大厚度復合板胺液吸收塔的制造
2015-11-04 06:13:25陳杲董建清呂延茂
化工裝備技術 2015年6期
陳杲 董建清 呂延茂
(威海化工機械有限公司)
化機制造
大厚度復合板胺液吸收塔的制造
陳杲*董建清呂延茂
(威海化工機械有限公司)
對大厚度復合板焊接結構的基本要求進行了闡述。提出了控制厚鋼板塔體直線度的措施。針對塔內件的特殊性,采用統一的基準、合適的工裝等措施進行組裝。
復合板焊接坡口直線度內件焊接裝備吸收塔
0 前言
土庫曼斯坦加爾金內什氣田,是“中國-土庫曼斯坦兩國天然氣合作總協議”中的項目之一。土庫曼是我國“西氣東輸”重要的天燃氣供應地。
2012年上半年,威海化工機械有限公司制造的天然氣胺液吸收塔,是土庫曼斯坦加爾金內什氣田天然氣處理的核心設備。該設備設計壓力10.5 MPa,設計溫度89℃;介質是天然氣(H2S含量4.5%,CO2含量6.2%),易燃、易爆,中度危害。
該設備的殼體材質為022Cr17Ni14Mo2+Q345R(R-HIC),筒體板厚度為138+3 mm,封頭板厚度為147+4 mm,公稱直徑DN3400 mm,塔體高度為35 200 mm。塔內有28層塔盤,上部有縮徑下裝式除沫器和特殊結構的貧液分布器,下部有原料氣分布管,底部有防渦流器等內件。塔單臺質量為536 t。
該天然氣胺液吸收塔是國內單臺最重的爆炸復合板制壓力容器,且同一批設備制造6臺。對該吸收塔制造的技術要求主要有下述幾項。
殼體的對接接頭需進行100%射線檢測、100%超探檢測。接管和殼體的角接接頭以及殼體和裙座的連接焊縫應保證全焊透,并進行磁粉或滲透檢測。其中DN≥200 mm的接管與殼體的角接接頭,還應進行100%超探檢測。受壓元件材料和焊縫應做抗氫誘導裂紋(HIC)試驗和抗硫化氫應力腐蝕(SCC)試驗等。
塔體直線度≤23 mm,任意3000 mm長度的筒體直線度≤3 mm。
要完成胺液塔的制造,應根據國家法規和相關標準,依據技術要求和施工圖等資料,結合本公司的裝備能力和制造經驗進行下述工作:進行焊接工藝評定試驗,編寫焊接工藝卡;編寫吸收塔施工方案;編制吸收塔制造工序路線圖;編制產品零件工序過程卡、工序工藝卡,編制產品質量檢驗計劃、產品零件工序檢驗卡。
為有利于控制零部件的方位及其尺寸,為方便施工和檢驗,還繪制了展開筒體縱縫、環縫方位平面圖,展開筒體縱縫、環縫、管口方位平面圖,展開筒體縱縫、環縫、管口、塔盤支持圈方位平面圖,展開筒體縱縫、環縫、管口、塔盤支持圈、預焊件方位平面圖等。
1 大厚度復合板的焊接
對于大厚度復合板的焊接,發生冷裂紋的傾向較大,產生焊接缺陷的概率較高。若大厚度復合板上的焊縫需要返修,則影響施工進度,故應加強復合板基體的焊接質量控制。
雖然,復層與基層的焊接也存在異種鋼焊接的問題,但與異種鋼角接接頭相比較還是有很大差別,例如拘束度不同,殘余應力不同,在工況下其受力狀況更是有根本的區別。
復合板焊接時,也應遵守異種鋼焊接的基本原則,避免基體與復層直接相焊接,避免在異種鋼焊接的薄弱帶產生裂紋。應加強不銹鋼表面的保護,杜絕鐵離子污染。
1.1殼體復層焊接坡口
大厚度復合板的筒體,縱向為X形坡口;環向采用窄間隙坡口,鈍邊厚度為6~8 mm,開口寬度按26~28 mm控制(圖1所示為筒體環向坡口)。

