合金鑄鐵磨球生產用金屬型的設計及其制造工藝
2015-11-16 06:04:18李健
金屬加工(熱加工) 2015年11期
關鍵詞:工藝
■李健
1. 概述
球磨機是廣泛應用于礦山等行業的制粉設備,磨球是球磨機工作過程中消耗金屬材料最多的易損件,磨球的表面質量及內在質量不但影響其制造成本,而且影響球磨機的臺時質量,所以生產優質的磨球,是生產企業重點研究解決的問題。
我公司每年為鞍山礦業公司生產磨球2萬余噸,磨球材質采用的是低鉻合金白口鑄鐵,是一種生產成本低、耐磨性較好的耐磨材料,其生產工藝流程為配砂、造型、制芯、合箱、澆注、打箱、余熱淬火,采用的是手工生產方式。
在磨球的生產實踐中,我們認識到低鉻合金白口鑄鐵磨球對鑄造缺陷比較敏感,磨球破碎的主要原因就是磨球表面或心部存在裂紋源,如縮孔、縮松、夾雜、疏松等鑄造缺陷,在沖擊應力作用下擴展造成破碎,而這些缺陷又與鑄造工藝密切相關的。由于砂型鑄造是典型的體積凝固方式,不可能完全消除縮松、疏松等鑄造缺陷。
金屬型有高的導熱性和蓄熱性,液態金屬在金屬型中冷卻速度快,過冷度大,金屬型的凝固方式為中間凝固或近似逐層凝固,所鑄造出的磨球組織致密,晶粒細化,可明顯減少縮孔、縮松等鑄造缺陷,具有較高尺寸精度和較好的表面粗糙,磨球表面良好,降低磨球碎球率。同時因金屬型鑄造工序簡化,影響磨球質量的工藝因素比較少,工藝條件較易控制,因而磨球質量較穩定,廢品率降低。因此,我公司多年來一直采用金屬型進行磨球生產。
2. 磨球金屬型的技術要求
磨球金屬型形成鑄球型腔表面粗糙度為Ra1.5μm,其余加工表面的表面粗糙度為Ra3.2μm,非加工表面的表面粗糙度為Ra50μm,不允許有肉眼可見的縮孔、縮松、氣孔、裂紋、冷隔、夾砂、砂眼等缺陷存在。模具應清理干凈,修整飛邊、毛刺,去除澆冒口、粘砂、氧化皮及內腔殘留物等。
3. 鑄鐵球金屬型材料的選擇
金屬型主要承受激冷、激熱、磨損及反復震擊的工況條件,因此金屬型必須具有良好的抗激冷激熱性、耐磨性及減震性能。灰鑄鐵是一種價廉易得的金屬材料,鑄造及機械加工性能好,耐磨及減震性能良好。從生產技術、成本及設備等方面考慮,選擇了HT200為金屬型的制造材料。
鑄鐵球材料化學成分的選擇如下:
(1)碳、硅 C、Si都是強烈地促進石墨化的元素,在一定的冷卻速度和孕育條件下,碳當量CE增加可以提高灰鑄鐵的石墨化程度,碳以碳化物形態存在的數量減少,以石墨形態存在的數量增加,在組織上表現為白口傾向減小,鑄態滲碳體和珠光體數量減少。此外,提高碳、硅含量還可提高鑄造性能,降低鑄件斷面敏感性,減少鑄件內應力,提高切削加工性能。
綜合考慮金屬型的結構尺寸及保證金屬型的使用性能,確定wC=3.1%~3.3%,wSi=1.6%~1.9%。
(2)錳和硫 Mn、S是穩定碳化物且阻礙石墨化元素,但兩者共同存在時,會結合成硫化錳和硫、鐵錳化合物,以顆粒狀分布于基體中。這些化合物的熔點在1 6 0 0℃以上,不僅無阻礙石墨化的作用,而且還可作為石墨化的非自發性晶核。考慮到使用沖天爐冶煉,使用的原材料生鐵、廢鋼等爐料的wS為0.05%,冶煉后鑄件的wS能控制在0.10%~0.1 2%,因此wMn為0.6%~0.8%。
