典型薄壁件的CNC 加工方法研究
2015-11-18 12:27:32楊莉
機(jī)電工程 2015年12期
楊 莉
(四川工程職業(yè)技術(shù)學(xué)院 機(jī)電工程系,四川 德陽 618000)
0 引言
薄壁零件具有高強(qiáng)度、重量輕、高承載性等優(yōu)點(diǎn),作為重要的零件廣泛應(yīng)用于機(jī)械、汽車、航空、軍工等行業(yè)。筆者研究的薄壁零件主要用于汽輪機(jī)燃燒室,是燃機(jī)的關(guān)鍵零部件。目前,薄壁零件正在向極薄化、大尺寸化和復(fù)雜化的方向發(fā)展。薄壁結(jié)構(gòu)受力形式復(fù)雜,受力分析難以按照經(jīng)典理論進(jìn)行,且制造過程中極易發(fā)生變形、失穩(wěn)和振動(dòng)等問題,非常不利于制造加工,是國際上公認(rèn)的復(fù)雜制造工藝問題[1]。薄壁零件剛性差,在制造過程中受到夾緊力、切削力、切削熱和殘余應(yīng)力等因素的作用時(shí)極易產(chǎn)生變形,德國的B.Denkena 等人[2]首先通過實(shí)驗(yàn)觀察的手段發(fā)現(xiàn)薄壁件加工過程中有熱力耦合作用產(chǎn)生的變形誤差,所以控制加工變形是保證薄壁零件數(shù)控加工質(zhì)量的關(guān)鍵。目前國內(nèi)的中小企業(yè)仍然采用傳統(tǒng)車削、銑削、磨削、拋光、壓鑄及混合加工成形等加工方法加工不同類型的薄壁件[3]。
本研究針對(duì)薄壁件加工的現(xiàn)狀,結(jié)合數(shù)控技術(shù),制定出合理的機(jī)械加工工藝,采用CNC 技術(shù)的加工中心進(jìn)行零件的加工,以提高零件的加工精度和表面質(zhì)量,該理論和方法對(duì)類似零件的高精密數(shù)控銑削具有一定的指導(dǎo)意義。
1 結(jié)構(gòu)分析
薄壁零件的材質(zhì)為Hastelloy X(哈氏合金)。它是鎳基合金中的Ni-Mo 系、Ni-Cr-Mo 系及Ni-Si 系耐蝕耐熱合金。它的密度:9.2 g/cm3,熔點(diǎn):1 330 ℃~1 380 ℃,磁導(dǎo)率(單位:℃,RT)≤1.001。Hastelloy X 主要成分(單位:%)是C≤0.115,Cr≤22.0,Mo≤9.0,F(xiàn)e≤20及Ni 余[4]。它的力學(xué)性能非常突出,具有高強(qiáng)度、高韌性的特點(diǎn),因此,在機(jī)加工方面有一定的難度,而且其應(yīng)變硬化傾向極強(qiáng),當(dāng)變形率達(dá)到15% 時(shí),約為18—8 不銹鋼的兩倍。哈氏合金還存在中溫敏化區(qū),其敏化傾向隨變形率的增加而增大。
薄壁件成品圖如圖1 所示。