圖1 筒體環向坡口
基層與復層的交界區域為異種鋼焊接,坡口型式應遵守異種鋼焊接的基本原則,避免基體的焊縫直接與復層相焊接。因此,加工坡口時應注意下述事項:
(1)在殼體內側加工(打磨)去掉奧氏體不銹鋼層,坡口單側寬度按5~7 mm控制(見圖1)。
(2)在殼體內側奧氏體不銹鋼層的清除區域,加工(打磨)基體的深度按1~1.5 mm控制(見圖1)。
(3)在奧氏體不銹鋼層的清除區域用硫酸銅進行檢查,確保在碳鋼基體坡口范圍內不銹鋼層已清除干凈。
1.2焊接
(1)基體的焊接:由于厚板焊接發生冷裂紋的傾向較大,因此應控制基體焊前的預熱溫度,維持焊接過程的層間溫度,焊后還必須立即進行消氫處理。對于一條基體焊縫應當連續地施焊完畢;由于某種原因,必須間斷(停止)焊接時,應在焊后立即進行消氫處理。基體里口清根后,應進行熱磁檢查,確保不留下焊接缺陷;還應當控制基體焊縫至復層的距離。
(2)過渡層的焊接:控制過渡層的預熱溫度和層間溫度;按焊接工藝施焊,控制過渡層的厚度。
(3)耐蝕層的焊接:采用小規范、低能量焊接,控制耐蝕層的層間溫度;掌握運條的手法和技巧,避免咬邊。
1.3不銹鋼表面
不銹鋼表面防鐵離子污染是復合板制壓力容器的重要課題。
(1)在復合板的搬運以及復合板的下料、成型、組裝、焊接等各道工序中,均存在被鐵離子污染的可能性。
(2)封頭熱成型時的機械損傷,殼體開孔時火焰切割,焊縫清焊根時的熔渣、飛濺物等,均有可能在較高溫度下造成鐵離子污染,有時酸洗也難以徹底清除。因此,必須落實奧氏體不銹鋼表面的防護措施。
(3)遵守零、部件先酸洗、后組焊的工藝規定;設備完工后,還須完成整體酸洗的工序。
2 大厚度筒體的直線度控制
筒體的直線度是塔設備質量的重要內容。薄壁筒體的直線度較易調整,大厚度筒體的直線度調整相當困難,為此必須嚴格過程控制。我們采取了下述措施。
2.1控制筒節的圓度和筒節端面的垂直度
控制筒節圓度、筒節端面的垂直度,是確保大厚度筒體直線度的基礎。奧氏體不銹鋼復合板的厚鋼板,在筒節展開下料長度、筒節圓度、錯邊量等的控制和調整方面存在特殊性,必須采取相應的措施才能控制大厚度塔體的直線度。
(1)筒節展開下料長度:厚板必需溫卷成型,以避免冷卷的缺口敏感性和厚度效應的疊加,規避鋼板斷裂的風險。由于基層和復層材質不同,延伸率和導熱糸數差別顯著,因而可依據溫卷的經驗和實踐的驗證來確定筒節展開的下料長度。
(2)筒節圓度:冷卷成型鋼板的屈服強度、剛度較均勻,同一斷面的最大直徑與最小直徑之差,基本上反應筒節的圓度。較大直徑的溫卷筒節,由于卷制時鋼板屈服強度、剛度的不均勻性,采取措施控制各個方位的曲率半徑,是決定筒節圓度的關鍵。本公司積累了豐富的校圓經驗,可保證塔器類的筒節圓度控制在6 mm之內。
(3)加工后的筒節端面與軸線的垂直度,對組焊筒體的直線度有明顯的影響。
筒節找正:端面的垂直度<1 mm,端口同心度≤0.5 mm。環縫采用窄間隙坡口,鈍邊厚度為6~8 mm,開口寬度按26~28 mm控制(見圖1)。
大厚度筒節端部的焊接坡口采用立車加工,因此,臥置的筒節需要翻轉為豎置狀態進行加工;焊接坡口加工后,豎置的筒節需要翻轉為臥置狀態,準備殼體的組焊。
