機(jī)械式雙金屬?gòu)?fù)合管焊接過(guò)程數(shù)值模擬
2015-11-29 08:03:38江勝飛
石油化工腐蝕與防護(hù) 2015年2期
關(guān)鍵詞:焊縫
江勝飛,王 燾,王 偉,袁 泉
(中國(guó)石油天然氣股份有限公司西南油氣田分公司蜀南氣礦,四川 威遠(yuǎn) 641000)
對(duì)于輸送高溫高壓、高含CO2、高含Cl-等腐蝕介質(zhì)的天然氣管道,碳鋼材質(zhì)的管道往往不能較好地滿足油氣集輸管道的安全要求,而純不銹鋼管由于其一次性投入較大,也未能被廣泛應(yīng)用,在綜合考慮經(jīng)濟(jì)性及安全性的基礎(chǔ)上,雙金屬?gòu)?fù)合管在國(guó)內(nèi)外油氣田的使用率就越來(lái)越高,也取得了良好的防腐蝕及經(jīng)濟(jì)性效果。
雙金屬?gòu)?fù)合管分為冶金式復(fù)合管和機(jī)械式復(fù)合管兩種類型,由于冶金式復(fù)合管制造難度大,目前國(guó)內(nèi)的制造技術(shù)并不十分成熟,而機(jī)械式雙金屬?gòu)?fù)合管以其制造成本低、工藝簡(jiǎn)單等優(yōu)勢(shì),成為使用最為廣泛的雙金屬?gòu)?fù)合管。機(jī)械式復(fù)合管是將一種管材嵌套在另一種管材內(nèi),通過(guò)各種技術(shù)使管層之間緊密結(jié)合在一起,當(dāng)受外力作用時(shí),兩種管材同時(shí)變形,但界面不會(huì)分離[1]。雙金屬?gòu)?fù)合管的基管一般選用碳鋼管,而襯管的選擇一般以耐蝕合金材料為主[2-5]。
雙金屬?gòu)?fù)合管的連接多采用焊接方式完成,但由于雙金屬?gòu)?fù)合管的內(nèi)襯與基管采用的材質(zhì)差異較大,不同材質(zhì)的熱膨脹系數(shù)等物理性能差異也較大,在受熱過(guò)程中材料的變形量就不同,這就導(dǎo)致了雙金屬?gòu)?fù)合管在焊縫位置會(huì)有較大的應(yīng)力集中,為焊縫的腐蝕營(yíng)造了條件。國(guó)內(nèi)外有關(guān)雙金屬?gòu)?fù)合管失效的研究也證明,其失效位置多集中于焊縫周圍。下面通過(guò)有限元技術(shù)對(duì)復(fù)合管對(duì)接焊接時(shí)的應(yīng)力分布進(jìn)行了數(shù)值仿真分析。其結(jié)果對(duì)雙金屬?gòu)?fù)合管對(duì)接焊縫的工藝設(shè)計(jì)有一定的幫助。
