全自動(dòng)澆注機(jī)的研發(fā)和應(yīng)用案例
2015-11-16 06:04:12朱小鋼
金屬加工(熱加工) 2015年11期
■朱小鋼
1. 設(shè)備研發(fā)背景
澆注是鑄造生產(chǎn)中的關(guān)鍵環(huán)節(jié)之一,基于工藝要求的快速澆注可以最大限度地發(fā)揮造型生產(chǎn)線的生產(chǎn)率;良好、精確的澆注可以獲得質(zhì)量高的鑄件產(chǎn)品,而且還可以避免鐵液的浪費(fèi);自動(dòng)化程度高的澆注設(shè)備可以保證澆注過(guò)程的安全性并節(jié)省大量人力、物力。
全自動(dòng)澆注機(jī)必須達(dá)到最佳澆注,即必須準(zhǔn)確地將鐵液穩(wěn)定澆入澆口杯,并且澆注過(guò)程中始終保持澆口杯處于充滿狀態(tài)直至澆注結(jié)束,同時(shí)要在保證工藝要求的前提下盡量加快節(jié)奏,保證造型線的節(jié)拍不受澆注的影響。
目前,全自動(dòng)澆注機(jī)有三大類,即底注式、氣壓保溫式和傾轉(zhuǎn)式,適用場(chǎng)合各不相同,只有這樣才能充分發(fā)揮各自的優(yōu)勢(shì)。
(1)底注式澆注機(jī) 優(yōu)點(diǎn):①澆注節(jié)拍快。②鐵液較純凈,可減少鑄件夾渣、渣孔缺陷的產(chǎn)生。缺點(diǎn):塞桿和澆嘴更換頻繁,費(fèi)用高。
底注式澆注機(jī)適用于造型生產(chǎn)率大于300型/h的垂直無(wú)箱造型或只澆注灰鑄鐵的有箱造型線。
(2)氣壓保溫式澆注機(jī) 優(yōu)點(diǎn):①可以對(duì)鐵液進(jìn)行保溫和升溫。②澆注質(zhì)量穩(wěn)定。主要缺點(diǎn):①爐內(nèi)積渣清除困難。②澆注爐修爐時(shí)間長(zhǎng)。
氣壓保溫式澆注機(jī)適用于造型速度較快、澆注箱重較大且同種牌號(hào)鐵液的有箱造型線。
(3)傾轉(zhuǎn)式澆注機(jī) 優(yōu)點(diǎn):①使用靈活,可以隨時(shí)控制鐵液流速,使用廣泛。②不存在漏液現(xiàn)象。③澆包修理方便。④使用成本較低。⑤鐵液牌號(hào)切換便捷。缺點(diǎn):鐵液需要倒包。
傾轉(zhuǎn)式澆注機(jī)適用于造型生產(chǎn)率150箱/h左右,且灰鑄鐵、球墨鑄鐵混線生產(chǎn)的脫箱造型線。
為了實(shí)現(xiàn)水平脫箱造型線的自動(dòng)澆注,我公司研發(fā)了傾轉(zhuǎn)式自動(dòng)澆注機(jī),用于鑄件生產(chǎn)過(guò)程中金屬熔液的澆注,其采用全伺服驅(qū)動(dòng)方式,具有自動(dòng)稱量精度高和澆點(diǎn)定位準(zhǔn)確等特點(diǎn),是脫箱造型線必備的澆注裝備。
2. 傾轉(zhuǎn)式自動(dòng)澆注機(jī)
傾轉(zhuǎn)式自動(dòng)澆注機(jī)驅(qū)動(dòng)方式主要有繞包嘴驅(qū)動(dòng)和澆包重心驅(qū)動(dòng)兩種。
HAPI型自動(dòng)澆注機(jī)設(shè)備結(jié)構(gòu)特點(diǎn):
(1)采用繞包嘴驅(qū)動(dòng)方式。以澆包澆口位置為中心旋轉(zhuǎn)來(lái)進(jìn)行澆注,傾斜角度0o~70o,保證穩(wěn)定澆注。