圖1 薄壁件成品圖
該薄壁件凈重6.4 kg,工件總長(zhǎng)589.06 mm,厚度為7.6 mm,表面粗糙度為Ra1.6,平行度為0.1 mm,孔的位置度要求相當(dāng)高,且孔徑公差僅有0.018 mm。加工精度要求較高,加工難度較大。
2 零件的加工
2.1 加工準(zhǔn)備
(1)將工作臺(tái)打磨平整、清理干凈;
(2)選用4 塊等高墊鐵及相應(yīng)拉桿、千斤頂、壓板;
(3)準(zhǔn)備等量的紙,用于保護(hù)工件表面;
(4)準(zhǔn)備好刀具、量具、樣板;
(5)充分考慮加工過程中可能出現(xiàn)的問題,制定解決方案,整理出加工歩驟與程序。
2.2 基于CNC 技術(shù)機(jī)床的選用
對(duì)于高精度要求的薄壁零件,該薄壁件在加工中心來完成加工,相較于普通機(jī)床,數(shù)控機(jī)床通過數(shù)控指令驅(qū)動(dòng)機(jī)床的各軸運(yùn)動(dòng)來加工工件[5],通過改變數(shù)控有關(guān)技術(shù)工藝參數(shù),就可以完成加工,因此比較便于實(shí)現(xiàn)換批加工與研發(fā)新產(chǎn)品[6]。而加工中心是一種功能較全的數(shù)控機(jī)床,它集銑削、鉆削、鉸削、鏜削、攻螺紋和切螺紋于一體[7],不僅具有加工精度高、精度穩(wěn)定、表面質(zhì)量好等工藝特點(diǎn),還可以減少停機(jī)檢驗(yàn)時(shí)間,具備刀庫的自動(dòng)換刀功能,實(shí)現(xiàn)了多道工序的連續(xù)加工,這樣不僅縮短了生產(chǎn)準(zhǔn)備周期,提高了生產(chǎn)效率,而且節(jié)省了大量工藝裝備費(fèi)用。
因此,本研究根據(jù)零件的結(jié)構(gòu)特點(diǎn),采用立式加工中心KVC800,該機(jī)床精度高、剛性好,可以大大提高加工精度;且具有進(jìn)給結(jié)構(gòu)剛性、傳動(dòng)剛性良好;主傳動(dòng)系統(tǒng)轉(zhuǎn)速高、性能良好;刀庫容量大、裝刀方便;機(jī)床操作宜人性良好;主配置FANUC 0i-mate-MD 控制系統(tǒng)性能優(yōu)越、運(yùn)行可靠等特點(diǎn)。其能在一次裝夾下完成鉆、擴(kuò)、鏜、攻絲等多種加工,適合于加工各種精度高、工序多、形狀復(fù)雜的各種零件,是精度高、工效高、可靠性高的自動(dòng)化加工機(jī)床。
2.3 加工工藝分析
薄壁件工藝路線一般劃分3個(gè)階段,即毛坯準(zhǔn)備—粗加工—精加工。粗、精加工之間可安排一次或數(shù)次半精加工。研究結(jié)果表明,對(duì)零件粗加工后進(jìn)行去應(yīng)力退火處理,減少因應(yīng)力釋放導(dǎo)致工件變形的可能性,還應(yīng)合理安排粗、精銑工序,控制工件變形,以滿足精度要求。
以下討論合理制定裝夾方案。薄壁零件剛性差,在加工過程中因受到切削力、夾緊力以及切削熱和殘余應(yīng)力極易產(chǎn)生變形,所以控制加工變形是保證薄壁零件數(shù)控加工質(zhì)量的關(guān)鍵。在眾多的加工變形控制措施中,如進(jìn)給量局部調(diào)整、刀具路徑修正、改進(jìn)裝夾方案和改進(jìn)毛坯的結(jié)構(gòu)工藝性等,裝夾方案是其中的重要一項(xiàng)[8-9]。另外,結(jié)合實(shí)際分析,薄壁零件的數(shù)控銑削中,由夾緊力引起的裝夾變形是引起工件變形不可忽視的一個(gè)重要因素,裝夾方案的優(yōu)劣直接影響工件的加工精度、表面質(zhì)量、勞動(dòng)生產(chǎn)率和加工成本。薄壁零件裝夾方案的制定,首先應(yīng)根據(jù)零件的結(jié)構(gòu)特點(diǎn)和技術(shù)要求,進(jìn)行切削過程中的受力和變形分析,特別要注重定位和夾緊的形式、裝夾布局和夾緊力的選擇,使工件所受的綜合作用力盡可能小,作用力矩盡可能小,提高零件的工藝剛度,減輕零件的裝夾變形、加工變形和振動(dòng)[10]。
2.3.1 工件的粗加工
(1)將平口虎鉗裝夾在合適位置,鉗口拉直,壓緊。
(2)粗銑加工實(shí)物圖如圖2 所示。粗銑工件厚度,對(duì)工件進(jìn)行多次裝夾,消除因應(yīng)力發(fā)生變化而產(chǎn)生塑性變形,最終保證其中一個(gè)面的平行度在0.1 mm之內(nèi),并達(dá)到表面粗糙度要求。
(3)取下工件,釋放加工應(yīng)力,檢查變形量。
2.3.2 工件的精加工

圖2 粗銑加工

圖3 精加工
(2)兩次裝夾精銑外形。本研究選用Φ10 的立銑刀,切削參數(shù)為:S=2 000 r/min,F(xiàn)=500 mm/min,ap=0.25 mm。結(jié)合實(shí)際分析,為保證寬度總長(zhǎng)和型線部分滿足設(shè)計(jì)要求,需留量精銑。筆者在余料部分搭制壓板,防止脫落時(shí)損壞工件和刀具。
精銑外形如圖4 所示。

