口小腔大薄壁曲面零件的組合夾具及裝夾方法
2015-11-23 07:14:28北京遙測技術研究所100076
金屬加工(冷加工) 2015年5期
■北京遙測技術研究所 (100076)
姚建華
1. 零件結構概況
該零件為我所某型號產品上的結構件,屬于薄壁曲面難加工零件,具有“口小腔大”的特點(見圖1)。材料為聚四氟乙烯,壁厚最薄處不足2mm,內腔尺寸最深處達130mm,內腔公差要求均在0.1mm以內,表面粗糙度值要求Ra=1.6μm。
2. 常規加工方法
圖 1
在加工口小腔大、薄壁、易變形材質的曲面腔體零件時,常規加工方法是設計專用模具通過注塑或鑄造的方法成型,但是即使精密鑄造出來的零件在尺寸公差、表面粗糙度等方面也不能達到較高精度,而且每加工一種零件就要設計一套模具,適用于批量生產的低精度零件加工,對于高精度要求的小批量零件加工時則會費時費力、工程量巨大且達不到設計精度。
3. 零件加工難點
(1)零件材料特點。聚四氟乙烯質軟易變形,加工過程中產生帶狀切屑,容易纏屑將零件擠壓變形,造成尺寸超差且使表面粗糙度達不到要求。
(2)加工過程難點。零件進行完內腔加工后,外形無裝夾部位,需設計專用夾具。當設計夾具將零件內腔撐起進行外形輪廓加工時,由于零件內腔具有口小腔大的特點,若制作完全符合零件內腔輪廓的心軸采用常規方法則無法放入其中;若心軸不完全符合零件內腔輪廓,由于零件壁薄,加上零件材質易變形,心軸不能將內腔完全撐起,零件內腔存在空隙部分,刀具加工到空隙部分外形時,容易使內腔變形,甚至將零件車破,造成零件報廢,難以得到設計圖樣要求。
4. 組合夾具設計
關于組合夾具的設計方案,總思路是把內腔完全支撐起來加工外形,既防止內腔變形,也防止加工外形時內腔中空把零件車破。
(1)夾具材料選擇。由于需要將零件內腔撐起,因此我們選擇具有一定彈性形變特點的黃銅作為制作夾具的材料,既能滿足撐起要求,又便于切削加工。
(2)夾具設計理念。組合夾具由3部分構成,分別為螺紋錐度心軸(見圖2)、米字花瓣脹胎(見圖3)和仿形組合心軸(見圖4),夾緊方式選擇螺紋配合錐度撐起方案。其中仿形組合心軸要滿足將內腔完全撐起來,切割瓣數要選用最少,如果采用2瓣,3瓣的切割方式均不能放入零件內腔,經驗證切割瓣數最少為4瓣。選擇線切割加工以保證最小的切削量,否則夾具組合后間隙過大,加工過程中易將零件外形車破。
圖2 螺紋錐度心軸
圖4 仿形組合心軸
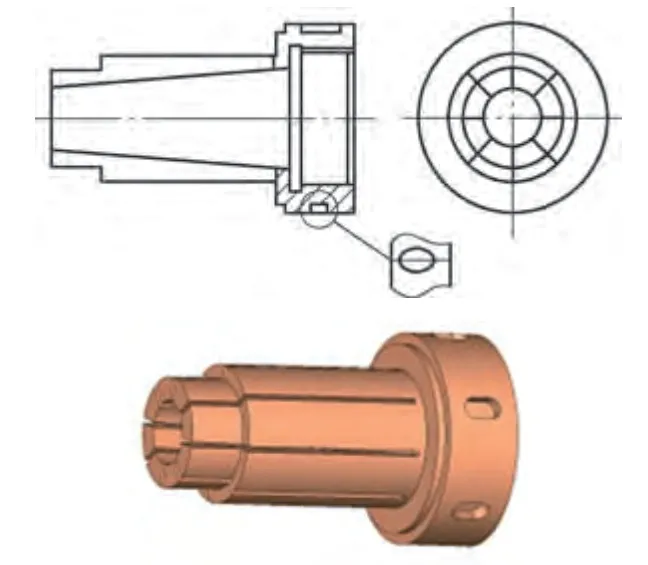
圖3 米字花瓣脹胎