灰鑄鐵中磷高可以提高鑄件的耐磨性,但隨著含磷量的提高,鑄件力學性能尤其是韌性和致密性降低。此外,含磷量高往往是鑄件冷裂的原因,所以控制wP=0.05%~0.07%。
4. 金屬型的設計簡述
鑄鐵球金屬型分上型、下型,在上半型球腔頂部各設一個排氣孔。在鑄型中布置6個鑄球型腔,對定位銷的安裝要求:在下半型上為過盈配合,而在上半型上為間隙配合。
合箱時主要靠兩個定位銷定位,以往采用的明長合箱銷,經過生產實踐證明,使用一段時間后,定位銷就會發生彎曲現象,造型時金屬型合箱不嚴,生產的磨球常產生偏箱及飛邊缺陷,且澆注時合箱銷易被鐵液粘結,清理起來難度很大,鐵液粘結嚴重時常造成金屬型報廢,經濟損失較大。經過研究,將明長合箱銷改為短暗合箱銷,可顯著解決上述問題,且減輕了金屬型重量,方便操作,兩種金屬型結構如圖1、圖2所示。
5. 金屬型的鑄造工藝
(1)混砂 采用粒度為0.224~0.154mm(70/100目)硅砂作為原砂,以保證金屬型的表面粗糙度達到規定要求。使用碾式混砂機進行混砂,粘結劑采用普通黏土,型砂由新砂、舊砂、黏土及適量的水組成,先加入舊砂后進行預加水,使舊砂表面所包覆的附加物先吸收一些水分,然后再加入新砂、黏土等繼續加水濕混,達到所規定的型砂緊實率后出碾,混砂效果較好。
(2)造型 金屬液澆入鑄型后,夾在金屬液中的熔渣,由于密度較小,常浮在上面,如果鑄件加工面朝上,加工后表面很可能產生縮孔、縮松、氣孔、夾渣等缺陷而報廢,所以澆注位置的選擇是使重要面朝下或者置于垂直方向。
由于球窩表面是金屬型最重要的工作表面,不允許存在任何鑄造缺陷,所以澆注位置的選擇是使該工作面朝下,以保證球窩表面的質量,球窩最初工藝設計由砂芯形成,澆注后進行機械加工發現6個球窩中心點不在一個圓周線上,經分析認為主要是由于操作誤差造成芯座底面不平,下芯后砂芯不同程度地存在傾斜現象。此外,起模操作時造成芯座尺寸超差過大,每個芯座尺寸大小不同,澆注后金屬型也會產生球窩不在一個圓周線上的現象。
經過研究,決定取消砂芯,造型時6 個球窩由砂胎直接形成,修型時對球窩砂胎修整要精心操作。工藝改進后經劃線檢查發現消除了6個球窩不同心現象,同時簡化了生產工序,縮短了生產周期。
采用濕型砂造型,因為濕型砂不用烘干,造型效率高,生產周期短,材料成本低,便于組織生產。
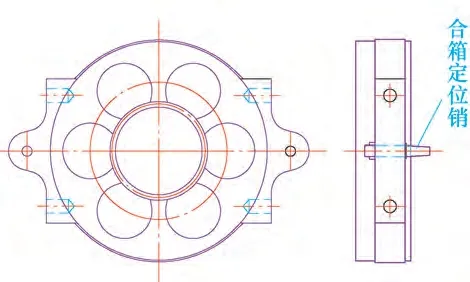
圖1 原金屬型示意
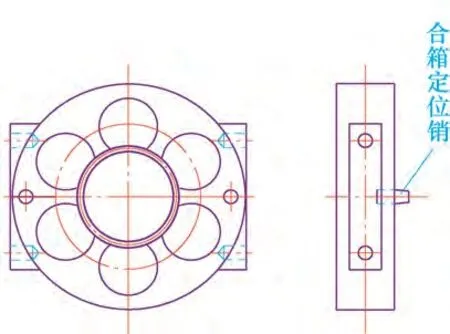
圖2 改進后金屬型示意
6. 熔煉
(1)爐料的控制要求 冶煉用爐料主要有生鐵、廢鋼、鐵合金。
生鐵:硫是一種阻礙石墨化元素,特別是硫的共晶體或富鐵硫化物存在時,這種作用更為明顯,可能使鑄件出現白口,磷在灰鑄鐵中多以磷共晶形式存在于晶界上,使鑄件韌性降低,磷含量過高則強度下降,因此生鐵應低磷、低硫。選用遼陽某廠Z18生鐵,其化學成分:wC>3.3%,wSi=1.40%~1.80%,wP≤0.06%,wS≤0.04%,生鐵要求銹蝕少,夾渣少,化學成分準確。
廢鋼:廢鋼使用碳素鋼,塊度必須符合規定,每塊廢鋼長度不得大于加料口的1/3,廢鋼表面不得有嚴重的銹蝕,否則會導致局部產生白口等缺陷,造成加工困難,夾帶的泥沙必須清理干凈,并分類保管。