1 焊接模擬過(guò)程分析
1.1 模型的簡(jiǎn)化
運(yùn)用ANSYS 軟件進(jìn)行模擬。考慮到三維模型的對(duì)稱性,為加快運(yùn)算速度,避免出現(xiàn)由于材料物理參數(shù)的嚴(yán)重非線性導(dǎo)致的收斂困難,對(duì)模型進(jìn)行了適當(dāng)?shù)暮?jiǎn)化,針對(duì)研究?jī)?nèi)容,提出以下假設(shè):
(1)焊件初始溫度為環(huán)境溫度25 ℃;
(2)忽略熔池內(nèi)部的化學(xué)反應(yīng)和攪拌、對(duì)流等現(xiàn)象;
(1)沿路徑1 應(yīng)力分布(見(jiàn)圖6 至圖9)
熱循環(huán)曲線的變化,即隨著熱源的移動(dòng)焊件上各點(diǎn)的溫度隨時(shí)間的變化曲線。沿復(fù)合管內(nèi)襯與基管的結(jié)合面按一定距離取點(diǎn),取點(diǎn)位置如圖3 所示。
雙金屬?gòu)?fù)合管的焊接多采用多層多道焊,研究中將分3 層焊接來(lái)完成模擬過(guò)程,選用的焊接參數(shù)如表1 所示。
1.2 前處理
由于模型的對(duì)稱性,取模型的二分之一即180 度模型進(jìn)行分析,模型如圖1 所示。通過(guò)插值法和外推法來(lái)確定模擬所需的材料的物理性能,采用單元內(nèi)部生熱作為焊接熱源,模擬過(guò)程中使用單元生死技術(shù)來(lái)完成焊料的逐步填充。
(4)忽略焊條與母材在材料上的差異,其高溫物理性能采用統(tǒng)一的參數(shù)。
2011-2015年,臺(tái)灣對(duì)大陸農(nóng)耕產(chǎn)品的貿(mào)易總量中,其中貿(mào)易量較大的產(chǎn)品包括谷類及其制品、水果、堅(jiān)果及其制品、花卉及其種苗、酒類、咖啡、植物油、農(nóng)-飼料用副產(chǎn)品和其他農(nóng)耕產(chǎn)品;大部分農(nóng)耕產(chǎn)品的貿(mào)易量逐年增加,尤其是谷類及其制品、水果、堅(jiān)果及其制品、砂糖及其制品、農(nóng)-飼料用副產(chǎn)品和其他農(nóng)耕產(chǎn)品(見(jiàn)圖5)。
