銅管氣焊修補技術措施
2015-12-01 00:57:36陳秋平白菊香
金屬加工(熱加工) 2015年20期
陳秋平 白菊香
銅管氣焊修補技術措施
陳秋平 白菊香
分析了復壓機銅管的化學成分、力學性能以及生產和運行時出現的問題,制定了有針對性的焊接工藝措施。

1. 概述
在中原油田采油廠聯合站內復壓機上管線使用的材料為銅管,銅管具有良好的耐腐蝕性、減震性。由于復壓機震動大,管線有時相互摩擦,時間長了管線容易老化,出現裂紋和穿孔情況,因此必須及時補焊,否則會給生產帶來很大的安全隱患。
2. 問題產生原因
雖然純銅的強度不高,硬度較低,但塑性卻很好,易于冷熱壓力加工。由于純銅中的雜質主要有Al、Fe、O、S及P等,故降低了純銅的焊接性。
此外,銅的導熱性好,焊接時熱量迅速從加熱區傳導出去,使得填充金屬與焊件難以熔合。另外,銅的膨脹系數和收縮率都比鋼大,加上銅的導熱性好,使得焊接熱影響區加寬,因此焊接時容易產生較大的變形。此外,銅焊接時,在焊縫熔合區易產生熱裂紋。
通過以上分析可知,聯合站內復壓機上銅管焊接時存在的主要問題是易產生難熔合熱裂紋。
3. 焊接工藝措施
(1)焊前準備 根據焊接銅管的材質,選用匹配的焊絲、氣焊溶劑(見表1、表2)。
(2)焊接參數 通過焊前分析,制定具體的焊接參數如表3所示。
4. 質量保證措施
質量保證措施主要包括以下幾點:
第一,焊前應做好焊絲和焊件的清潔工作,一般用鋼絲刷或砂紙打磨,去除表面的油污和吸附的氣體,以保證焊接的質量。
第二,氣焊溶劑可以在焊前直接撒在焊件坡口上,或蘸在氣焊絲上加以熔合。由于純銅的導熱性高,焊前焊件應預熱,較小焊件的預熱溫度為200~300℃,為了防止熱量散失,焊件最好放在絕熱材料上,如石棉板之類的襯墊上焊接。
第三,氣焊火焰選用中性焰,采用左向焊法,焊炬指向焊件未焊部分,高溫銅液容易吸收氣體,并且焊縫熱影響區的晶粒粗大,會使焊接接頭的力學性能降低,所以焊縫的焊接層數越少越好,最好進行單道焊,焊接時
速度相對要快一些。焊件在焊后應加熱到300~400℃進行冷卻,以消除焊接應力,防止在使用時產生裂紋。
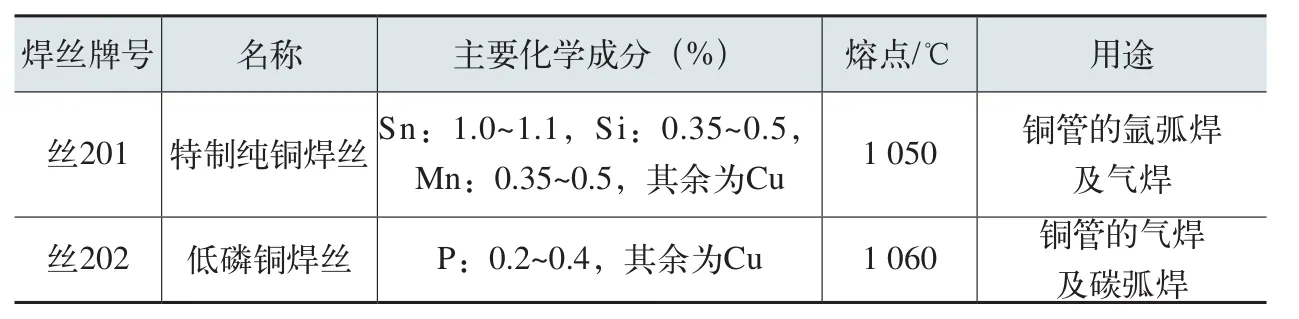
表1 銅焊絲的牌號、成分及用途

表2 氣焊熔劑的牌號、性能及用途

表3 焊接參數
第四,焊接銅材料時產生的煙霧會影響焊工健康,妨礙操作,故應設通風裝置,做好個人安全防護。
5. 結語
由于采取上述焊接工藝,使焊接合格率達到98%以上,有效地節約了成本,所以該工藝在聯合站得到廣泛應用。
陳秋平、白菊香,中原油田采油三廠維修大隊。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
豬業科學(2018年4期)2018-05-19 02:04:38
制造業自動化(2017年2期)2017-03-20 14:26:13
廣東飼料(2016年5期)2016-12-01 03:43:23
設備管理與維修(2015年12期)2015-04-09 06:57:24
