結(jié)晶器渣圈對渣道壓力、振痕及渣耗影響的分析
2015-11-03 09:23:40孟祥寧汪寧朱苗勇
鞍鋼技術(shù) 2015年6期
關(guān)鍵詞:振動
孟祥寧,汪寧,朱苗勇
(東北大學材料與冶金學院,遼寧沈陽110819)
專家論壇
結(jié)晶器渣圈對渣道壓力、振痕及渣耗影響的分析
孟祥寧,汪寧,朱苗勇
(東北大學材料與冶金學院,遼寧沈陽110819)
對比分析了三種類型結(jié)晶器渣圈,闡明了渣圈對連鑄坯生產(chǎn)過程的影響。結(jié)果表明,當渣圈存在時,渣道動態(tài)壓力變化幅度顯著增大,最大正壓由1.373 kPa提高到21 kPa,壓力增大導致振痕產(chǎn)生,渣圈越厚,振痕越深;同時,渣圈會影響保護渣的消耗量,無渣圈時,最大渣耗量為0.009 7 kg/(m·s),渣圈存在時,最大渣耗量降至0.007 kg/(m·s),較厚的渣圈會使渣道寬度變窄,在振動負滑脫中期降低保護渣的消耗量。
結(jié)晶器;保護渣;渣圈;渣道壓力;振痕;渣耗
結(jié)晶器保護渣技術(shù)是連鑄生產(chǎn)中的一項重要組成部分,它對鑄坯的質(zhì)量和產(chǎn)量起至關(guān)重要的作用。連鑄生產(chǎn)的順利進行和產(chǎn)品質(zhì)量的提高與保護渣的應(yīng)用密切相關(guān)。加入到結(jié)晶器內(nèi)鋼液面上的保護渣受熱熔化形成液態(tài)保護渣,隨著結(jié)晶器往復(fù)振動,液態(tài)保護渣流入結(jié)晶器壁與初凝坯殼之間的間隙,對鑄坯起潤滑作用。保護渣道入口上部的液渣與結(jié)晶器壁接觸受冷凝固并粘附在結(jié)晶器壁上,在結(jié)晶器壁四周形成“渣圈”。渣圈一旦長大,可能會阻礙液渣向保護渣道內(nèi)流入,導致鑄坯與結(jié)晶器壁潤滑不良,傳熱不均,從而引起鑄坯質(zhì)量問題。吳杰等對渣圈形成及防范措施進行了簡單的概述[1]。王新月等通過分析低合金鋼板坯Q345D生產(chǎn)中易結(jié)渣圈現(xiàn)象,證實了保護渣在使用過程中熔化不均及配碳不當是渣圈形成的主要原因[2]。