傳統的翻轉筒節措施:較輕的筒節采用施加徑向外力(摩擦力)的卡具,較重的筒節施焊筋板,供行車吊鉤之用,但這均會對筒體表面造成損傷,且進度慢。
吸收塔最重的筒節達30 t,6臺吸收塔共有84節筒節。針對筒節噸位較大、數量較多的狀況,制作了軸向自鎖式的工裝,翻轉快、穩,不損傷母材(見圖2、圖3)。
2.2控制環焊縫軸向收縮的均勻性
環焊縫軸向收縮的不均勻性,是影響大厚度筒體直線度的根源。
壓力容器的常規對接坡口:鈍邊厚度為2 mm,組對間隙為2 mm。其目的是容易焊透,方便背面的焊根清理。
塔器筒體環縫的鈍邊較厚,采取無間隙組對,有利于控制環焊縫軸向收縮的均勻性,這是控制塔體直線度的根本措施(見圖1)。

圖2 筒體正在豎置待加工的上端面

圖3 筒體上端面加工后正在橫置
采用窄間隙坡口,既節約了焊接材料,提高了施工進度,又降低了軸向焊接應力,減少了環焊縫軸向收縮的不均勻性,便于控制塔體直線度。
2.3控制環焊縫的錯邊量
控制環焊縫的錯邊量,有利于控制塔體直線度。
由于厚壁筒節剛性大,難以通過筒節變形來調整錯邊量。我們的工作是要保證筒體周長偏差和圓度合適。筒節加工后,劃出方位線,測量對應方位的外徑,記錄在表格中。然后,按相連筒節端口對應方位外徑差的最大值,采用平移法調整錯邊量。按這一方法處理,6臺吸收塔筒體整體組焊后,塔體直線度均控制在20 mm以下,符合塔體直線度的設計要求。
3 遵守統一的基準,采用合適的工裝
由于塔內件具有特殊性,所以應遵守統一的基準,采用合適的工裝,并與內件配組,這樣才能確保安裝質量。
3.1基準和定位
塔盤支持圈組焊的關鍵尺寸是其水平度和間距。筒節上標出的環線,是控制筒體直線度和塔盤支持圈水平度的基準線。
每臺胺液吸收塔由十四節筒節組成,采取先分三段組焊、然后整體合攏的施工方案。筒節順序號:與下封頭相連的為第一號筒節,依次類推,與上封頭相連的為第十四號筒節。筒節第一號至第五號組成下段,第六號至第十號組成中段,第十一號至第十四號組成上段。
筒節在立車上加工環向坡口時,分別在第一、六、十一號筒節的下端距端面100 mm處標出水平環線。
第一號筒節下端的環線是確定塔盤定位尺寸的第一基準線,第六號、第十一號筒節的下端環線為輔助基準線。
三段塔體分別組焊后,首先測量對稱方位各段筒體組焊的直線度、各段筒體在各個方位的長度,偏差值按3 mm控制,并標出超差部分的切割線和基準線。
然后,各段筒體分別標出接管和支持圈的縱、環向位置線,測量水平度和間距。
所有標記應清晰可查。筒體外表面:劃線、打標號(見圖4、圖5);筒體內表面:在等分位置點焊的不銹鋼板上,劃線、打標號。此外,還應用醒目的記號筆框出標記。

圖4 超差部分的切割線和輔助基準線
割除、打磨掉各段筒體不同方位的超差部分,修磨坡口。這樣,既控制了塔盤支持圈的水平度,也控制了塔體的直線度。
圖5 筒體環向第一基準線
再組焊塔盤支持圈等。控制塔盤支持圈的水平度和間距:沿線對稱點焊,測量支持圈與筒體內表面的垂直度;對稱同步施焊,測量支持圈表面的水平度。
3.2工裝和組裝程序
塔體入口貧液分布器(見圖6)的結構較為特殊,兩側為兩塊板式結構的隔板,兩隔板由位于中間的倒T字形三通管的橫管進行法蘭連接,三通管豎管和貧液入口管也為法蘭連接。兩塊隔板和倒T字形三通管均較重,組裝需要一定的技巧。
