用嵌入鑲件法改進壓鑄件質量
2015-11-16 06:05:44崔愛軍劉國新
金屬加工(熱加工) 2015年1期
崔愛軍,劉國新
1. 鑄件現狀分析
鋁合金壓鑄的支座鑄件,材質為ZAlSi12Cu;尺寸為φ 130m m×40m m,毛坯重量270g;最大壁厚11mm,最小壁厚4mm,平均壁厚5.4mm;鑄件成品如圖1所示,圖示的凹槽是毛坯壓鑄后,在毛坯最厚處機加工的寬7mm、深4mm的密封槽,用于安放密封環;由于該槽是用于流體密封,客戶要求機加后的密封槽表面不允許有肉眼可見的氣孔和縮孔等鑄造缺陷。
依據客戶的毛坯件設計要求,該產品需要采用壓鑄工藝進行生產,客戶設計的鑄件毛坯如圖2所示。
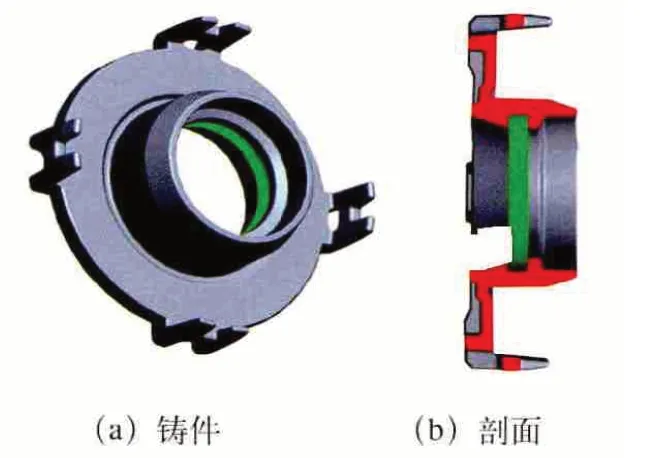
圖 1
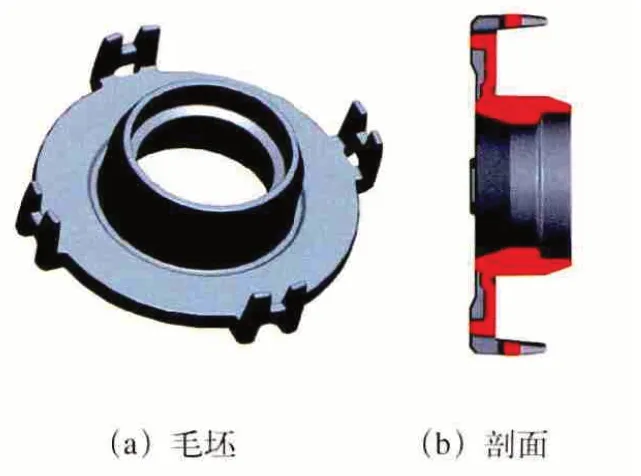
圖 2
2. 壓鑄工藝的特點
所謂壓鑄是在壓鑄機上進行的金屬型壓力鑄造的簡稱,鑄造時將液態合金在高速、高壓下充填型腔,并在高壓下成形、凝固形成鑄件,是目前生產效率最高的鑄造工藝。壓鑄過程在高比壓下填充,大大提高了合金的流動性,金屬液結晶凝固又是在壓力作用下進行,因此壓鑄件生產主要有以下特點。
(1)高壓下成形,產品致密性高,產品力學強度及表面硬度高,但產品的伸長率較低。
(2)產品充型快,冷卻時間短,生產效率高,批量生產時成本低。
(3)產品的表面粗糙度值低,甚至可達Ra=1.6~6.3μm。
(4)可生產壁厚較薄的零件。
(5)充型快,內部卷入氣體多,產品氣孔率高。
(6)不可熱處理。熱處理時內部氣體會膨脹,導致產品出現鼓包或開裂等缺陷。
(7)表面存在一個厚0.5~0.8mm的致密層,故加工余量小(一般在0.5mm),加工量過大會使表面致密層破壞,導致產品強度降低,且易使機加工表面出現氣孔、縮孔等缺陷。
由上述壓鑄件的特點可知,在壓鑄件厚達11mm的部位,進行深達4mm以上的機加工,內部會出現縮孔、縮松、氣孔等鑄造缺陷。
壓鑄件內部縮孔、縮松、氣孔現象存在的原因有:①壓鑄件使用的鋁合金除渣、除氣不夠,鋁合金液中的氣體含量高。②產品壓鑄時模具表面殘留脫模劑未揮發完全,與鋁液接觸時產生氣體。③壓鑄用的鋁液溫度過高,含氣量增加。④模具澆排系統的設計不良,型腔內的氣體無法及時排除。⑤鑄件本身的設計不合理,存在難以補縮的熱節。⑥壓鑄工藝不合理,造成了局部熱節補縮不良。
那么,能否從工藝上加以解決,使鑄件質量達到客戶要求?