閆威等將液渣和渣圈進行對比研究,分析了保護渣成分變化后認為,高熔點相鈣鋁黃長石的析出是促使渣圈形成的重要原因[3]。以上研究側(cè)重于渣圈的成因,而對渣圈作用機理缺乏深入分析,渣圈形狀直接影響保護渣的消耗和彎月面處的渣道壓力,而渣道壓力對連鑄坯振痕的形成有重要影響[4-6],因此,對渣圈在振動周期內(nèi)的行為和作用機理仍需深入分析。
本文研究了結(jié)晶器振動過程中不同渣圈形狀對彎月面渣道入口處動態(tài)壓力的影響,闡明了渣圈對振痕作用機理和對保護渣消耗的影響。
1 數(shù)學模型
圖1為結(jié)晶器內(nèi)部示意圖。結(jié)晶器往復(fù)振動引起渣道壓力發(fā)生周期性變化,而渣道形狀是影響渣道壓力的決定性因素。雷作盛等和孟祥寧等在研究渣道壓力過程中,彎月面形狀函數(shù)采用Bikerman公式[7-9]。而對與靠近結(jié)晶器壁一側(cè)的渣道形狀函數(shù),雷作盛等將其視為直線,孟祥寧等采用固態(tài)渣膜厚度擬合出形狀函數(shù)。上述研究都忽略了渣圈對渣道壓力的影響。然而,在實際生產(chǎn)中,渣圈會不可避免的出現(xiàn),因此上述計算結(jié)果與實際仍有偏差。
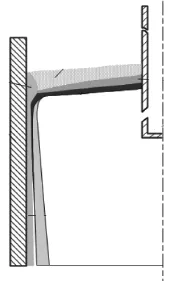
圖1 結(jié)晶器內(nèi)部示意圖
彎月面保護渣道計算模型如圖2所示。沿拉坯方向為x軸,垂直拉坯方向為y軸,并規(guī)定垂直指向結(jié)晶器壁一側(cè)的壓力為負壓,其相反方向壓力為正壓。根據(jù)液渣動量守恒和質(zhì)量守恒方程求出渣道壓力pf[10]:
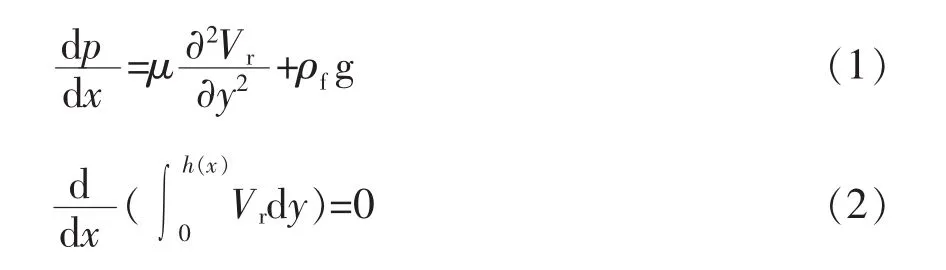
求解公式(1)和(2)的邊界條件:
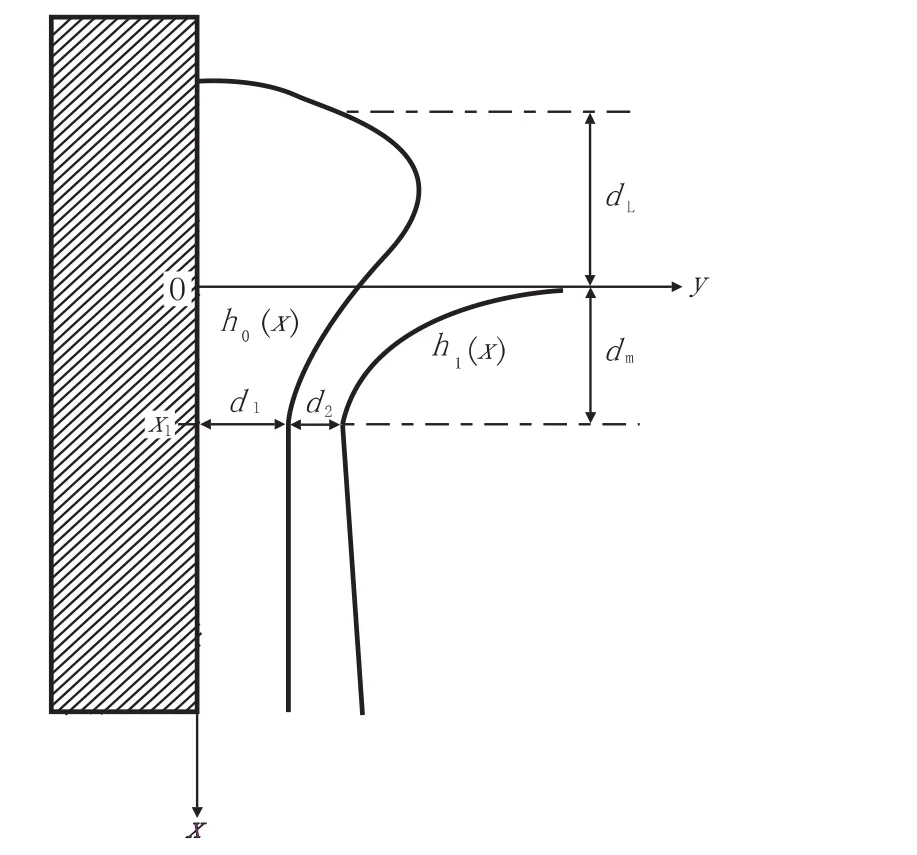
圖2 彎月面保護渣道計算模型
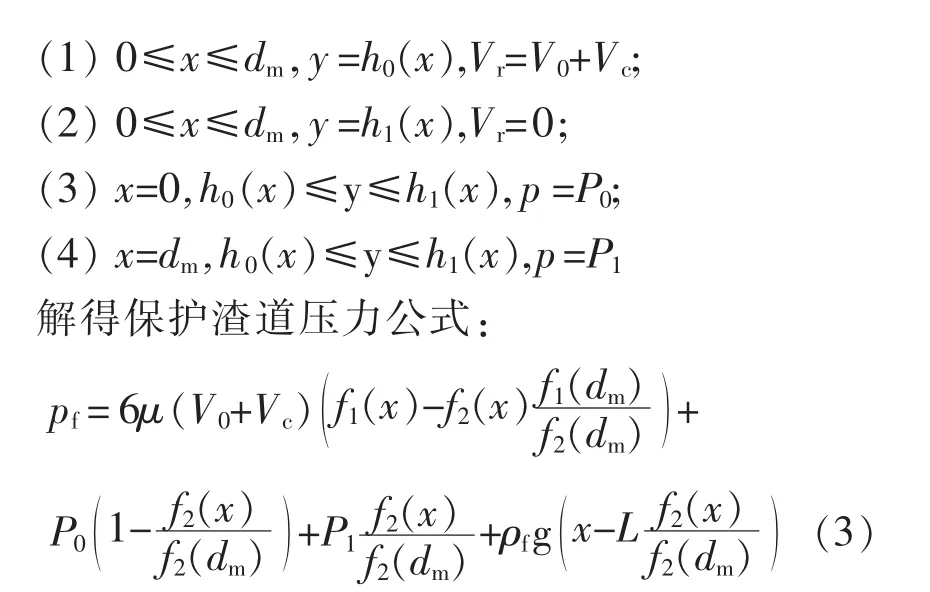