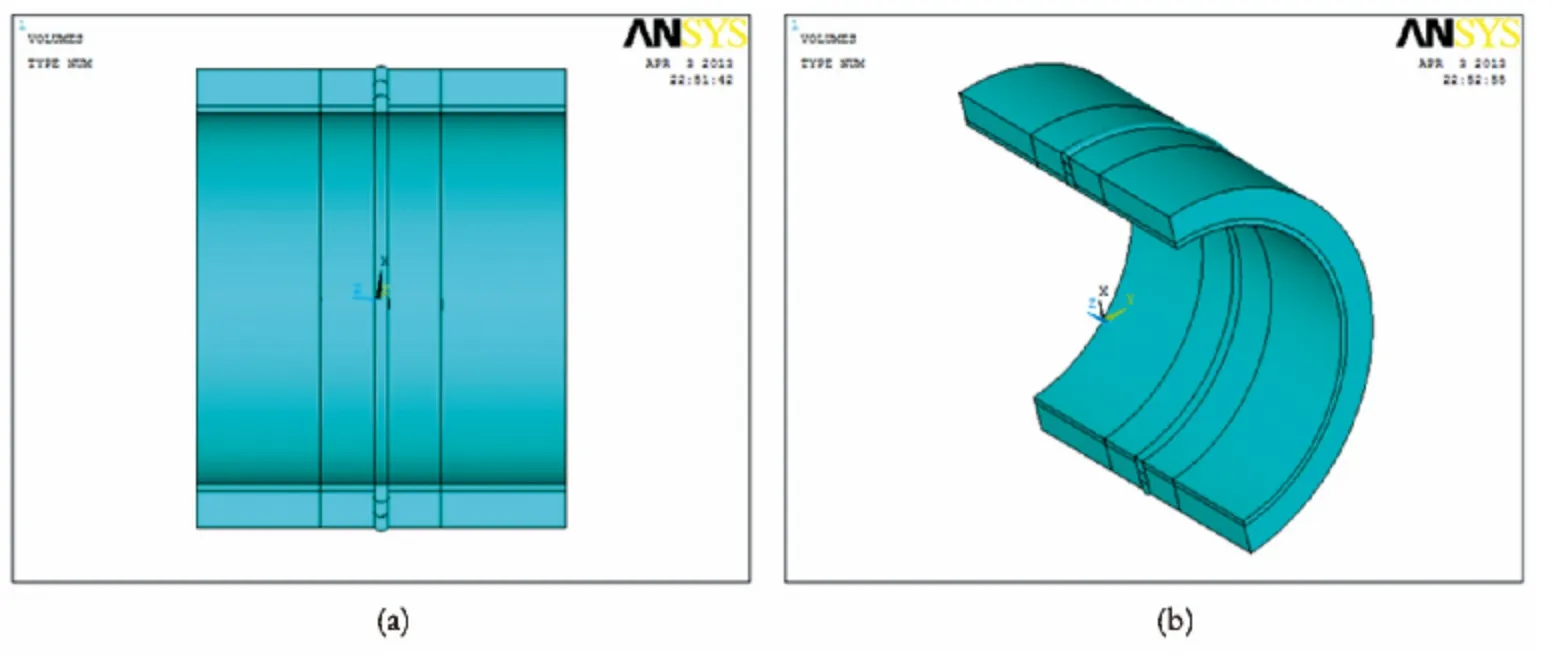
圖1 幾何模型

表1 焊接參數(shù)
2 模擬結(jié)果分析
2.1 溫度場(chǎng)分析
(1)溫度云圖(見(jiàn)圖2)
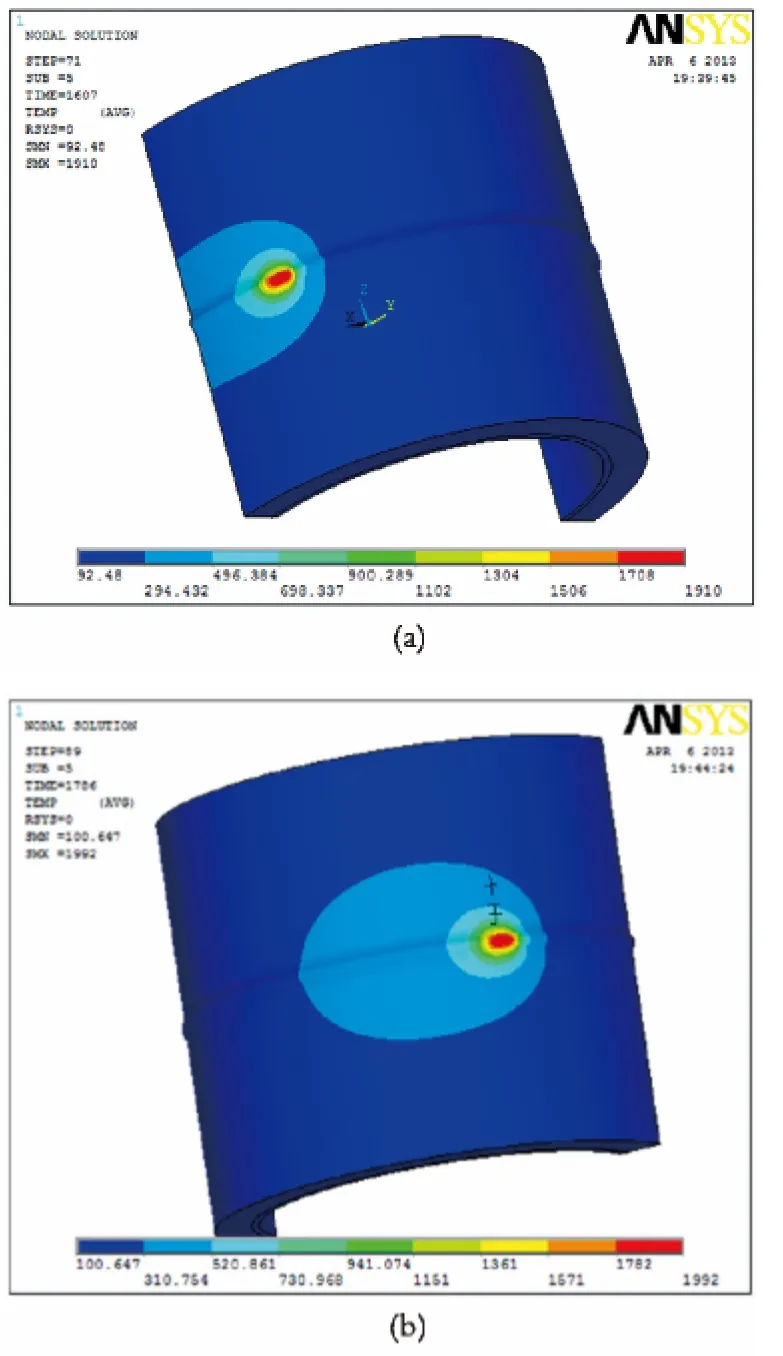
圖2 第三層焊縫溫度云圖
本基坑支護(hù)工程項(xiàng)目采用鋼管樁+高壓旋噴樁施工較好地解決了在淺基坑中沒(méi)有放坡條件的情況下的施工問(wèn)題,支護(hù)效果明顯,達(dá)到了預(yù)期支護(hù)目的,可以作為基坑支護(hù)實(shí)例來(lái)借鑒參考。
(2)熱循環(huán)曲線
(3)假定焊接的所有邊界僅與空氣發(fā)生對(duì)流換熱;
根據(jù)你的描述,分析可能是液力變矩器鎖止不緊,或者變矩器內(nèi)部摩擦片磨損所致,更換液力變矩器,一般應(yīng)該能夠排除該故障。但是,為了確保萬(wàn)無(wú)一失,建議對(duì)閥體也進(jìn)行一次解體清洗,消除隱患。
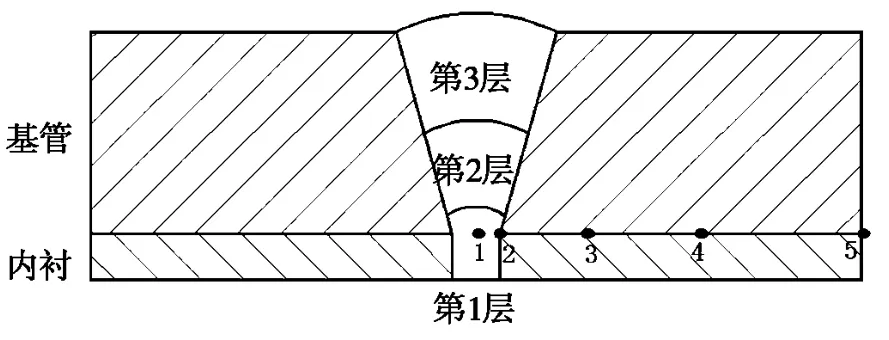
圖3 取點(diǎn)位置
隨著信息通信技術(shù)的快速發(fā)展和全球化的深入推進(jìn),圍繞創(chuàng)新的全球競(jìng)爭(zhēng)日益激烈。傳統(tǒng)的封閉式創(chuàng)新正在受到挑戰(zhàn),積極吸收組織外部的知識(shí)和技術(shù)的開(kāi)放式創(chuàng)新模式則受到越來(lái)越多的關(guān)注。在國(guó)際上,20世紀(jì)80年代以來(lái),封閉式創(chuàng)新模式開(kāi)始迅速衰落,以大企業(yè)為中心的創(chuàng)新開(kāi)始向以大學(xué)和風(fēng)險(xiǎn)企業(yè)為中心的創(chuàng)新轉(zhuǎn)變。從新技術(shù)的發(fā)明發(fā)現(xiàn)到產(chǎn)生經(jīng)濟(jì)價(jià)值的過(guò)程已經(jīng)不再是全部在大企業(yè)內(nèi)部完成,新技術(shù)的種子在大學(xué)和公共研究機(jī)構(gòu)誕生,產(chǎn)業(yè)化部分則在風(fēng)險(xiǎn)企業(yè)完成,大企業(yè)對(duì)那些能夠順利實(shí)現(xiàn)開(kāi)發(fā)的技術(shù)進(jìn)行生產(chǎn)。