加氫裂化裝置高壓換熱器故障情況及原因分析
2015-11-29 08:04:02李淑娟
石油化工腐蝕與防護 2015年5期
關鍵詞:分析
王 靜,李淑娟
(中國石油化工股份有限公司北京燕山分公司,北京 102500)
某石化公司煉油系統高壓加氫裂化裝置于2007 年7 月投產,自2009 年以來,熱高分之后的3 臺高壓換熱器陸續出現腐蝕泄漏問題。對高壓換熱器泄漏情況進行了介紹,對其原因進行了分析,并對目前采取的措施方案進行了介紹。
1 高壓換熱器運行及泄漏情況
1.1 簡要流程及運行參數
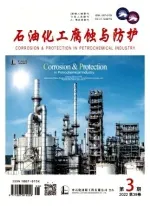
加氫后的反應產物經熱高分離器(D-3103)分離后,熱高分氣體分別與冷低分油(E-3013A/B)、循環氫(E-3102)換熱,再經空冷(A-3101)進入冷高壓分離器(見圖1),高壓換熱器的主要運行參數見表1。
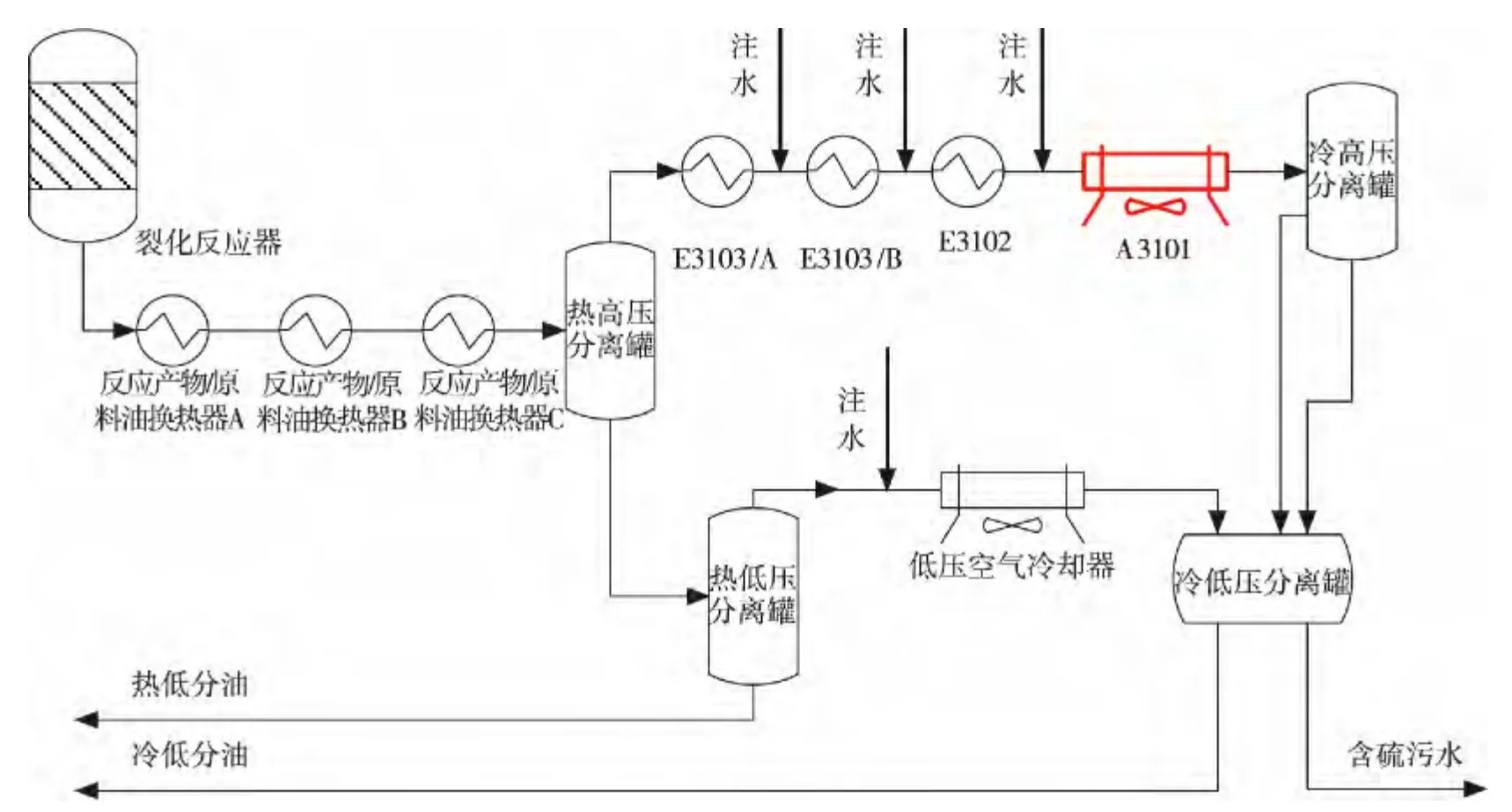
圖1 加氫裂化裝置簡要流程
1.2 泄漏情況介紹
自2009 年以來,熱高分之后的3 臺高壓換熱器陸續出現腐蝕泄漏問題,對其泄漏、維修情況進行初步統計(見表2)。
(1)E3103/A 腐蝕情況
2013 年檢修期間打壓堵管38 根,2014 年5月檢修期間打壓未發現泄漏。對E3103/A 各管口法蘭拆解后進行檢查,發現管程出口接管以及下管板存在銨鹽結晶情況(見圖2 和3)。
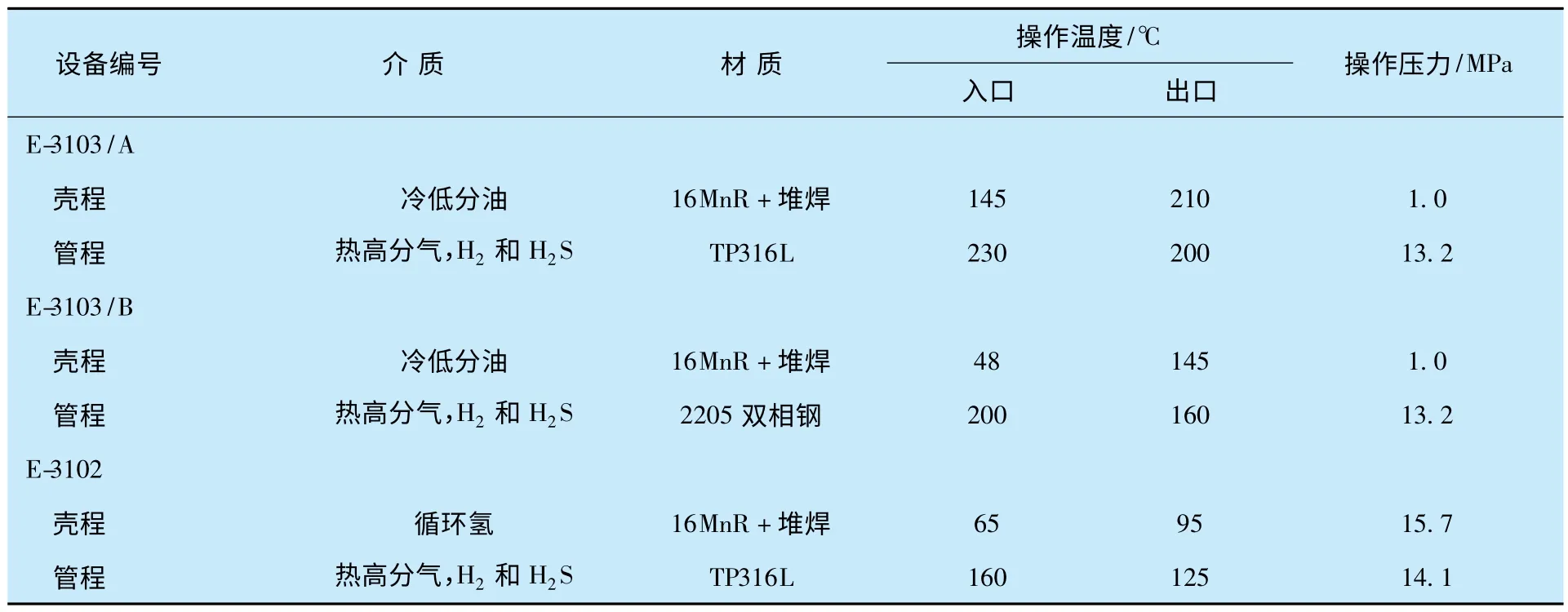
表1 高壓換熱器技術參數