式中,p為壓力變量,Pa;Vr為保護渣與初凝坯殼相對速度,Vr=V0+Vc,m/s;V0為結(jié)晶器振動速度,m/s;Vc為拉坯速度,m/s;ρf為液態(tài)保護渣密度,kg/m3;g為重力加速度,m/s2;μ為液態(tài)保護渣黏度,Pa·s;dm為渣道長度,m;P0為液渣池靜壓力,Pa;P1為渣道出口壓力,Pa;d1為x1處固態(tài)渣膜厚度,m;d2為渣道出口寬度,m;f1和f2為渣道形狀函數(shù)。
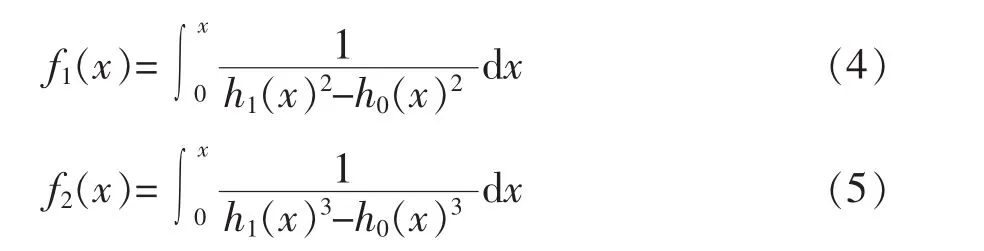
式中,h1(x)為彎月面形狀函數(shù);h0(x)為渣圈形狀函數(shù)。
液渣池靜壓力可由下式計算:

式中,dL為液渣池深度,m。
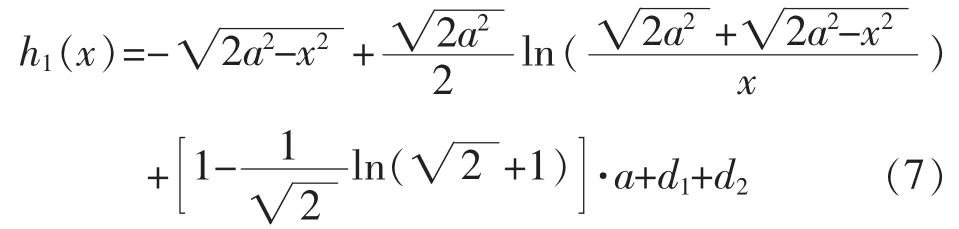
彎月面形狀函數(shù)由Bikerman公式計算為:
本文將三種類型的渣圈形狀函數(shù)代入計算作對比分析,Ⅰ型:無渣圈,即h0(x)=0;Ⅱ型:渣圈未完全形成,本文取中間值,即Ⅲ型:完全形成,撈出的渣圈,即h0(x)=g(x)。
g(x)由實際生產(chǎn)中所撈出的渣圈厚度線性回歸所得,本文計算所用渣圈如圖3所示,保護渣性能如表1所示。

圖3 彎月面渣圈示意圖

表1 保護渣性能
彎月面處初生坯殼厚度較薄,強度較弱,在鋼水靜壓力和周期性變化的渣道壓力作用下易發(fā)生彈性變形,將彎月面處初凝坯殼視為懸臂梁,彎月面底端為固定端,初凝坯殼厚度取1.6 mm,忽略初凝坯殼附近鋼水流動的影響,則初凝坯殼所受力為渣道壓力pf和鋼水靜壓力ps。
鋼水靜壓力ps可由下式計算:

初凝坯殼所受合力k(x)可以表示為:

設(shè)懸臂梁的截面為矩形,則其慣性矩為:

式中,b為初凝坯殼的寬度,m;e為初凝坯殼的厚度,m。
初凝坯殼受力后撓度(彈性形變量)變化為:

式中,E為楊氏模量,GPa,采用Mixwkami等[11]通過實驗數(shù)據(jù)回歸得到的經(jīng)驗公式:

式中,Ts為鋼水固相線溫度,℃。
2 計算結(jié)果及分析
2.1渣圈對渣道壓力的影響