(3)夾具加工要點。組合夾具的難點是如何將仿形組合心軸裝入零件口小腔大的內腔,夾具設計巧妙之處在于仿形組合心軸的切割方法。仿形組合心軸分成4瓣時,首先采用線切割加工方式加工第1瓣,第1瓣的截面為120°扇形,大小為仿形組合心軸的1/3;然后對剩下部分從第1瓣扇形原點開始沿直徑方向左右各30°切割仿形組合心軸最大直徑的1/2后,再向外進行直角切割,形成3瓣,其中第2、3瓣為對稱結構,另一瓣稱為第4瓣(見圖4)。仿形組合心軸的直徑尺寸比薄壁零件內腔尺寸小0.02~0.05mm,這樣既能使零件容易安裝在心軸上,又能保證一定的摩擦力而實現車削加工。若心軸與零件內腔配合間隙過大,零件安裝后因沒有足夠的摩擦力而導致零件無法與心軸同時旋轉,從而無法進行車削加工。
(4)夾具裝夾技巧。組合夾具裝夾方法步驟如下:第一步,首先將仿形組合心軸的第一瓣裝入口小腔大薄壁零件內腔中,然后對稱裝入第2瓣、第3瓣,將前3瓣拼好后,向零件內腔中推入第4瓣(注意4瓣心軸裝入順序不能顛倒,否則不能將仿形組合心軸裝入零件中),形成整體仿形組合心軸;第二步,將米字花瓣脹胎推入仿形組合心軸的內腔中,組成一個組合體;第三步,將組合體利用內外螺紋配合方式旋入在機床上找正的螺紋錐度心軸上,利用錐度配合將零件內腔適當撐起,即可進行外形輪廓的加工(見圖5)。
5. 組合夾具優勢
該組合夾具與現有技術相比有益效果為:
(1)該組合夾具解決了加工口小腔大薄壁零件類產品內腔后因外形沒有裝夾部分而無法進行后續加工的難題。加工時,仿形組合心軸完全符合零件內腔輪廓,零件內腔沒有中空部分,能給零件提供相應支撐,避免了刀具將薄壁零件車破的問題。零件加工后,內腔變形小,平行度、同軸度、表面粗糙度以及厚度誤差可控制在很小的范圍內,滿足設計的精度要求。

圖 5
(2)該組合夾具通過螺紋錐度心軸和米字花瓣脹胎內外螺紋旋入與錐度配合控制夾緊力的大小,米字花瓣脹胎上有專門的適合扳手裝夾的凹槽(見圖3),可選用力矩扳手保證夾緊力在適合范圍之內。組合夾具在夾緊過程中的旋轉方向與對零件加工過程中的切削力矩方向一致,在加工過程中不會出現松脫現象,夾緊更可靠。
(3)該組合夾具材質選用機械加工中經常用到的黃銅,材料容易準備,夾具結構簡單,容易制作,并且找正裝卸方便。
(4)在加工同一種產品時組合夾具可反復多次使用,減少了材料的消耗,提高了效率,更為經濟、合理。夾具一般可在數控車床上一次裝夾加工出來,不卸下就直接使用,或者經定位找正后使用,均能保證其端面跳動、軸向跳動與機床主軸性能一致。
6. 結語
該組合夾具克服現有技術的不足,提供了一種車床上使用的螺紋夾緊組合夾具及裝夾方法,使口小腔大零件在進行外形加工過程中內腔能夠得到完全的支撐,裝夾找正方便,在加工過程中零件變形小,能保證零件的精密加工尺寸及形位公差,為加工同類口小腔大零件提供了一種可借鑒的有效途徑。