回爐料:采用金屬型本體回爐料或同一牌號的其他產品回爐料。使用前應清除表面的粘砂及型腔內的砂芯,入爐前回爐料應破碎成一定塊度,長度不得大于加料口的1/3。
鐵合金:主要使用硅鐵、錳鐵,要求不得受潮,不得黏附泥沙及油污并要求做除銹處理。
(2)焦炭 焦炭的優劣直接影響到沖天爐熔煉時的冶金質量和鐵液溫度,要求固定碳高,強度高,硫量低,灰分少。如果焦炭的含硫量高,焦炭中的硫就會大量進入到鐵液中,鐵液含硫量就高。
選用的焦炭理化指標是:固定碳含量>82%,焦炭塊度80~12 0mm,水分≤5.0%,灰分≤8.0%,揮發分≤1.5%,硫分≤0.6%,落下強度≥92.0%,碎焦率(<40mm)≤4.0%。
(3)熔劑 石灰石主要作用是爐內造渣,主要指標要求:Ca O≥52%,Si O2≤1.5%,MgO≤2.5%。
7. 生產工藝控制要點
(1)高溫熔煉 保證鐵液有一定過熱,可以消除生鐵爐料中的粗大過共晶石墨,避免粗大石墨從液態遺傳到固態,有利于改善石墨形態,從而提高材料的使用性能。此外,從鐵液出爐到吊運至澆注場地,鐵液溫度要降低50~100℃,因此出鐵溫度要控制在1450℃以上。
(2)澆注 ①澆包烘干。澆包搪好后,一定要進行烘干。若沒有烘透,在注入鐵液后,就會吸收部分熱量而降低鐵液溫度,因此修好的澆包一定要充分烘干,澆注前還要預熱,使澆包的溫度為6 5 0~8 0 0℃。②澆注溫度。澆注溫度的高低,對鑄件的質量影響很大,溫度越低則流動性越差,容易產生冷隔和澆不足,但溫度過高,會使鑄件表面粘砂,縮孔增大,晶粒變粗。根據金屬型材質牌號及壁厚尺寸,確定澆注溫度為1330~1360℃。③澆注操作。扒渣:鐵液出爐后,在鐵液表面加保溫集渣覆蓋劑,扒盡熔渣。這個操作要迅速,以免時間過長,使鐵液溫度降低太多;澆注:澆注開始時應緩慢以細流鐵液注入,防止鐵液飛濺,隨后快速充滿澆口,不可斷流,最后細流注入,以防鐵液溢出,鑄型充滿后稍停一下,再在冒口內補澆熱鐵液。
8. 應用效果
幾年來,按照選定材料的化學成分及生產工藝生產了近千件金屬型,經檢驗完全符合技術要求,使用過程中發現操作靈便,消除了以往金屬型因合箱銷長而產生的彎曲及澆注時被鐵液黏附現象,使金屬型的使用壽命顯著提高。
9. 結語
金屬型使用壽命的長短,對鑄鐵球的生產組織有直接影響。生產實踐表明,合理選擇金屬型材料的化學成分,優化其結構設計,并對金屬型的制造工藝過程嚴格控制,防止其產生縮孔、縮松、粘砂、氣孔、夾渣等鑄造缺陷,是保證金屬型使用壽命的重要條件。
[1] 李魁盛. 鑄造工藝設計基礎[M].天津:河北工學院出版社, 1985.
[2] 中國機械工程學會鑄造鑄業學會.鑄造手冊.第1卷.鑄鐵[M].北京: 機械工業出版社,2002.
[3] 中國機械工程學會鑄造學會編.鑄造手冊. 第5卷. 鑄造工藝[M].北京: 機械工業出版社, 2002.
[4] 中國機械工程學會鑄造學會. 鑄造手冊.第6卷. 特種鑄造[M].北京: 機械工業出版社, 2002.
[5] 李魁盛,等.典型鑄件工藝設計實例[M]. 北京: 機械工業出版社, 2007.
[6] 艾小玲.低鉻白口鑄鐵磨球質量的影響因素[J].武漢職業技術學院學報, 2008(3).
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52