在振動結(jié)晶器正弦振動模式下,根據(jù)Q235鋼的性質(zhì)和在實際澆鑄過程中的參數(shù),對渣道壓力和初凝坯殼進行受力分析,所用參數(shù)如表2所示。
圖4為結(jié)晶器正弦振動速度和拉速圖。由于振動波形對稱,選取t1、t2、t3、t4、t5和t6時刻點進行分析,t1為速度最大時刻點,t3時刻速度為0,t2為t1和t3中間時刻點,t4為負滑脫起始點,t6為速度最小時刻點,t5為t4和t6中間時刻點。

表2 計算所用部分參數(shù)值
由于結(jié)晶器振動,渣道壓力發(fā)生周期性變化。圖5為三種類型渣圈所對應(yīng)的渣道壓力圖。由圖5可以看出,壓力趨勢基本相同。t1時刻結(jié)晶器上振速度達到最大,渣道壓力達到最小值。隨著上振速度減小,渣道壓力逐漸增大。t4時刻,即結(jié)晶器下振速度與拉速相等,結(jié)晶器與鑄坯相對靜止,渣道壓力基本呈線性分布。t6時刻結(jié)晶器下振速度達到最大,渣道壓力達到最大值。Ⅰ型渣道壓力在彎月面3.4 mm左右處變化幅度達到最大,最大壓力為1.373 kPa,最小壓力僅為71 Pa。這是由于沒有渣圈,彎月面頂部渣道開闊,壓力易于釋放,結(jié)晶器振動對渣道壓力的影響有限。Ⅱ型渣道壓力在彎月面3.1 mm左右處變化幅度達到最大,最大壓力為5 082 Pa,最小壓力為-1 568 Pa。渣圈出現(xiàn)使彎月面處渣道寬度變窄,壓力不易于釋放。Ⅲ型渣道壓力在彎月面2.8 mm左右處變化幅度達到最大,最大壓力為21 kPa,最小壓力為-9.1 kPa。周期性變化的壓力會來回推動初凝坯殼,當渣道壓力對初凝坯殼產(chǎn)生的應(yīng)力大于自身臨界斷裂強度時,就很有可能產(chǎn)生初始裂紋,較厚的渣圈也會阻礙保護渣的消耗。
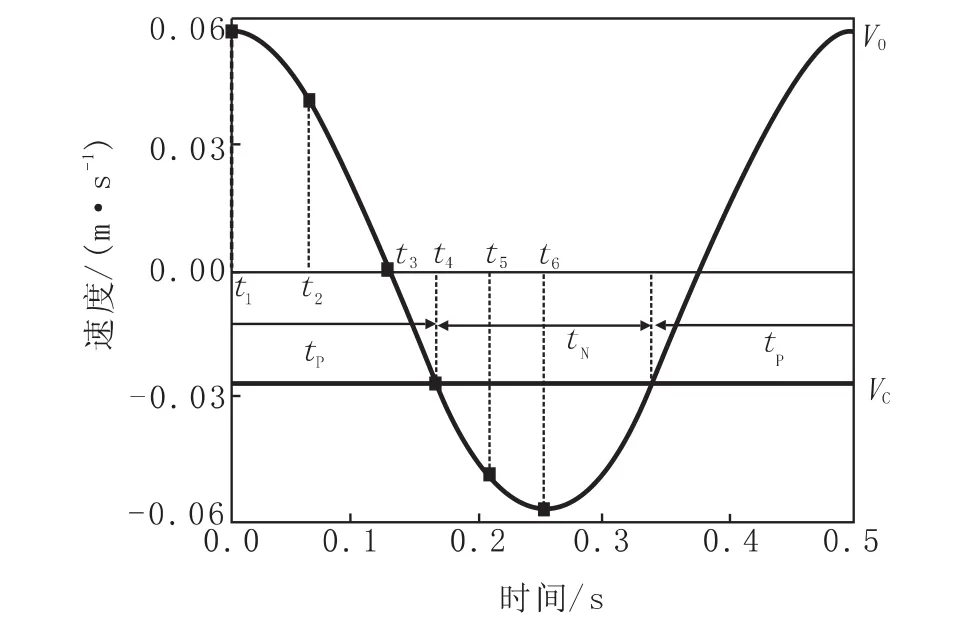
圖4 結(jié)晶器正弦振動速度和拉速圖
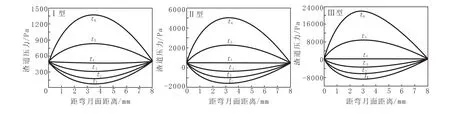
圖5 渣道壓力對比圖
2.2渣圈對振痕形成的影響