表2 高壓換熱器泄漏維修情況統計

圖2 E3103/A 管程出口接管銨鹽結晶情況

圖3 E3103/A 下管板銨鹽結晶情況
(2)E3103/B 腐蝕情況
2009 年10 月份E-3103B 內漏,裝置緊急停車處理,對其進行修復,共堵管87 根,用內窺鏡檢查,發現管束內部存在銨鹽結晶情況(見圖4)。

圖4 E-3103B 管束內銨鹽結晶情況
2010 年對換熱器更新,管束材質升級為2205雙相鋼。對舊管束剖開檢查,發現管束內壁存在明顯的點蝕坑。2013 年8 月裝置大檢修期間打壓檢查未發現泄漏情況。2014 年5 月搶修期間打壓發現泄漏,更換處理,對更換下來的管束剖開檢查,發現條狀腐蝕溝槽(見圖5 和6)。

圖5 E3103/B 管束內部條狀溝槽形貌
圖6 E3103/B 管束穿孔情況
(3)E-3102 腐蝕情況
2013 年8 月裝置大檢修期間發現E3102 約有20 根換熱管腐蝕穿孔。打壓后E-3102 最終堵管1 137 根,剩余管束48 根。2014 年5 月份更換新管束(材質升級為2205 雙相鋼),對舊管束(材質316L)剖開檢查,發現條狀、點狀腐蝕坑(見圖7)。
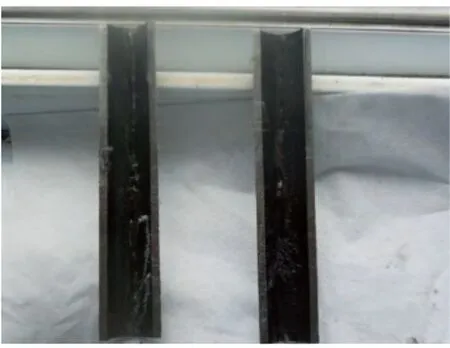
圖7 E3102 管束內部條狀溝槽形貌
2 原因分析
2.1 原料性質分析
《中國石化煉油工藝防腐蝕管理規定》“加氫裂化原料蠟油中鐵離子質量分數不大于1 μg/g,氯離子質量分數不大于1 μg/g”,統計2013 年高壓加氫原料中氯離子超標率為84.2%(見圖8)。高壓加氫原料油氮質量分數控制指標為0.14%,但實際運行原料中存在超標情況,2012 年氮超標率為12.4%(見表3)。氯化銨鹽干態沒有腐蝕性,溶于水后形成酸性溶液對鋼材造成腐蝕,低濃度的溶液腐蝕性不強,但在吸水潮解形成高濃度溶液時腐蝕加重。
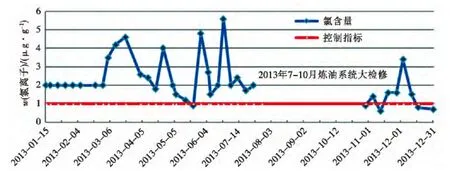
圖8 高壓加氫裝置原料氯離質量分數趨勢

表3 高壓加氫裝置原料氮含量超標情況分析
2.2 材質理化分析及垢物分析
對失效管束進行理化分析,結果表明材質成分、硬度、非金屬夾雜等指標均符合相關標準。對失效管束取垢樣進行了EDX(能量色散X 射線熒光光譜分析),分析結果顯示,樣品中含有C,N,O,S,Cl,Fe 和Cr 等元素,其中氯元素質量分數為0.28%~0.76%、氮元素質量分數為21.71%~25.01%,Fe 和Cr 來自管束腐蝕產物,垢物中含有部分有機物,大量氮元素的存在說明垢樣中含有銨鹽。
結合現場換熱器結鹽情況、管束腐蝕形貌,以及高壓換熱器的實際操作情況,3 臺換熱器管程介質操作溫度在125~230 ℃,基本處在氯化銨鹽結晶溫度區域(結晶溫度130~210 ℃),判定管束腐蝕原因為:生產過程中出現氯化銨鹽結晶,氯化銨鹽水解形成強酸對不銹鋼產生局部腐蝕[1]。
原料油中氯含量偏高,加重了氯化銨結鹽傾向,裝置的注水清洗注水量不夠,影響清洗效果,加重了腐蝕。裝置采取的連續注水操作,使不銹鋼換熱管長時間連續與含氯腐蝕性溶液接觸,在材料局部薄弱部位(溝槽、鈍化膜破損部位、夾雜物、位錯露頭部位)點蝕形成、發展,引起換熱管的腐蝕穿孔。
3 措 施
高換管束選材符合最新石化行業標準《高硫原油加工裝置設備和管道設計選材導則》(SH/T3096—2012)中選材要求,鑒于上述分析結果,目前針對運行期間換熱器管束內壁腐蝕,需要重點從工藝防腐角度考慮防腐措施。
(1)調整運行操作溫度,改變銨鹽結晶點位置。目前控制高壓換熱器E3103A 出口溫度不小于215 ℃,確保氯化銨鹽結晶(氯化銨鹽結晶溫度在130~210 ℃)在注水點之后,以保護E-3103A。高壓空冷入口溫度控制在不小于135 ℃,以防止硫氫化銨在高壓空冷前結晶對E3102 形成垢下腐蝕以及對高壓空冷入口形成沖刷腐蝕。
(2)采取科學合理的注水工藝防腐措施。E3103B 及E3102 前采用間斷注水,當管程壓差大于0.05 MPa,進行注水清洗,控制注水流量12 t/h 左右,保持連續沖洗直至壓差降低到0.02 MPa 停注水。
裝置自2014 年5 月檢修開工后,按此控制調整,高換運行正常,考慮到裝置的長周期運行,如何有效降低原料中的氯含量及如何采取有效的監檢測手段及時掌握運行期間高換管束內壁的腐蝕狀況仍是需要思考的課題。
[1]楊建成.汽柴油加氫裝置反應流出物系統的腐蝕與對策[J].石油化工腐蝕與防護,2012,29(1):20-22.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06