軸承圓錐外圈鍛件反掛輾擴(kuò)工藝
2015-11-30 03:27:16洛陽(yáng)LYC軸承有限公司鍛造廠劉振威王戰(zhàn)冶
金屬加工(熱加工) 2015年21期
關(guān)鍵詞:工藝
■洛陽(yáng)LYC軸承有限公司鍛造廠 劉振威,王戰(zhàn)冶,劉 賽
軸承圓錐外圈鍛件反掛輾擴(kuò)工藝
■洛陽(yáng)LYC軸承有限公司鍛造廠 劉振威,王戰(zhàn)冶,劉 賽
中小型圓錐滾子軸承外圈鍛件通常采用正掛輾擴(kuò)。在加工錐角偏大的此類軸承鍛件時(shí),輾壓輥容易斷裂失效,影響生產(chǎn)效率,試驗(yàn)了一種有利于提高模具壽命的“反掛”輾擴(kuò)方式,提高了輾壓輥強(qiáng)度,降低了模具消耗。
圓錐滾子軸承運(yùn)轉(zhuǎn)時(shí)可承受軸向與徑向載荷,主要應(yīng)用在汽車、軋機(jī)、礦山、冶金等領(lǐng)域。大批量的中小型圓錐滾子軸承外圈(φ200mm以下)普遍采用“壓力機(jī)制坯+輾環(huán)機(jī)擴(kuò)孔”的加工工藝。正掛輾擴(kuò)時(shí)輾壓輥“腦袋”大,“脖子”細(xì)(見(jiàn)圖1),盡管可使鍛件在輾擴(kuò)過(guò)程中更加平穩(wěn),也有利于材料在鍛件上的分配,但是對(duì)于高度偏高、錐角偏大的圓錐滾子軸承外圈鍛件,輾壓輥使用壽命通常不足200次/件,輾壓輥一旦斷裂即報(bào)廢,模具損耗嚴(yán)重。
1. 圓錐外套鍛造工藝流程
以32219/01為例,棒料通過(guò)中頻感應(yīng)電爐GPRS-500/2.5加熱,在5000kN多工位壓力機(jī)上經(jīng)過(guò)鐓粗→反擠成形→穿孔,然后D51Y-250E擴(kuò)孔機(jī)上輾擴(kuò)成形,如圖2所示。
如附表所示,對(duì)比了“正掛”“反掛”輾壓輥關(guān)鍵尺寸,模具壽命以及料芯損耗情況。
在正掛時(shí),為保證輾壓輥強(qiáng)度,輾壓輥“脖子”尺寸不宜過(guò)細(xì),穿孔時(shí)需選用φ56.5mm沖頭。反掛時(shí)(見(jiàn)圖3)由于輾壓輥成形部分“倒置”,前細(xì)后粗,根部強(qiáng)度足夠,只需采用φ46.5mm穿孔沖頭。反掛輾擴(kuò)解決了細(xì)輥?zhàn)宇l繁斷裂的問(wèn)題,通常情況下一件輥?zhàn)由a(chǎn)500件后工作面老化,能累計(jì)返修兩次以上,折合模具壽命大于1500次/件。