振痕主要分為“凹陷型”和“鉤狀”兩種,結(jié)晶器往復(fù)振動產(chǎn)生周期性施加于初凝坯殼上的機械力是形成振痕的主要原因[4]。在拉坯方向上鋼水靜壓力呈線性分布,因此渣道壓力的變化和大小直接影響振痕的形成和振痕深度。本文采用工程力學中的懸臂梁模型對初凝坯殼受力后的撓度變化進行分析,闡明振痕的形成機理。
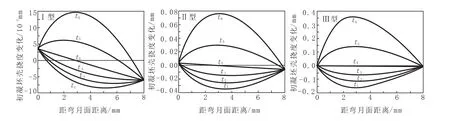
圖6 初凝坯殼撓度變化對比圖
圖6為三種類型渣圈下計算出的初凝坯殼撓度變化圖。當無渣圈時,周期性變化的渣道壓力對初凝坯殼幾乎無影響,坯殼只發(fā)生了微量的變化,沿拉坯方向鋼水靜壓力逐漸增大,使坯殼向結(jié)晶器壁一側(cè)微微鼓起。在第Ⅱ種類型渣圈條件下,渣道壓力對初凝坯殼作用較明顯,在彎月面3.1 mm左右處,坯殼變化量最大,在t6時刻坯殼變化量達到最大值0.077 mm,在t1時刻坯殼反向變化量達到最大值0.035 mm。第Ⅲ種類型渣圈對振痕影響顯著,在彎月面2.8 mm左右處,坯殼變化量最大,在t6時刻坯殼變化量達到最大值0.36 mm,在t1時刻坯殼反向變化量達到最大值0.16 mm。
結(jié)合第Ⅲ種類型渣圈對振痕形成機理進行描述,圖7為振痕形成機理圖。圖7中,a時刻結(jié)晶器向下振動且速度越來越快,渣道正壓越來越大,將坯殼推向鋼水一側(cè)。在振動負滑脫中期(b時刻)渣道壓力達到最大值21 kPa,在彎月面2.8 mm左右處初凝坯殼形變量最大,達到0.36 mm。由b時刻至c時刻,由于拉坯作用,坯殼向下運動了3.33 mm,此時彎月面上部渣道壓力為-1 kPa左右。新生成的坯殼強度很弱,在負壓和鋼水靜壓力作用下初生坯殼向結(jié)晶器壁一側(cè)移動。由于冷卻作用,彎月面下部的坯殼厚度增加,強度增大,負壓很難將b時刻生成的振痕“吸”回去,僅在渣道負壓和鋼水靜壓力下向結(jié)晶器壁一側(cè)發(fā)生微量變形。至d時刻,渣道負壓達到最小值-9.1 kPa。彎月面上部坯殼繼續(xù)被吸向結(jié)晶器壁一側(cè),彎月面下部負壓約-3 kPa,對越來越厚的坯殼不發(fā)生明顯作用。至e時刻,振痕形成,進入下一個振動周期。

圖7 振痕形成機理圖
2.3渣圈對渣耗的影響
