
船用柴油機(jī)氣缸蓋高同軸度孔系加工工藝技術(shù)優(yōu)化
2015-11-23 07:14:24陜西柴油機(jī)重工有限公司興平713105符博峰贠虎臣喬衛(wèi)杰
金屬加工(冷加工) 2015年5期
■陜西柴油機(jī)重工有限公司 (興平 713105) 符博峰 贠虎臣 趙 明 喬衛(wèi)杰
1. 產(chǎn)品結(jié)構(gòu)分析
船用柴油機(jī)氣缸蓋屬于集氣、油、水道于一身的復(fù)雜箱體類零件,一般為鑄鐵材質(zhì),是一個由平面、孔系和形狀復(fù)雜的流道組成的復(fù)雜長方體,結(jié)構(gòu)復(fù)雜,加工要素眾多,并在空間上高度集成,加工精度要求高,要求剛性好,裝夾和加工變形小(見圖1)。
氣缸蓋閥座―導(dǎo)管孔、噴油器孔、起動閥孔等尺寸精度一般為IT6―IT7級,閥座孔對導(dǎo)管孔的徑向跳動為0.025mm,噴油器孔對爆壓面的垂直度要求為0.03mm,噴嘴孔對噴油器安裝孔的同軸度為φ0.03mm。因此,氣缸蓋加工的主要技術(shù)難點(diǎn)集中在閥座―導(dǎo)管孔系、噴油器孔系、安全閥孔系及起動閥孔系等高同軸度要求孔系的加工上(見圖2)。
傳統(tǒng)工藝方案為了保證這些臺階孔系的同軸度要求,大多將要素集中在同一工序的同一工位進(jìn)行加工,從粗加工、半精加工到精加工,往往需要耗費(fèi)大量的時間來完成,造成生產(chǎn)線關(guān)鍵設(shè)備的負(fù)荷過大,各設(shè)備間工時嚴(yán)重不均衡,生產(chǎn)效率低下,嚴(yán)重影響氣缸蓋生產(chǎn)制造的周期,成為柴油機(jī)制造中的“瓶頸”。
為了有效解決此類生產(chǎn)制造中的“瓶頸”問題,我們從以下幾個方面對氣缸蓋高同軸度孔系加工工藝進(jìn)行優(yōu)化。
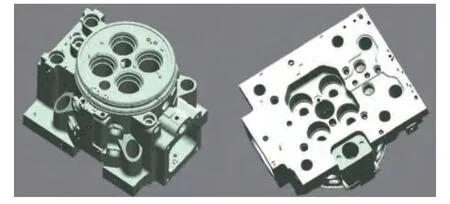
圖1 某型船用柴油機(jī)缸蓋實(shí)體圖