企業(yè)通過(guò)從大學(xué)或風(fēng)險(xiǎn)企業(yè)吸收技術(shù)、與大學(xué)開(kāi)展共同開(kāi)發(fā)、收購(gòu)風(fēng)險(xiǎn)企業(yè)等手段實(shí)現(xiàn)創(chuàng)新的模式正在變得越來(lái)越廣泛。
如圖4 所示,3 個(gè)波峰分別代表所取點(diǎn)在3層焊接時(shí)的熱循環(huán)曲線。每層焊接對(duì)各點(diǎn)的影響趨勢(shì)相同,隨著焊接的進(jìn)行(即熱源的移動(dòng)),所取點(diǎn)的溫度迅速升高到最高溫度,之后隨著冷卻過(guò)程的進(jìn)行,溫度開(kāi)始下降,焊縫區(qū)最高溫度在2 000 ℃左右。下一層焊接開(kāi)始時(shí),溫度又開(kāi)始上升,如此循環(huán)。隨著距焊縫中心距離的增加,所取點(diǎn)的最高溫度逐漸降低,主要原因是隨著距焊縫中心距離的增加,所取點(diǎn)受熱源的影響逐漸減小。
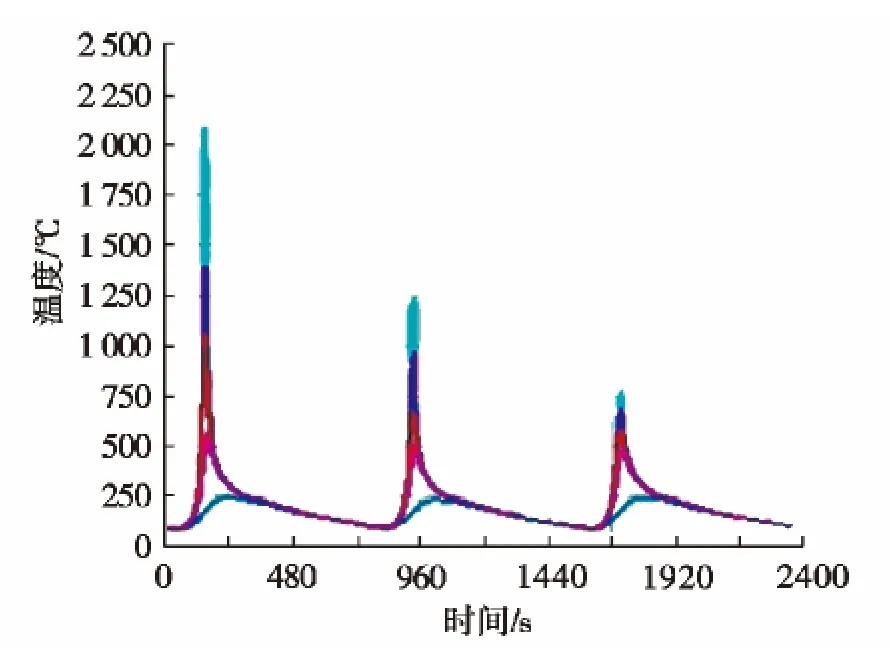
圖4 熱循環(huán)曲線
2.2 應(yīng)力場(chǎng)分析
運(yùn)用ANSYS 的間接法,即先進(jìn)行溫度場(chǎng)分析,然后將求得的節(jié)點(diǎn)溫度作為體載荷施加在應(yīng)力分析中[6],進(jìn)行計(jì)算焊接過(guò)程的應(yīng)力場(chǎng)。通過(guò)ANSYS 中的通用后處理器,分別沿模型外表面和內(nèi)表面垂直焊縫方向建立路徑(見(jiàn)圖5),以觀察各節(jié)點(diǎn)在焊接完成后的殘余應(yīng)力情況。
人才隊(duì)伍的建設(shè)是工程質(zhì)量的人員保障,同時(shí)也不應(yīng)當(dāng)放棄對(duì)先進(jìn)管理經(jīng)驗(yàn)的學(xué)習(xí)。先進(jìn)的質(zhì)量管理經(jīng)驗(yàn)不僅能夠提升工作效率,還能提升質(zhì)量管理的效果。