“反掛”輾擴(kuò)從模具消耗、材料利用率方面跟“正掛”輾擴(kuò)相比優(yōu)勢(shì)顯著,故我們采用方案二進(jìn)行試制。
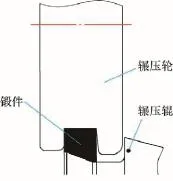
圖1 “正掛”輾擴(kuò)示意
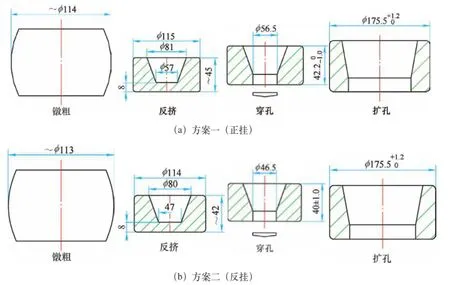
圖2 32219/01鍛造流程
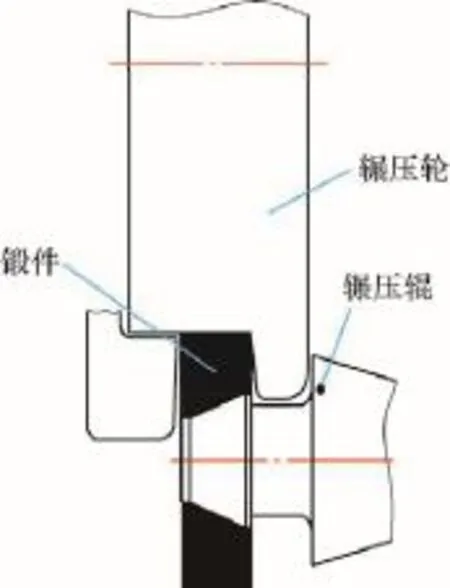
圖3 反掛輾擴(kuò)示意
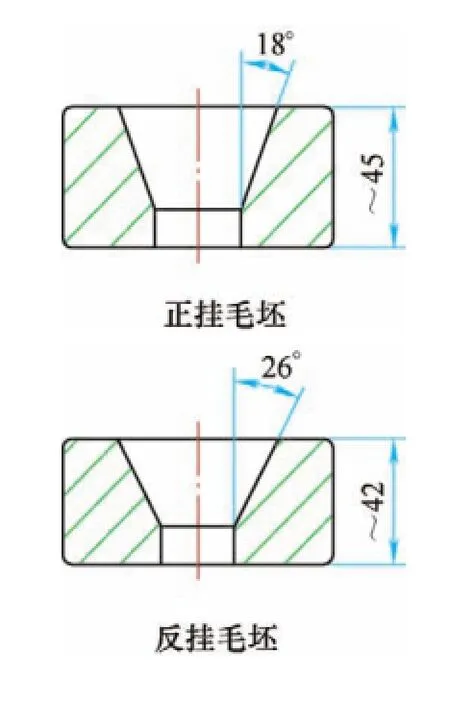
圖4 32219/01正掛、反掛毛坯對(duì)比

“正掛”、“反掛”對(duì)比表
2. 存在問(wèn)題及解決方案
(1)小端面毛刺 圓錐外圈鍛件在反掛輾擴(kuò)過(guò)程中,在小端面上易出現(xiàn)外毛刺,而小端面正好是下工序車工的裝夾面,影響車工定位,因此小端面毛刺必須控制。
小端面出外毛刺一般有兩個(gè)原因:①壓力機(jī)成形分料小端與大端不均勻。②制坯高度偏高。
針對(duì)此問(wèn)題,提出兩個(gè)解決方案:①加大毛坯內(nèi)錐角,如圖4所示的32219/01毛坯,改進(jìn)后毛坯通過(guò)加大成形沖頭角度,輔助小端面分料,有效減少小端面擠毛刺。②壓低毛坯高度2~3mm,防止輾擴(kuò)時(shí)鍛件“長(zhǎng)高”造成端面擠毛刺。
(2)內(nèi)徑折疊 加大成形沖頭角度后卷毛刺情況雖有好轉(zhuǎn),但小端面仍不可避免地有外毛刺生成。隨著輾擴(kuò)進(jìn)行,毛刺容易卷入套圈滾道表面,造成折疊。經(jīng)過(guò)多次試驗(yàn),在輾壓輥上“挖脖子”(見(jiàn)圖5),同時(shí)選用加深的輾壓輪,使輾壓輪擋邊嵌入其中,包住毛坯,可有效避免小端外毛刺產(chǎn)生,保證基準(zhǔn)定位面的質(zhì)量。
(3)輾壓輥竄動(dòng) 由于輾壓輪與輾壓輥兩者的軸向竄動(dòng),在鍛件大端面易出現(xiàn)內(nèi)毛刺,影響大端面內(nèi)徑尺寸的測(cè)量精度,出現(xiàn)這種情況我們采用在原有的基礎(chǔ)上加長(zhǎng)輾壓輥長(zhǎng)度1~2mm來(lái)解決,同時(shí)設(shè)備工具科為檢查人員配備彈簧內(nèi)卡鉗來(lái)測(cè)量帶內(nèi)毛刺的鍛件的內(nèi)徑尺寸。
