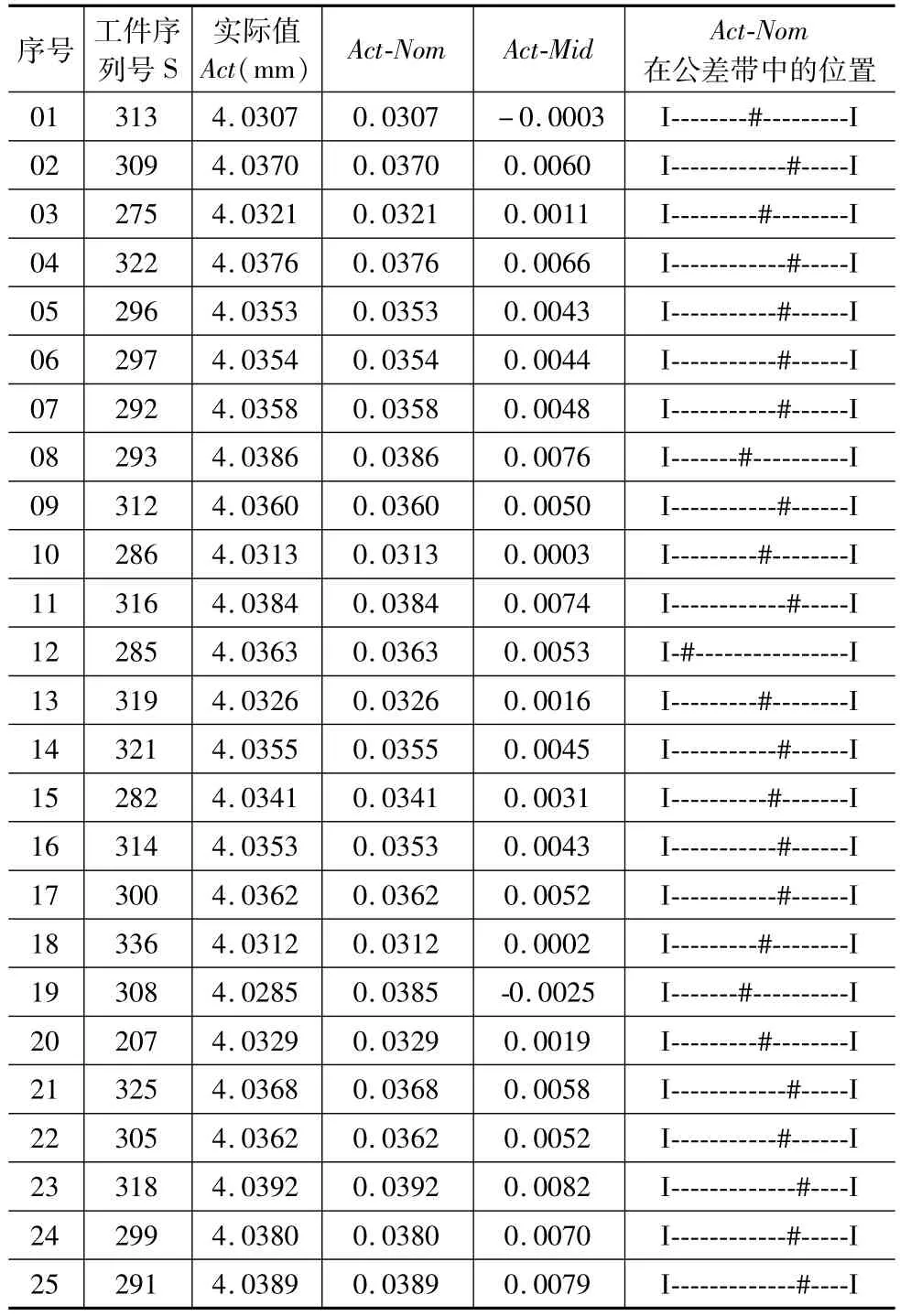
表3 工件檢測數據的初始初步處理
機器能力計算如下:
由于e≠0,即實際檢測數據的分布中心與公差中心不重合,故計算Cmk值:
故最終得到:

說明機器完成該項加工的能力不足。
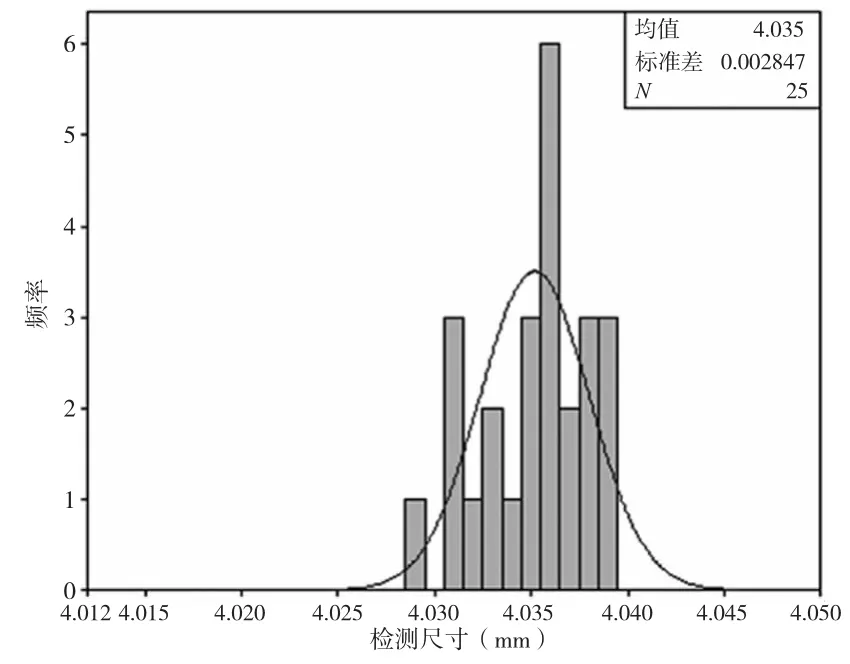
圖9 檢測值直方圖(正態)
4 結論
機床精度穩定性的定義有多種,在這些定義當中由機床加工出的工件的精度的穩定性無疑是很關鍵的一項指標。對于自動加工生產線來說,機床的加工精度穩定性能力直接影響著其能否正常運行。本文采用機器能力系數來對加工中心的精度穩定性進行定量的描述。首先探討了計算機器能力Cm和Cmk的方法,然后對工件試切和檢測實驗進行了簡要描述,最后通過對兩組檢測數據進行機器能力分析,得出其各自的Cmk值,結果表明其中一項加工的能力充分,另一項加工的能力不足。該方法較能直觀、準確的反應出機床的工作能力,對實際加工過程具有很大的指導作用,并能為機床精度穩定性評估提供參考。
[1]Kotz S,Lovelace CR.Process capability indices in theory and practice[M].London:Arnold,1998.
[2]Parlar Mahmut,Wesolowsky George O.Specification limits,capability indices,and process centering in assembly manufacture[J].Joumal of quality technology 1999,31(3):317-325.
[3]Bharatwaj Ramakrishnan,Peter Sandborn,Michael Pecht. Process capability indices and product reliability[J].Microelectronics Reliability,2001(41):2067-2070.
[4]Negrin Y Parmet,E Schechtman.Developing a sampling plan based on Cpk[J].Qual.Eng,2009(21):306-318.
[5]CW Wu,W L Pearn,S Kotz.An overview of theory and practice on process capability indices for quality assurance[J].Int.J.Prod.Econ,2009,117(2):338-359.
[6]A V Feigenbaum.Quality Control[M].New York:McGraw-Hill,1951.
[7]JM Juran.Quality Control Handbook[M].2nd ed.New York:McGraw-Hill,1962.
[8]JM Juran,FM Gryna.Quality Planning and Analysis[M]. 2nd ed.New York:McGraw-Hill,1980.
[9]L P Sullivan.Reducing variability:A new approach to quality[J].Quality Progress,1984,17(7):15-21.
[10]L P Sullivan.Letters[J].Quality Progress,1985,18(4):7-8.
[11]V E Kane.Process capability indices[J].Journal of Quality Technology,1986(18):41-52.
[12]W L Pearn,SKatz,N.L Johnson.Distributional and inferential properties of process control indices[J].Journal of Quality Technology,1992(24):216-231.
[13]陳國琛.組合機床及自動線驗收中設備工作精度的評定[J].組合機床與自動化加工技術,1997(3):45-48.