圖2 某型船用柴油機(jī)缸蓋噴油器孔斷面圖
2. 工藝流程的優(yōu)化
氣缸蓋加工符合一般箱體類零件加工的基本原則,其面系與孔系的加工應(yīng)遵循粗加工、半精加工和精加工,先面后孔的工藝原則。一般的加工工藝流程為:劃線并檢驗(yàn)毛坯→粗車上、下面→精車下面→劃線→鉆孔→銑四周面并加工四周面孔→銑上平面并加工上、下面各孔系→劃線→加工四周各深孔→加工其他各孔。
從以上工藝流程可以看出,閥座―導(dǎo)管孔系、噴油器孔系、安全閥孔系及起動閥孔系等高同軸度要求的孔系都集中在“銑上平面并加工上、下面各孔系”工序進(jìn)行,使用加工設(shè)備為臥式加工中心,通過統(tǒng)計(jì)現(xiàn)場多種機(jī)型氣缸蓋實(shí)際加工工時,我們了解到氣缸蓋其他要素工序工時只需1.0~1.5h,而“銑上平面并加工上、下面各孔系”工序工時需要3.5~4.0h,出現(xiàn)了設(shè)備工時嚴(yán)重不均衡的現(xiàn)象,生產(chǎn)線往往出現(xiàn)工時浪費(fèi)和在制品堆積,甚至是生產(chǎn)停滯。
為了有效解決這一“瓶頸”問題,我們在工藝流程方面做了如下工作。
(1)對需在本工序加工的所有要素進(jìn)行統(tǒng)計(jì)分析,并將各類要素按照主要和非主要進(jìn)行分類,將主要要素安排在臥式加工中心進(jìn)行加工,非主要要素分流至其他設(shè)備進(jìn)行加工。主要要素包括噴油器孔系、閥座―導(dǎo)管孔系,非主要要素包括上、下平面的進(jìn)水孔、油孔、螺栓安裝孔、清砂孔等。
(2)在主、輔要素分離的基礎(chǔ)上,對工藝流程進(jìn)行有效分解,粗加工旨在去除大的余量,提高加工效率;精加工旨在提高加工質(zhì)量。粗加工可以設(shè)置在精度相對較差或普通設(shè)備上進(jìn)行加工,而精加工則安排在精密臥式加工中心上進(jìn)行加工。
(3)對加工要素精度等級進(jìn)行分類統(tǒng)計(jì),按照精度高低要求不同,將加工要素分別設(shè)置在高精度設(shè)備(臥式加工中心或立式加工中心)和普通設(shè)備(鏜床或鉆床)上進(jìn)行加工。
(4)將一些特殊要素的加工從工序中剔除出去,在后續(xù)工序進(jìn)行加工;或是在本工序加工引導(dǎo)孔,后續(xù)工序補(bǔ)充加工至工藝要求。主要是針對螺紋孔和一些長徑比較大的油孔。
3. 刀具方案的優(yōu)化
氣缸蓋閥座―導(dǎo)管孔系、噴油器孔系、安全閥孔系及起動閥孔系等高同軸度要求孔系是缸蓋加工中的主要技術(shù)難點(diǎn),此類孔系加工刀具的選擇直接關(guān)系到缸蓋加工質(zhì)量和效率。傳統(tǒng)工藝中存在以下問題:
(1)粗鏜刀去除余量后,半精加工和精加工時,由于刀具長度過大,如不降低切削速度,則容易產(chǎn)生振刀現(xiàn)象,使表面粗糙度很難達(dá)到工藝要求。
(2)鏜刀長徑比在L/D>4以后,不采用防振刀桿將造成切削速度和零件表面質(zhì)量急劇下降。
(3)采用單刀加工很難保證圖樣中形位公差要求。
為此,我們對傳統(tǒng)加工工藝中多采用單刀或是簡單組合刀具進(jìn)行加工的模式進(jìn)行了優(yōu)化改進(jìn),根據(jù)加工要素的不同和加工中存在的問題制定了以下刀具選取的原則。
4.刀具選取原則
(1)噴油器孔系加工刀具的選擇。當(dāng)缸蓋噴油器孔有預(yù)鑄孔時,按以下基本原則進(jìn)行選配:①噴油氣孔有預(yù)鑄孔,在加工時余量不均勻,為了保證后續(xù)加工質(zhì)量,對噴油氣孔用刀片較大的標(biāo)準(zhǔn)粗鏜刀進(jìn)行粗加工。②為了提高加工效率,半精加工采用組合鏜刀加工。在組合要素少(一般為2個)、長徑比小的情況下可采用國產(chǎn)組合鏜刀;組合要素多(3個及以上)、長徑比大的情況下可采用進(jìn)口組合鏜刀。③為了提高加工精度,精加工采用進(jìn)口組合鏜刀或組合鉸刀進(jìn)行,組合鏜刀或組合鉸刀盡量采用帶導(dǎo)向條支撐的刀具。當(dāng)缸蓋噴油器孔無預(yù)鑄孔時,按以下基本原則進(jìn)行選配:①采用高效帶內(nèi)冷鉆頭(U鉆、淺孔鉆、X鉆)先進(jìn)行鉆孔。②采用大刀片標(biāo)準(zhǔn)粗鏜刀進(jìn)行粗加工。③按有預(yù)鑄孔時第二條原則進(jìn)行選配。④按有預(yù)鑄孔時第三條原則進(jìn)行選配。
以圖2所示的某型缸蓋為例,按照以上原則對其刀具方案進(jìn)行優(yōu)化后,其噴油器孔粗加工和精加工刀具為圖3和圖4所示結(jié)構(gòu)。
(2)閥座孔加工刀具的選擇。①采用標(biāo)準(zhǔn)粗鏜刀進(jìn)行粗加工。②采用國產(chǎn)組合鏜刀進(jìn)行半精加工。③采用標(biāo)準(zhǔn)精鏜刀進(jìn)行精加工。④如閥座孔毛坯余量較大時,可先采取高效銑刀進(jìn)行銑削后再采用鏜刀進(jìn)行加工。