經(jīng)以上措施實(shí)施,壓力機(jī)制坯趨于合理,反掛時(shí)擴(kuò)孔機(jī)輾擴(kuò)過(guò)程更加平穩(wěn),鍛件尺寸及外形均符合工藝要求,同時(shí)適應(yīng)車加工的裝夾要求。
3. 30613B/01產(chǎn)品試制
30613B成品是典型的大錐角產(chǎn)品,外圈內(nèi)徑差值φ差=25.3mm,高度僅26mm。現(xiàn)工藝采用了在滾道處加大留量的方法以降低加工難度,鍛件外形如圖6所示。“正掛”工藝穿孔沖頭選用φ51.5mm,輾壓輥如圖7所示,輥?zhàn)印安弊印宝?1.5mm,使用時(shí)很容易疲勞斷裂,模具壽命短。針對(duì)此問(wèn)題,借鑒其他型號(hào)“反掛輾擴(kuò)”經(jīng)驗(yàn),對(duì)30613B/01鍛造工藝實(shí)施改進(jìn)。
改進(jìn)后工藝采用更小穿孔沖頭φ46.5mm,設(shè)計(jì)輾壓輥如圖7右所示,成形部分實(shí)現(xiàn)“倒置”,鍛件小端面對(duì)應(yīng)的成形部分為φ55.5mm,輾壓輥挖槽后輾壓輥“脖子”φ48mm,強(qiáng)度足夠。
經(jīng)過(guò)工藝調(diào)整后料芯由原來(lái)的0.128kg變?yōu)楝F(xiàn)在的0.107kg,提高了材料利用率。輾壓輥“脖子”由正掛的φ31.5mm加粗到φ48mm,提高了輾壓輥使用壽命,且該輥?zhàn)涌梢园幢壤敌蓿啻问褂茫?jīng)濟(jì)效益顯著。
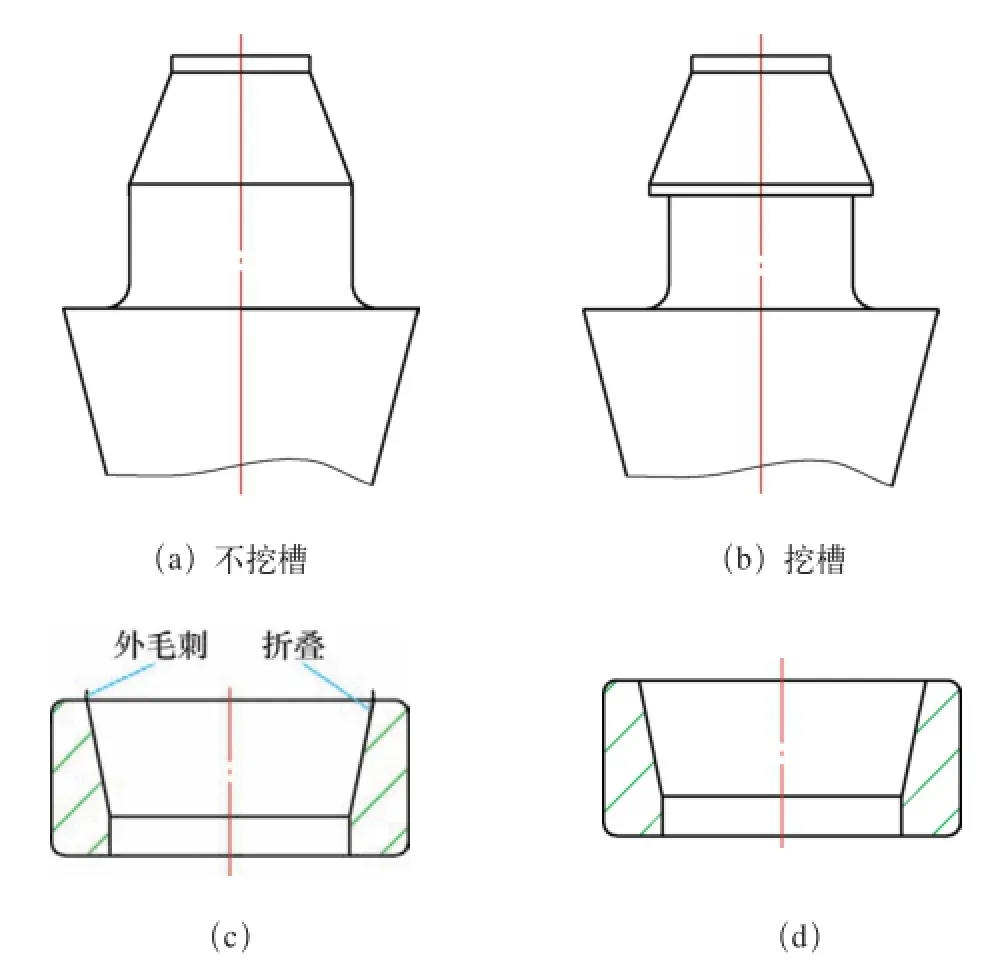
圖5 輾壓輥形狀對(duì)鍛件毛刺的影響
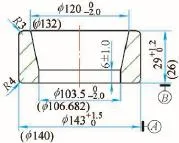
圖6 30613B/01大錐角圓錐外套鍛件
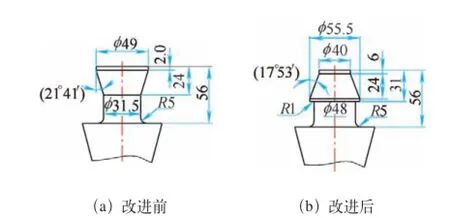
圖7 30613B/01改進(jìn)前后的輾壓輥尺寸對(duì)比
4. 結(jié)語(yǔ)
32219軸承圓錐外圈試制成功以后,我們又陸續(xù)將反掛工藝推廣到32314、32217、30613B及31316X2等大錐角圓錐外圈上。“反掛”工藝擴(kuò)大了5000kN壓力機(jī)適應(yīng)生產(chǎn)的產(chǎn)品型號(hào)范圍。同時(shí),圓錐軸承外套反掛輾擴(kuò)試制的成功,也打破了原有輾壓輥頻繁斷裂的瓶頸。
20150706
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