圖4 精銑外形
(3)多次裝夾銑厚度方向型線。
銑厚度方向型線如圖5 所示。

圖5 銑厚度方向型線
需要考慮工件的變形問題,如何降低工件的變形在最小程度。面銑刀阻力過大,使工件內(nèi)部分子急速運(yùn)動(dòng),從而加速了工件的變形。經(jīng)過反復(fù)試制作比對(duì),最后本研究確定選用了刃口鋒利排屑效果好且耐磨性好的Φ10—R0.5 立銑刀,切削參數(shù)為:S=2 000 r/min,F(xiàn)=1 000 mm/min,ap=0.10 mm。在精銑時(shí)每刀寬度小于8 mm,這樣銑出的型線才無接刀痕,保證了粗糙度Ra1.6。在加工斜面時(shí)采用每刀寬度0.1 mm 的進(jìn)刀方式,最終達(dá)到表面粗糙度和光潔度要求。本研究對(duì)斜面進(jìn)行加工與結(jié)果分析,為了保證接刀的完整性,采用同一把刀來精銑控制斜面和平面的統(tǒng)一性。
3 數(shù)控編程
3.1 加工程序編制
數(shù)控機(jī)床所使用的程序是按一定的格式并以代碼的形式編制的,由數(shù)控系統(tǒng)控制數(shù)控機(jī)床自動(dòng)地進(jìn)行加工[11]。本研究根據(jù)薄壁零件的結(jié)構(gòu)、技術(shù)要求、制造工藝分析、加工中心的程序格式,結(jié)合實(shí)際結(jié)果分析,確定出每個(gè)工序的加工程序。
3.2 零件重要表面的加工程序
本研究按圖1 零件位置旋轉(zhuǎn)90°擺放,列出其左側(cè)與右側(cè)平面、圓弧面的加工程序:
在酒店對(duì)于人才管理的過程中,國內(nèi)酒店的管理人員由于傳統(tǒng)思想總是寄希望設(shè)法用各種手段來控制酒店的員工,甚至把一些激勵(lì)的措施也當(dāng)成了控制知識(shí)型員工的手段。許多酒店在解決知識(shí)型員工“跳槽”問題上走進(jìn)了誤區(qū),他們把“跳槽”看成是員工的背叛或者認(rèn)為員工跳槽體現(xiàn)出的是自己管理的失敗,為了遮蓋住這種失敗,有的甚至采取扣押金、扣檔案,扣工資等偏執(zhí)的做法。最后,人非但沒留住,還嚴(yán)重影響到企業(yè)聲譽(yù)和形象。酒店的管理者即使知道采用這種管制性措施把人才被迫留住,所留人才會(huì)因此變得消極怠工,令酒店和員工個(gè)人雙方兩敗俱傷,也依然這樣做。
(1)粗加工左側(cè)平面
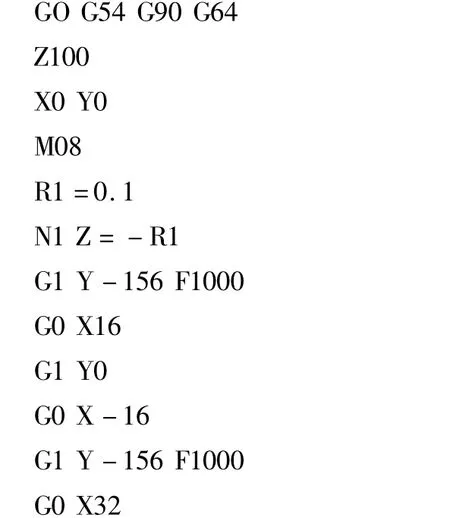
(2)粗加工右側(cè)平面


(3)加工左側(cè)圓弧(R200)

(4)加工右側(cè)圓弧(R200)