圖3 某型柴油機(jī)噴油器孔粗加工刀具圖

圖4 某型柴油機(jī)噴油器孔粗加工刀具圖
(3)導(dǎo)管孔加工刀具的選擇。當(dāng)導(dǎo)管孔直徑15mm<d<25mm時,按以下基本原則進(jìn)行選配:①采用槍鉆從缸蓋上平面進(jìn)行粗加工。②采用粗鏜刀從下平面進(jìn)行半精加工。③采用標(biāo)準(zhǔn)鏜刀將導(dǎo)管孔端面(入口處)刮平。④采用鉸刀(必須帶內(nèi)冷)進(jìn)行精加工。當(dāng)導(dǎo)管孔直徑25mm<d<40mm時,按以下基本原則進(jìn)行選配:①采用U鉆、淺孔鉆、X鉆從缸蓋上平面進(jìn)行粗加工。②按15mm<d<25mm時第二條原則進(jìn)行選配。③按15mm<d<25mm時第三條原則進(jìn)行選配。④按15mm<d<25mm時第四條原則進(jìn)行選配。
(4)安全閥孔系及起動閥孔系加工刀具的選擇。安全閥及起動閥孔系刀具選配原則與噴油器孔系加工刀具選配原則相同。
5. 加工參數(shù)的優(yōu)化與選取
國內(nèi)制造業(yè)在采用數(shù)控刀具加工生產(chǎn)時,為了保證刀具使用的安全可靠性,多采用降低切削參數(shù)的方式來進(jìn)行加工制造。這一方法雖然在一定程度上節(jié)約了刀具的費(fèi)用,但卻帶來了其他方面成本的增加。國外多家著名刀具供應(yīng)商對此進(jìn)行統(tǒng)計(jì)分析,并最終得出了如下結(jié)論:與切削參數(shù)相比,刀具壽命和刀具成本對零件成本的影響要小得多,刀具壽命增加50%或刀具成本降低30%一般只能使每個零件成本降低1%;而切削參數(shù)提升20%,可以將每個零件成本降低10%以上,因?yàn)樗绊憴C(jī)床、管理費(fèi)用和操作者成本。隨著現(xiàn)代加工技術(shù)水平的不斷發(fā)展,在保證加工質(zhì)量的前提下,如何提升單位時間內(nèi)的金屬去除率逐漸成為現(xiàn)代加工制造的主流發(fā)展方向。所以,為了有效提升氣缸蓋高同軸度孔系加工效率,我們在刀具加工參數(shù)的優(yōu)化與選取上應(yīng)按照以下要求進(jìn)行:
(1)刀具參數(shù)的選擇要根據(jù)現(xiàn)有設(shè)備的功率、轉(zhuǎn)速、扭矩來選擇恰當(dāng)?shù)那邢鲄?shù)。

圖5 切削速度、進(jìn)給量與振幅的關(guān)系
圖5 反映的是切削速度、進(jìn)給量與振幅的關(guān)系,由圖5可以看出,隨著切削速度的提升,振幅會越來越大,在達(dá)到一定峰值后,振幅會逐漸下降;隨著進(jìn)給量的增大,振幅會逐漸下降。
結(jié)合切削速度和進(jìn)給量的影響,綜合分析振幅曲線走向圖,我們在選擇切削參數(shù)時,一定要注意避開機(jī)床的固有頻率,防止出現(xiàn)共振現(xiàn)象而對刀具和設(shè)備造成損壞。
(2)加工參數(shù)選擇要考慮長徑比增加對參數(shù)的影響,一般來說,當(dāng)加工材料為鑄鐵時,按照表1、表2進(jìn)行選取。
(3)加工參數(shù)的選擇要考慮被加工材料的物理和化學(xué)性能,加工不同的鑄鐵材料時應(yīng)選取不同的切削參數(shù)。以灰鑄鐵和球墨鑄鐵為例,加工球墨鑄鐵時,刀具切削速度要比加工灰鑄鐵降低約15%。

表1 鏜削加工切削參數(shù)減少率

表2 鉆削加工切削參數(shù)減少率
5. 結(jié)語
通過開展工藝流程的優(yōu)化、刀具方案的優(yōu)化、加工參數(shù)的優(yōu)化與選取等工作,我們針對現(xiàn)場實(shí)際加工中存在的“瓶頸”問題制定了相應(yīng)的解決措施。同時,為了對相似的要素加工提出指導(dǎo)性的解決措施,我們對工藝流程、刀具方案、加工參數(shù)等都依據(jù)現(xiàn)場解決問題的思路進(jìn)行了梳理,歸納并總結(jié)出了相關(guān)的解決原則或方法,并列舉出具體的實(shí)例,希望可以為其他類似要素的加工提供解決途徑。
[1] 楊叔子. 機(jī)械加工工藝師手冊[M]. 北京:機(jī)械工業(yè)出版社,2001.