公路工程建設(shè)施工的管理非常復(fù)雜,其管理主體呈現(xiàn)多元化的趨勢(shì),如果不能進(jìn)行科學(xué)有效的管理,就可能導(dǎo)致整個(gè)公路工程建設(shè)停滯不前。可見(jiàn)科學(xué)合理的管理工作能夠適應(yīng)各種環(huán)境下的工程施工。對(duì)于整個(gè)工程質(zhì)量能夠進(jìn)行有效管理。企業(yè)也應(yīng)該定期舉辦專業(yè)講座,邀請(qǐng)行業(yè)內(nèi)頂尖的工程質(zhì)量管理人員對(duì)員工進(jìn)行有效培訓(xùn),讓員工緊跟新的管理理念的步伐,增強(qiáng)自身對(duì)于先進(jìn)管理經(jīng)驗(yàn)的敏感程度,時(shí)刻保持對(duì)先進(jìn)管理理念的熱情。
由圖2 可知,隨著熱源的移動(dòng),焊縫的熔池也跟隨熱源移動(dòng);在焊接開(kāi)始階段,由于熱源施加的時(shí)間不夠長(zhǎng),熔池區(qū)域面積比較小,但隨著熱源的移動(dòng),熔池溫度場(chǎng)分布逐漸趨于穩(wěn)定,溫度維持在1 900 ℃左右,第1 層和第2 層焊縫的焊接過(guò)程與第3 層相似。
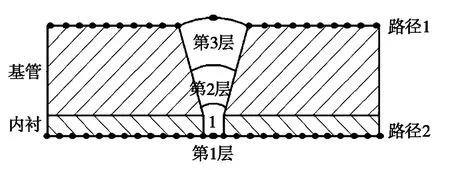
圖5 路徑示意
基于學(xué)習(xí)產(chǎn)出的教育(Outcome Based Education,簡(jiǎn)稱OBE),也稱為目標(biāo)導(dǎo)向的教育,核心教育理念是面向行業(yè)需求,實(shí)時(shí)動(dòng)態(tài)的設(shè)計(jì)培養(yǎng)目標(biāo),并及時(shí)調(diào)整畢業(yè)能力要求。圍繞學(xué)生畢業(yè)知識(shí)、能力、素質(zhì)需達(dá)到的指標(biāo)全面構(gòu)建課程體系,進(jìn)行教學(xué)設(shè)計(jì)以及教學(xué)資源的配置[1-3]。
在焊接過(guò)程中,不同位置的節(jié)點(diǎn)溫度變化情況是不同的,所取點(diǎn)位置1 的熱循環(huán)曲線見(jiàn)圖4。
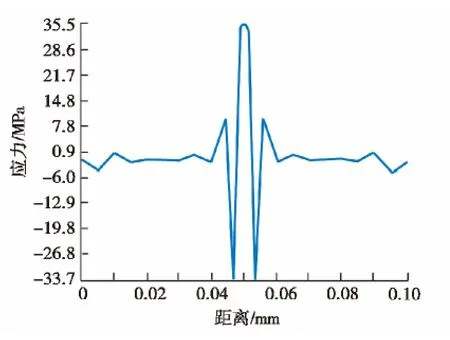
圖6 沿路徑1 徑向殘余應(yīng)力分布