(2)縱向行走裝置。澆注機(jī)縱向行走采用交流伺服控制,由齒輪、齒條機(jī)構(gòu)完成運(yùn)動(dòng),運(yùn)行可靠、平穩(wěn)、靈活,定位準(zhǔn)確,具有無(wú)級(jí)調(diào)速和走節(jié)距功能,可以自動(dòng)回原位,澆包可縱向移動(dòng)以對(duì)正澆口杯。
可與造型線建立聯(lián)鎖,控制造型線暫停推型,并且可以實(shí)現(xiàn)與造型線同步運(yùn)行。
澆注機(jī)兩端設(shè)有安全開(kāi)關(guān),防止誤操作發(fā)生危險(xiǎn),并有自動(dòng)清掃軌道裝置。
(3)橫向移動(dòng),采用伺服電動(dòng)機(jī)驅(qū)動(dòng),沿生產(chǎn)線方向移動(dòng),軌道長(zhǎng)度與可澆注砂型數(shù)量相適應(yīng)。
(4)升降移動(dòng)采用滾珠絲杠提升,直線導(dǎo)軌導(dǎo)向。在澆包傾倒時(shí),升降裝置可以實(shí)現(xiàn)高度調(diào)整,以適應(yīng)不同砂型高度。
(5)稱重采用精密數(shù)字化傳感器模式,對(duì)流量和澆注重量進(jìn)行計(jì)量控制。
(6)澆包容積600k g以下采用單提升滾珠絲桿;800k g以上采用雙提升滾珠絲桿。
(7)澆包容積600k g以下采用側(cè)掛式澆包;800k g以上采用回轉(zhuǎn)機(jī)架雙掛式澆包,機(jī)動(dòng)滾道換包。
(8)澆注傾轉(zhuǎn)采用電動(dòng)單推桿。
(9)采用筒狀茶壺形澆包,具有良好的撇渣性能;為了保證澆包保溫效果最好,優(yōu)化了桶狀澆包桶體結(jié)構(gòu),以確保液體金屬表面積最小并配有包蓋,可有效減少熱量損失,減小溫降。
澆包配有對(duì)應(yīng)的筑包模具,可以滿足橋式起重機(jī)和叉車的運(yùn)輸要求。
(10)電控系統(tǒng)。采用可編程控制器(PLC)控制,具有體積小、抗干擾能力強(qiáng)、性能可靠及使用方便等優(yōu)點(diǎn),提高了機(jī)器運(yùn)行的可靠性。各個(gè)聯(lián)鎖安全、可靠,并設(shè)有急停開(kāi)關(guān)。
該系統(tǒng)配有人機(jī)界面,可以設(shè)定和顯示各個(gè)運(yùn)行參數(shù),監(jiān)控運(yùn)行狀態(tài),故障報(bào)警。澆包傾轉(zhuǎn)速度及傾轉(zhuǎn)角度可在該界面顯示,并有鐵液下限位報(bào)警。
(11)隨流孕育裝置。該裝置固定于澆注機(jī)上,由料斗、螺旋給料機(jī)、氣控系統(tǒng)、導(dǎo)管、紅外熱金屬探測(cè)器等組成。
孕育劑的加入量通過(guò)微型螺旋給料機(jī)來(lái)控制,由變頻控制實(shí)現(xiàn)無(wú)級(jí)調(diào)節(jié)給料量,達(dá)到隨流孕育的目的。
該裝置設(shè)有料位檢測(cè),當(dāng)料位不足時(shí)可提示加料,保證加料和澆注同時(shí)開(kāi)始。
(12)同步裝置。該裝置取造型線的運(yùn)行信號(hào),控制澆注機(jī)與造型線同步運(yùn)行實(shí)現(xiàn)同步澆注,保證澆注過(guò)程不停線。使用旋轉(zhuǎn)編碼器采集信號(hào),并可以對(duì)信號(hào)進(jìn)行一定處理,保證同步過(guò)程穩(wěn)定、準(zhǔn)確。