眾所周知,固態鋁合金的密度為2.7g/cm3,而液態鋁合金的密度一般在2.4g/cm3左右,金屬熔體充滿型腔后,由液態轉變成固態時,因密度的差異,必然發生相變收縮;由于壓鑄件是從外向內冷卻凝固,這個特點決定了當鑄件壁厚較大時,模具澆口部位較薄,提前凝固,厚大部位的中心區域因澆口已凝固,所以得不到有效的補縮,內部必然會產生縮孔、縮松等問題,這就是壓鑄件縮孔、縮松現象產生的根本原因。
因此,對鋁合金壓鑄件來說,特別是厚大的壓鑄件,鑄件內部存在縮孔、縮松問題是必然的,理論上是幾乎不可能解決的。
3. 解決壓鑄件縮孔縮松缺陷的途徑
由縮孔、縮松產生的原因可知,從工藝原理上說,解決鑄件縮孔、縮松缺陷,只能按照通過補縮的指導思想進行。長期以來,人們進行了大量的試驗工作,對壓鑄機進行改造、對工藝進行改進。雖然對于壁厚適中的鑄件能夠從工藝、設備上采取措施,得到改善,然而鋁合金液態凝固過程的相變收縮是一種必然的物理現象,不能違背這種自然規律;對于壁厚較厚的壓鑄件來說,只能遵循其規律,采取適當的方式來解決這個問題。
因此從理論上講,壓鑄件縮孔、縮松問題,無法從壓鑄工藝本身得到徹底解決,要徹底解決這個問題,只能超越該工藝,另外尋求解決的辦法。
(1)嵌入鑲件法的解決途徑 從壓鑄工藝本身不能來解決的問題,能否從模具結構上來解決呢?
從壓鑄件經常使用鑲件來改變局部的使用性能得到啟發,我們完全可以在鑄件內部嵌入一個鑲件,預先將內部的凹槽成形出來(可預留0.5mm的機加工余量),待產品壓鑄成形后將預先嵌入的鑲件機加工掉來保證鑄件內部密封槽的表面質量。根據這個思路,我們在壓鑄模具上選取了一個位置,新增了一個模腔,專門用于制作鋁合金的鑲件,改進后,每模生產一個產品和一件鑲件,改進后的毛坯如圖3所示。
(2)毛坯機加過程中鑲件止轉 鑲件嵌入產品后,在后續的機加過程時發現,對鑲件機加過程中,鑲件快要切除完畢時,鑲件相對于鑄件主體會發生轉動,造成刀具的損毀。因此,必須在鑲件圓周設置止轉結構,防止鑲件的轉動。如圖4所示,我們在鑲件的圓周上設置了4個凸槽,同時間隔設置了4個凹槽,用于防止鑲件在機加過程中的轉動。
經過對鑲件進行處理后,機加過程中未再發生鑲件轉動造成的刀具損壞,采用嵌入鑲件后,生產的鑄件,密封槽處機加工余量減小到了0.5mm左右,機加工后,表面質量達到了客戶的質量要求。
4. 結語
通過此次對模具的改進表明,解決壓鑄件局部厚壁處機加后的表面質量,采用嵌入鑲件法是一個不錯的選擇,采用此法后相對減小了鑄件的機加工余量,保留了鑄件表面的致密層,滿足了鑄件的使用要求。
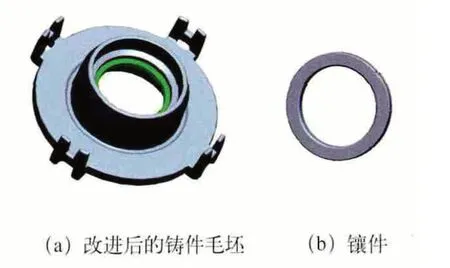
圖 3
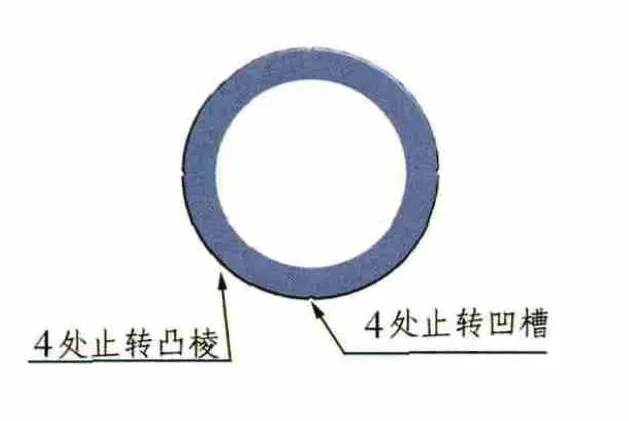
圖4 鑄件止轉結構
[1] 潘憲曾.壓鑄模設計手冊[M].2版.北京:機械工業出版社,1998.
[2] 楊裕國.壓鑄工藝與模具設計[M].北京:機械工業出版社,1997.
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