保護渣消耗量是評價結(jié)晶器潤滑的重要指標,若彎月面處液渣流入不均勻,會導致傳熱不良,產(chǎn)生表面缺陷,過低的渣耗甚至會導致粘結(jié)性漏鋼。很多研究者對保護渣的消耗機理做了深入研究[12-15],本文采用Okazawa等[16]推導出的計算模型計算了三種類型渣圈下的渣耗量,如圖8。
無渣圈時,最大渣耗量達0.009 7 kg/(m·s),最小渣耗量為0.000 2 kg/(m·s)。而當渣圈存在時,渣耗量有所降低。在第Ⅱ種類型渣圈條件下,最大渣耗量降為0.007 6 kg/(m·s),最小渣耗量為-0.002 kg/(m·s)。負值表明,此時上振的結(jié)晶器將保護渣向上攜帶,液渣出現(xiàn)倒流。在第Ⅲ種類型渣圈條件下,最大渣耗量為0.007 kg/(m·s),最小渣耗量降至-0.003 8 kg/(m·s)。Ⅱ、Ⅲ型曲線在振動負滑脫中期有明顯“波谷”,因為渣圈的存在使渣道變窄,當結(jié)晶器下振時,渣圈隨之向下運動,雖然負滑脫時期的負壓有利于液渣向渣道吸入,此時渣道寬度成為渣耗的限制性因素,渣耗降低。
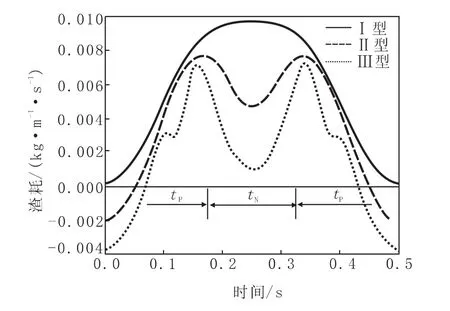
圖8 保護渣消耗量對比圖
3 結(jié)論
(1)對比分析了三種類型結(jié)晶器渣圈對渣道壓力的影響。結(jié)果表明,當渣圈存在時,渣道動態(tài)壓力變化幅度顯著增大,最大正壓由1.373 kPa提高到21 kPa,最小負壓由71 Pa降至-9.1 kPa。
(2)壓力增大導致振痕產(chǎn)生,渣圈越厚,振痕深度越深。
(3)渣圈會降低保護渣的消耗量,無渣圈時,最大渣耗量為0.009 7 kg/(m·s),渣圈存在時,最大渣耗量降至0.007 kg/(m·s),較厚的渣圈會使渣道寬度變窄,在振動負滑脫中期降低保護渣的消耗量。
[1]吳杰,劉振清.連鑄結(jié)晶器保護渣渣圈的研究[J].包頭鋼鐵學院學報,2001,20(3):266-271.
[2]王新月,席常鎖,盧軍輝,等.影響板坯連鑄產(chǎn)生渣圈的因素[J]鋼鐵,2010,26(2):53-57.