(13)智能識(shí)別澆注。澆包更換完畢后,只需按下自動(dòng)啟動(dòng)按鈕,澆注機(jī)根據(jù)砂箱狀態(tài)(需手動(dòng)設(shè)置)自動(dòng)運(yùn)行至距生產(chǎn)線最近的未澆注砂型,并自動(dòng)預(yù)對(duì)準(zhǔn)澆口(若澆口出現(xiàn)偏差,只需微調(diào))進(jìn)行自動(dòng)澆注。砂型澆注完成后,自動(dòng)運(yùn)行至下一箱可澆注砂型進(jìn)行澆注并可以自動(dòng)跳過(guò)壞砂型,自動(dòng)過(guò)程持續(xù)至剩余鐵液不足以澆注一箱砂型。鐵液剩余不足時(shí),提示補(bǔ)充鐵液。
(14)型板參數(shù)預(yù)輸入功能。將所生產(chǎn)的產(chǎn)品參數(shù)輸入,若待澆注產(chǎn)品參數(shù)變更時(shí)澆注機(jī)的澆注參數(shù)隨之自動(dòng)變更。澆注參數(shù)包含:型板號(hào)、鑄型高度、澆注位置、澆注重量設(shè)置、孕育劑設(shè)置、澆注曲線等。
HAPII型自動(dòng)澆注機(jī)特點(diǎn):
(1)采用繞包重心驅(qū)動(dòng)方式。傾斜角度0o~70o,保證穩(wěn)定澆注。
(2)橫向移動(dòng)、縱向移動(dòng)和澆包傾轉(zhuǎn)采用伺服電動(dòng)機(jī)驅(qū)動(dòng),可實(shí)現(xiàn)三軸聯(lián)動(dòng)。
(3)升降移動(dòng)采用滾珠絲杠提升,直線導(dǎo)軌導(dǎo)向。
(4)虛擬繞包嘴澆注,自動(dòng)適時(shí)調(diào)整鐵液的澆點(diǎn),保證穩(wěn)定澆注。
(5)稱重采用浮動(dòng)托盤(pán)、4點(diǎn)稱重。
(6)通過(guò)同步編碼器,實(shí)現(xiàn)橫向移動(dòng)同步澆注。
(7)澆包采用側(cè)掛式固定,實(shí)現(xiàn)澆包快速裝卸。
(8)通過(guò)孕育機(jī)構(gòu)實(shí)現(xiàn)澆注時(shí)適時(shí)孕育處理。
(9)采用氣缸升降配重,改善升降絲杠和伺服電動(dòng)機(jī)的受力狀態(tài),延長(zhǎng)其使用壽命。
主要技術(shù)參數(shù)如下:
鐵液材質(zhì)為球墨鑄鐵、蠕墨鑄鐵、灰鑄鐵;澆包容量500~1200k g;澆注重量15~50k g;澆注精度<±1k g;澆注速度3~7kg/s。
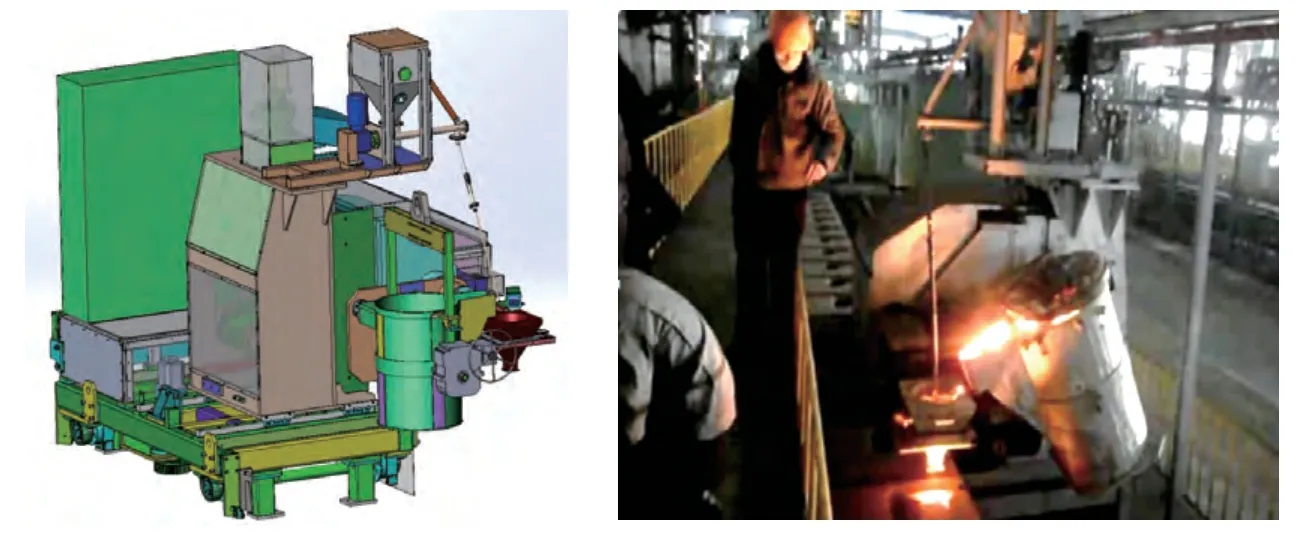
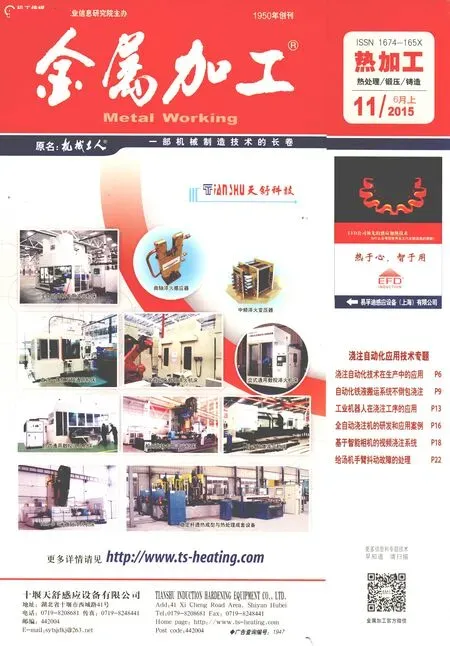
圖1 浙江某公司HAPI澆注機(jī)
3. 應(yīng)用案例
案例1:HAPI—50澆注機(jī)2014年用于浙江某公司AMF-Ⅲ07脫箱造型線的自動(dòng)澆注(見(jiàn)圖1),造型線生產(chǎn)率100型/h,主要生產(chǎn)縫紉機(jī)機(jī)頭、底板等鑄件,澆包容積500k g,每包鐵液澆注10~30型,投產(chǎn)已穩(wěn)定運(yùn)行一年。
案例2:HAPII—50澆注機(jī),2015年用于山東某公司AMF-Ⅲ06脫箱造型線的自動(dòng)澆注(見(jiàn)圖2),造型線生產(chǎn)率120型/h,主要生產(chǎn)卡鉗體等鑄件,澆包容積600k g,每包鐵液澆注10~30型。該自動(dòng)澆注機(jī)投產(chǎn)兩個(gè)月以來(lái),運(yùn)行平穩(wěn)。
圖2 山東某公司HAPII澆注機(jī)