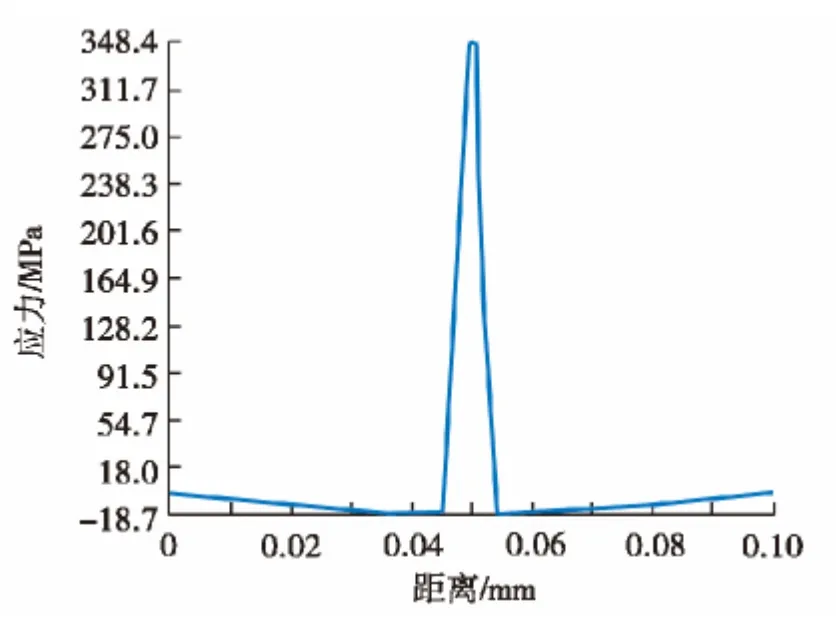
圖7 沿路徑1 環(huán)向殘余應(yīng)力分布
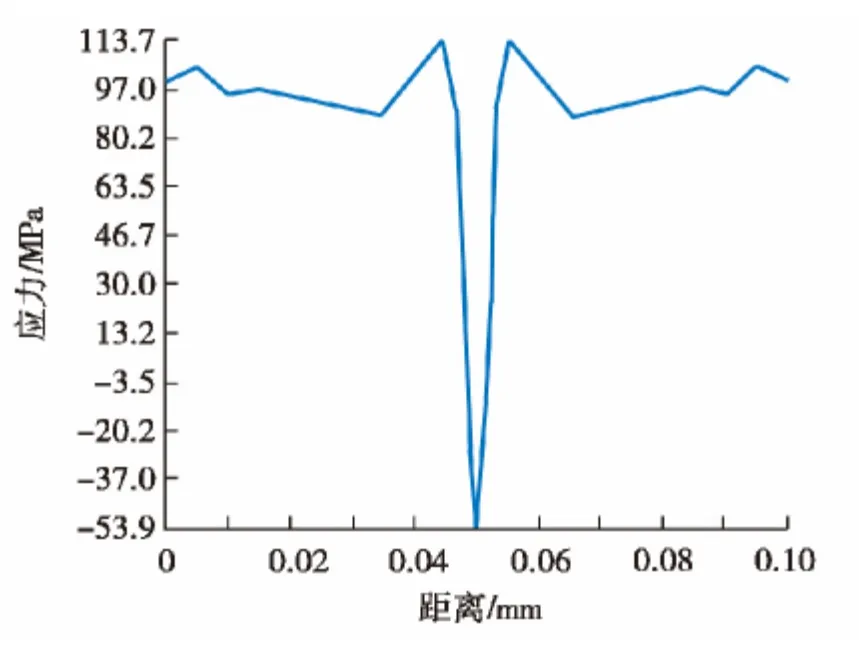
圖8 沿路徑1 軸向殘余應(yīng)力分布
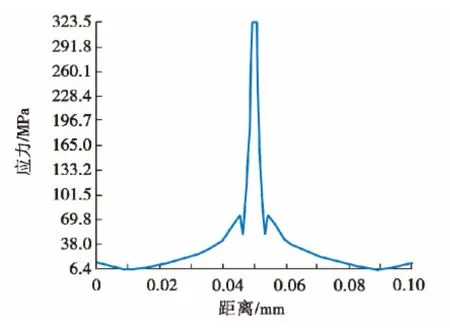
圖9 沿路徑1 焊縫等效應(yīng)力分布
由圖6 至圖8 可知,管道焊縫外表面沿3 個(gè)方向的最大應(yīng)力均為拉應(yīng)力,其中最大徑向應(yīng)力和最大環(huán)向應(yīng)力均出現(xiàn)在焊縫中心點(diǎn)附近,最大軸向應(yīng)力出現(xiàn)在熱影響區(qū);3 個(gè)方向的應(yīng)力值在熱影響區(qū)均變化較大,最大殘余應(yīng)力出現(xiàn)在環(huán)向,最大值為348.5 MPa,未達(dá)到材料的屈服極限。
由圖9 可知,沿路徑1 的等效應(yīng)力為拉應(yīng)力,最大值位于焊縫中心位置,為323.5 MPa,未達(dá)到材料屈服極限;在焊縫區(qū)以外,應(yīng)力值迅速減小,熱影響區(qū)溫度波動(dòng)較大,熱影響區(qū)以外區(qū)域應(yīng)力值減小速度變緩,最終應(yīng)力值穩(wěn)定于一個(gè)很小的值。
(2)沿路徑2 應(yīng)力分布(見(jiàn)圖10 至圖13)
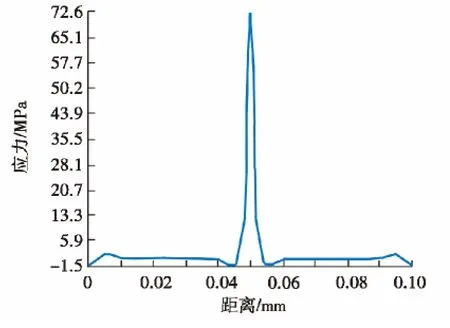
圖10 沿路徑2 徑向殘余應(yīng)力分布
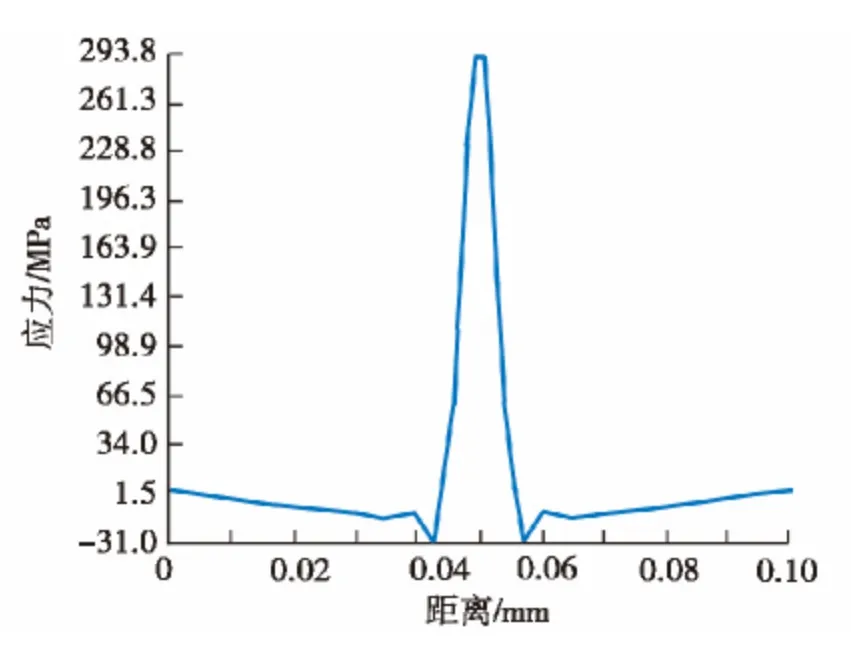
圖11 沿路徑2 環(huán)向殘余應(yīng)力分布
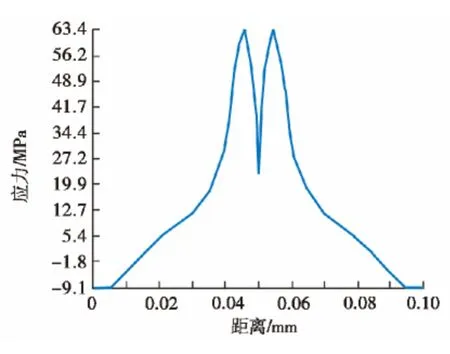
圖12 沿路徑2 軸向殘余應(yīng)力分布
由圖10 至圖12 可知,管道焊縫內(nèi)表面沿3個(gè)方向的最大應(yīng)力均為拉應(yīng)力,最大徑向應(yīng)力和最大環(huán)向應(yīng)力同樣也是出現(xiàn)在焊縫中心點(diǎn)附近,最大軸向應(yīng)力也位于熱影響區(qū),熱影響區(qū)的應(yīng)力值波動(dòng)較大,最大殘余應(yīng)力值出現(xiàn)在環(huán)向,最大值為293.7 MPa,未達(dá)到材料的屈服極限。