(5)加工左側(cè)錐形
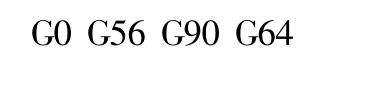

(6)加工右側(cè)錐形

(7)精加工左側(cè)平面

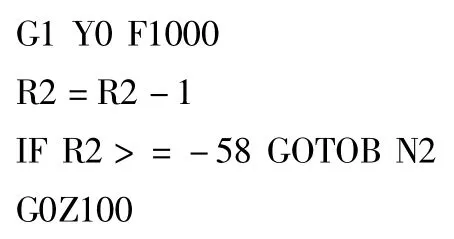
(8)精加工右側(cè)平面

程序結(jié)束
4 加工分析與檢測(cè)
如圖1 所示,本研究精銑4×Φ16.5(兩邊位置)和2× Φ17(中間位置)的孔,這兩種孔的公差均為0.018 mm。由于機(jī)床的精度會(huì)直接螺旋銑削成橢圓狀,橢圓在0~0.02 mm 之間,無法滿足設(shè)計(jì)要求,筆者采用優(yōu)化選擇先銑削留0.05 mm 的加工余量再鏜削的方式,保證形位公差在0.005 mm 之內(nèi)。
該工件屬薄壁件,加工過程中易變形,應(yīng)遵循“少吃快跑”的加工理念。本研究采取墊紙的方法以保護(hù)表面光潔度不被破壞。
在正常加工條件下,影響工件尺寸變化的主要因素是刀具磨損、由于切削熱引起的刀具伸長(zhǎng)和工件膨脹以及機(jī)床、刀具、工件組成的工藝系統(tǒng)彈性變形等[12]。S.Ratchev 等人[13]針對(duì)切削加工的熱變形、殘余應(yīng)力變形和力變形進(jìn)行了分析。因此工件加工完畢后,仍然需要對(duì)所加工的零件要進(jìn)行尺寸、粗糙度以及形位公差等檢測(cè),了解是否到達(dá)設(shè)計(jì)要求和工藝要求。
5 結(jié)束語
本研究結(jié)合加工實(shí)際,為達(dá)到零件所要求的表面質(zhì)量,應(yīng)避免在工件上出現(xiàn)壓痕和拉傷現(xiàn)象,加工時(shí)需要一層墊紙,即在工作臺(tái)上約0.5 mm,壓板部位需墊1 mm。在精加工面上找正或測(cè)量工件變形度時(shí),只能點(diǎn)接觸,不能讓表頭在工件上做直線運(yùn)動(dòng),以免有劃痕。其次,該零件是燃機(jī)的重要部分,其重點(diǎn)在于斜度的加工方法、刀具的選用和外觀保護(hù),以最大程度減小工件的變形度。
結(jié)果表明,按照所述方法,能加工出滿足設(shè)計(jì)要求、工藝要求,符合使用性能的零件,可作為一種典型薄壁件的加工方法。
[1]李 陽.薄壁零件銑削加工變形預(yù)測(cè)[D].大連:大連交通大學(xué)機(jī)械工程學(xué)院,2008.
[2]DENKENA B,SCHMIDT C,KRüGER M.Experimental investigation and modeling of thermal and mechanical influences on shape deviations in machining structural parts[J].International Journal of Machine Tools and Manufacture,2010,50(11):1015-1021.
[3]石廣豐,王景梅,宋林森,等.薄壁零件的制造工藝研究現(xiàn)狀[J].長(zhǎng)春光學(xué)精密機(jī)械學(xué)院學(xué)報(bào),2012(1):68-72.
[4]張汝松,李志國,劉昌峰.哈氏合金的選用[J].石油化工腐蝕與防護(hù),2012,29(1):33-35.
[5]熊 平.大型數(shù)控龍門銑床幾何誤差補(bǔ)償方法研究[J].機(jī)電工程,2014,31(2):139-144.
[6]梁春鴻.數(shù)控技術(shù)在機(jī)械加工中的應(yīng)用及其發(fā)展前景[J].中國高新技術(shù)企業(yè),2015(5):62-63.
[7]武有德,蘇 珉.機(jī)械加工工藝[M].北京:北京理工大學(xué)出版社,2011.
[8]董輝躍,柯映林.銑削加工中薄壁件裝夾方案優(yōu)選的有限元模擬[J].浙江大學(xué)學(xué)報(bào):自然科學(xué)版,2004,38(1):17-21.
[9]鄭聯(lián)語,汪叔淳.薄壁零件數(shù)控加工工藝質(zhì)量改進(jìn)方法[J].航空學(xué)報(bào),2001,22(5):424-428.
[10]高 翔,王 勇.薄壁零件精密數(shù)控銑削關(guān)鍵技術(shù)研究[J].機(jī)床與液壓,2009,37(9):14-15.
[11]劉書華.數(shù)控機(jī)床與編程[M].北京:機(jī)械工業(yè)出版社,2001.
[12]陳愛弟,王信義,王忠民,等.零件尺寸的在線檢測(cè)方法研究[J].機(jī)械制造,2001,39(10):50-54.
[13]RATCHEV S,LIU S,BECHER A A.Error compensation strategy in milling flexible thin-wall parts[J].Journal of Materials Processing Technology,2005,162-163(15):673-681.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