(編輯 李秀敏)
Assessment of Precision Stability of Machining Center Based on CmkAnalysis
LUO Meng-ran1,2,CONG Ming1,2,GU Qi-fang3,LI Yong-yao1,2,LI Hong-Kun1,2
(1.Dalian Xinyu science technology development center CO.,LTD Dalian Liaoning 116024,China;2.School of Mechanical Engineering,Dalian University of Technology,Dalian Liaoning 116023,China;3.FAW Jiefang Automotive Co.,LTD.Wu Xi Diesel Engine Works,Wuxi Jiangsu 214026,China)
In the acceptance and trial production process of a flexible production line for diesel engine block,the horizontal machining center which is the key equipment of the production line is taken as the study object,the Cmk(machine capability index)analytical methods is taken advantage of to analyze its processing capacity,and assess the level of the stability of its precision quantitatively.Sampling program and its precautions for data collection are given,case studies are carried out on this basis.A set of consecutive test cut is carried out and the precision data is collected,normal distribution histogram and Cmkvalue for processing accuracy are obtained through data analysis.Finally,a comparative analysis of two quite different results is conducted,provide a method reference for the assessment of the precision stability of the machining center. Key words:machining center;machine capability indices;data acquisition;precision stability
TH165.4;TG659
A
1001-2265(2015)03-0149-05 DOI:10.13462/j.cnki.mmtamt.2015.03.041
2014-07-14;
2014-10-17
國家"高檔數控機床與基礎制造裝備"科技重大專項課題(2013ZX04012071)
羅孟然(1987—),男,山東淄博人,大連理工大學碩士研究生,研究方向為機床精度穩定性分析,(E-mail)llluomengran@126.com。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
動漫星空(興趣百科)(2020年12期)2020-12-12 05:31:40
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
無人機(2017年10期)2017-07-06 03:04:36