利益視域下遺傳資源權(quán)利保護(hù)的路徑研究............................................................................................董玉榮 04.78
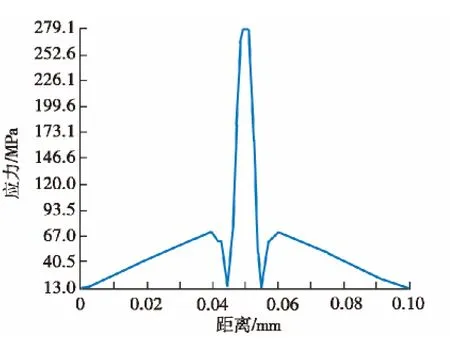
圖13 沿路徑2 焊縫等效應(yīng)力分布
由圖13 可知,沿路徑2 的等效應(yīng)力為拉應(yīng)力,最大值為279.0 MPa,出現(xiàn)在焊縫區(qū),未達(dá)到材料的屈服極限,焊縫中心點(diǎn)應(yīng)力值稍小;在熱影響區(qū)范圍內(nèi),隨著距焊縫中心距離的增加,等效應(yīng)力值迅速減小到14.0 MPa 左右,波動(dòng)較大;之后應(yīng)力值在輕微增大之后又逐漸減小,并逐漸穩(wěn)定于一個(gè)很小的值。
通過(guò)運(yùn)用ANSYS 軟件模擬焊接過(guò)程得到的結(jié)果可知:
(1)最大等效應(yīng)力值均位于焊縫區(qū),為拉應(yīng)力,但未超過(guò)材料的屈服極限;
(2)沿管道軸向和徑向應(yīng)力均較小,最大應(yīng)力值出現(xiàn)在環(huán)向;
(3)在焊縫區(qū)軸向、徑向和環(huán)向應(yīng)力均為拉應(yīng)力,焊縫區(qū)受力情況較為復(fù)雜。
2.1 臨床指標(biāo) 兩組麻醉前、手術(shù)開(kāi)始時(shí)、術(shù)中0.5h、手術(shù)完成時(shí)患者的心率、平均動(dòng)脈壓比較,差異無(wú)統(tǒng)計(jì)學(xué)意義(P>0.05)。
3 結(jié)論
(1)雙金屬?gòu)?fù)合管焊縫的殘余應(yīng)力最大值均為拉應(yīng)力,均出現(xiàn)在焊縫區(qū),且在熱影響區(qū)波動(dòng)較大,隨著到焊縫距離的增加,應(yīng)力值逐漸趨于一個(gè)很小的值;