[3]閏威,陳偉慶,C Lippold,等.無磁鋼20Mn23AlV保護渣液渣和渣圈性能變化對連鑄的影響[J].特殊鋼,2013,34(1):45-48.
[4]E Takeuchi,J K Brimacombe.The Formation of Oscillation Marks in the Continuous Casting of Steel Slabs[J].[5]E Pavel,R Lopez,K C.Mills,et al.A Unified Mechanism for the Formation of Oscillation Marks[J].Metallurgical and Materials transactions B,2012,43B:109-121.
Metallurgical Transactions B,1984,15B:493-509.
[6]J Sengupta,B G Thomas,H J Shin,et al.A New Mechanism ofHook Formation during Continuous Casting of Ultra-Low-Carbon Steel Slabs[J].Metallurgical and Materials Transactions B,2006,37A:1 597-1 611.
[7]雷作勝,任忠鳴,楊松華,等.連鑄保護渣道動態(tài)壓力的研究[J].上海金屬,2001,23(2):14-18.
[8]孟祥寧,朱苗勇,程乃良,等.高拉速下連鑄坯振痕形成機理及振動參數(shù)優(yōu)化[J].金屬學報,2007,43(8):839-846.
[9]J J Bikerman.Physical surfaces[M].New York:Academic Press,1970.
[10]孟祥寧,朱苗勇,程乃良.高拉速下連鑄坯振痕形成機理及振動參數(shù)優(yōu)化[J].金屬學報,2007,43(8):839-846.
[11]H Mixwkami,K Murakami.Mechanical properties of continuously cast steel at high temperature[J].Nihan Kohan Corporation Testu-to-Hagané(Iron and Steel),1977(63):146-265.
[12]A Jonayat,B G Thomas.Transient thermo-fluid model of meniscus behavior and slag consumption in steel continuous casting[J].Metallurgical and Materials Transactions B,2014,45B:1 842-1 864.
[13]H J Shin,S H Kim,B G Thomas,et al.Measurement and prediction of lubrication,powder consumption,and oscillation mark profiles in ultra-low carbon steel slabs[J].The Iron and Steel InstituteofJapanInternational,2006,46(11):1635-1644.
[14]K Tsutsumi,H Murakami,T Kanazawa,et al.Estimation of mold powder consumption in continuous casting[J].Tetsu-to-Hagané,1998,84(9):617-624.
[15]S Sridhar,K C Mill,S T Mallaband.Powder consumption and melting rates of continuous casting fluxes[J].Ironmaking and Steelmaking,2002,29(3):194-198.
[16]O Kensuke,K Toshiyuki,Y Wataru,et al.Infiltration phenomena of molten powder in continuous casting derived from analysis using Reynolds equation part 1:steady analysis[J].The Iron and Steel Institute of Japan International,2006,46(2):226-233.
(編輯許營)
Analysis on Influences of Mold Slag Rim on Channel Pressure,Oscillation Marks and Slag Consumption
Meng Xiangning,Wang Ning,Zhu Miaoyong
(School of Material and Metallurgy,Northeastern University,Shenyang 110819,Liaoning,China)
The influences of slag rim on the process of continuous casting strand production were explained based on the comparative analysis of three different types of mold slag rims.The results show that when slag rim was used,the amplitude of variation of the dynamic channel pressure changed significantly,indicating that the maximum positive pressure increased to 21 kPa from 1.373 kPa,which caused the oscillating marks and the thicker the slag rim was,the deeper the oscillating marks would be.At the same time,slag rim would have influence on consumption of the slag.When slag rim was not used,the maximum consumption of slag was about 0.009 7 kg/(m·s)while slag rim was used,the maximum consumption of slag was decreased to 0.007 kg/(m·s).And also thicker slag rim would make the width of slag channel narrow down,which would cut down the consumption of slag during the metaphase of negative strip time in oscillation.
mold;slag;slag rim;slag channel pressure;oscillation marks;slag consumption
TF777
A
1006-4613(2015)06-0001-05
2015-11-02
孟祥寧,博士,副教授,研究方向:高效連鑄基礎(chǔ)理論與應(yīng)用研究。E-mail:mengxn@smm.neu.edu.cn
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學物理學報(2018年4期)2018-09-14 03:40:58
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00