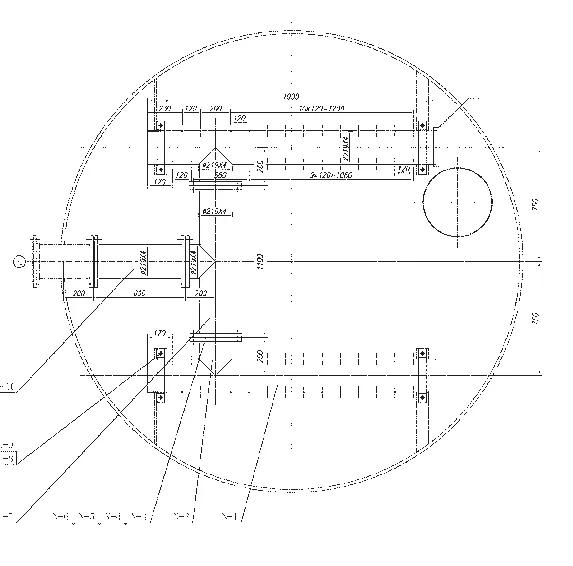
圖6 貧液分布器
組裝程序:
(1)以筒體縱向剖面的方位線為基準,在兩側對稱距離劃出隔板的位置線。劃出隔板十字中心線,備齊工裝。
(2)按方位線組對一塊隔板,為水平狀態,找中、找垂直。
(3)轉動筒體,使已裝隔板至垂直狀態,用工裝吊起倒T字形三通管,并將其分別與隔板、三通管相連接。
(4)轉動筒體,使已裝隔板至水平狀態,組對另一塊隔板。
(5)轉動筒體,調整隔板使其基本處于垂直狀態。
(6)緊固螺母,檢查各個法蘭面的密封性。3.3配組和順序
通常,壓力容器制造單位除了容器殼體外,僅組焊與殼體直接相焊接的元件。例如:塔盤支持圈、貧液分布器、原料氣分布管以及伸入殼體內側的接管和法蘭等(見圖7);貧液分布器、原料氣分布管以及支承梁的支撐座(見圖8)等。
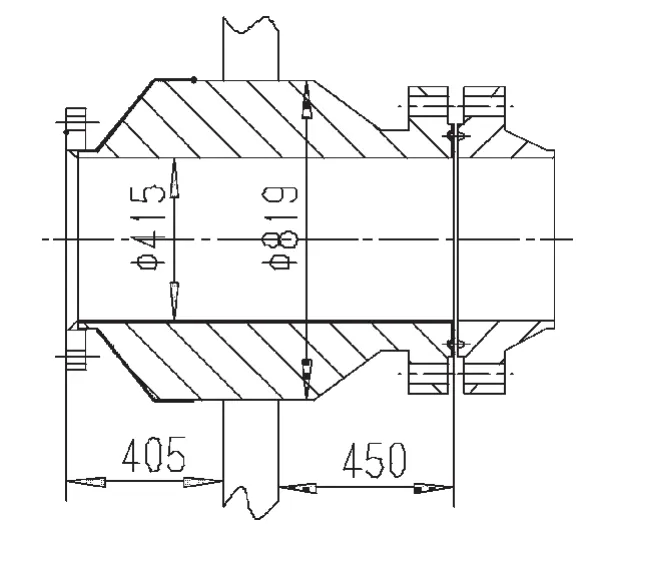
圖7 接管法蘭
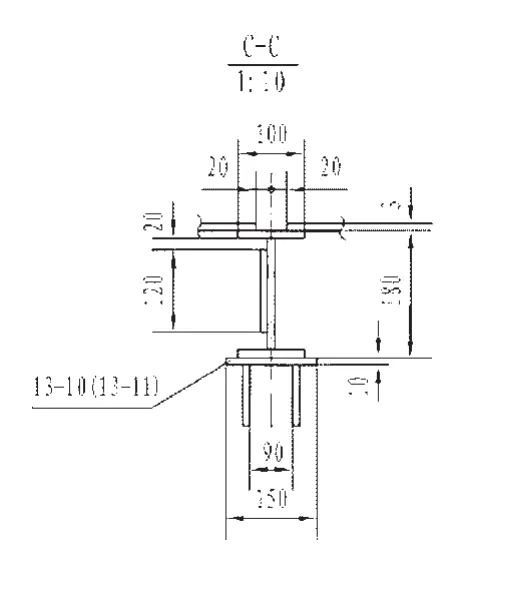
圖8 支撐座
內件制造單位制作不與容器殼體直接相焊接的所有內件,包括零件和部件。例如:塔盤及其連接件,貧液分布器、原料氣分布管、支承梁等。
(1)接管法蘭
零部件的制作存在方位上的允許偏差問題,為了確保匹配件的準確方位,必須采取與實物配組。
例如:貧液分布器、原料氣分布管均具有方向性,因此,伸入殼體內側的接管法蘭在與接管組焊前,必須與貧液分布器、原料氣分布管進行實配,在方位調整準確之后,方可焊接。此外,在訂采購合同時還應考慮到某些不能忽略的細節問題,例如,與容器接管相連接的配對法蘭,必須留一個進行配組焊接。
(2)支撐座
零部件的制作還存在著高度、水平度等尺寸上的允許偏差問題,為了確保匹配件的準確定位安裝,也必須采取實配定位。
對于貧液分布器、原料氣分布管和支撐梁等,必須在容器制造廠就將其水平度調整至合格,然后才能進行組焊。因此,采購合同上應明確,相關內件運到容器制造單位才能進行實配定位。
(3)可拆件
塔盤等可拆件必須進行預組裝,這在合同中也應予以明確,以確保塔盤在現埸安裝時其方位、尺寸合格。
4 采用先進的裝備
采用先進的裝備是穩定產品質量、加快施工進度的有效措施。
(1)裝備
50 mm<DN<700 mm的接管,應采用小接管內壁堆焊機進行堆焊(見圖9)。
圖9 小接管內壁堆焊機
威海化工機械有限公司擁有6臺窄間隙自動焊機和4臺馬鞍形數控切割、焊接一體機。
環縫均采取機械加工的窄間隙坡口,并使用窄間隙自動焊機施焊(見圖10)。
殼體上全部接管孔和坡口,均采用馬鞍形數控切割、焊接一體機切割。
每臺吸收塔有5個人孔,均采用馬鞍形數控切割、焊接一體機進行殼體與人孔接管的焊接(見圖11)。

圖10 馬鞍形自動焊機

圖11 ESAB(瑞典)窄間隙自動焊機
公司擁有36 m長的射線探傷室,使用6 MeV電子直線加速器進行焊接接頭的拍片。
擁有36 m長的天然氣熱處理爐,因而吸收塔的熱處理采取整體熱處理的方案。
(2)探傷
為了保證焊接接頭的質量,按照設計要求進行了焊接接頭的無損探傷。