(2)焊縫區(qū)的殘余應(yīng)力值沒(méi)有達(dá)到材料的屈服極限,不是雙金屬?gòu)?fù)合管焊縫失效的直接原因,但較大的殘余應(yīng)力是焊縫發(fā)生腐蝕的必要條件,對(duì)焊縫的失效有很大的影響,尤其對(duì)點(diǎn)腐蝕、應(yīng)力腐蝕等的發(fā)生有促進(jìn)作用。
(3)通過(guò)對(duì)雙金屬?gòu)?fù)合管焊接過(guò)程的模擬發(fā)現(xiàn),雙金屬?gòu)?fù)合管由于其結(jié)構(gòu)的特殊性,焊接存在一定的難度,焊接過(guò)程導(dǎo)致的焊接殘余應(yīng)力較大,盡管沒(méi)有直接導(dǎo)致焊縫的失效,但對(duì)焊縫腐蝕的發(fā)生起了誘導(dǎo)作用。盡管目前國(guó)內(nèi)外都采用了多層多道焊的焊接工藝,盡量降低焊接過(guò)程導(dǎo)致的殘余應(yīng)力值,但就目前雙金屬?gòu)?fù)合管的使用情況來(lái)看,其焊接工藝還存在有待改進(jìn)的方面,主要改進(jìn)方向就是通過(guò)改進(jìn)焊接工藝進(jìn)一步降低焊接殘余應(yīng)力值,改善熱影響區(qū)的組織結(jié)構(gòu)。
[1]張寶慶.雙金屬?gòu)?fù)合管的制造技術(shù)淺析[J].機(jī)電工程技術(shù),2009,38(03):106~108.
[2]凌星中.內(nèi)復(fù)合雙金屬管制造技術(shù)[J].焊管,2001,24(2):43-46.
[3]Jonathan D Dobis,Bhaven Chakravarti.Clad pipingcomponents for refinery applications[J].Materials Performance,1997,26(7):29-35.
[4]顧建忠.國(guó)外雙金屬?gòu)?fù)合管的用途及生產(chǎn)方法[J].上海金屬,2000,22(4):16-24.
[5]肖桂華.不銹鋼-碳鋼復(fù)合管的生產(chǎn)技術(shù)[J].四川冶金,2000,22(1):58.
[6]任學(xué)平,王秉林,高耀東,等.渣罐復(fù)合應(yīng)力的有限元分析[J].包頭鋼鐵學(xué)院學(xué)報(bào),2006,25(2):175-177.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