另外,為確保出口產品的焊接質量,對DN<200 mm的接管與殼體的角接接頭也進行了超聲檢測和射線檢測。這是一項本公司內部控制焊接質量的措施,雖然存在著探傷“盲區”,但為判斷角接接頭的內在質量提供了依據。
(3)管理措施
該吸收塔采取分段制作、整體合攏的組裝工藝,除了采用先進的裝備外,還對生產進行了精心組織、科學安排。堅持以合格的質量為原則,以精神鼓勵和物質獎勵相結合,激發員工的聰明才智,調動一切積極因素,全力以赴完成任務。
從鋼板運到公司之日起,花了5個月時間,保質保量地完成了6臺吸收塔(見圖12)的制造任務,按時裝船發運。目前,6臺胺液吸收塔運行正常。威海化工機械有限公司為我國大型化工設備的出口創造了奇跡。

圖12 胺液吸收塔
5 結語
以大厚度復合板制造壓力容器,難度大、風險高,因此應加強制造過程的質量控制。本文對大厚度復合板焊接結構的基本要求進行了闡述,并針對塔內件的特殊性,提出了控制厚鋼板塔體直線度的措施。
(1)對于大厚度復合板結構的焊接,應加強基體焊接質量的控制;復層焊接應遵守異種鋼焊接的基本原則,以確保焊接質量。
(2)在復合板的搬運以及復合板的下料、成型、組裝、焊接等各道工序中,均存在鐵離子污染的可能性。特別是在封頭熱成型時,容易受到鐵質胎具的機械損傷。殼體開孔時火焰切割、焊縫清焊根時產生飛濺物等,均有可能造成高溫狀態的鐵離子污染,且清除鐵離子污染的難度很大。因此,應始終采取有效措施,嚴格進行奧氏體不銹鋼表面的保護。
(3)以控制筒節的圓度、筒節端面的垂直度為基礎,筒節的環縫采用窄間隙坡口、較厚的鈍邊,并采取無間隙組對的措施,這是確保筒體直線度的有效措施。
(4)由于塔內件的特殊性,應遵守統一的基準,采用合適的工裝,執行實配的程序,這是確保安裝質量的可靠保障。
(5)采用先進的裝備,采取合理的工藝,實施靈活的措施,這是確保產品質量、提高施工進度的有效方法。
Manufacture of Amine Liquor Absorption Tower with Thick Clad Plate
Chen GaoDong JianqingYv Yanmao
The basic requirements of the welding structure of the thick clad plate are discussed so the measures to control the tower straightness of the thick steel plate are proposed.According to the specificity of the tower internals,the unified benchmark and appropriate tooling is important in the assembling.
Clad plate;Welding groove;Straightness;Internals;Welding equipment;Absorption tower
TQ 050.6
2015-02-20)
*陳杲,男,1979年生,工程師。威海市,264203。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45
