大型薄壁回轉結構件加工變形預測研究
2015-12-02 01:40:46鄭耀輝王江濤王明海李曉鵬ZHENGYaohuiWANGJiangtaoWANGMinghaiLIXiaopengWANGBen
制造業自動化 2015年21期
關鍵詞:變形
鄭耀輝 ,王江濤,王明海,2,李曉鵬,王 奔 ZHENG Yao-hui , WANG Jiang-tao, WANG Ming-hai,2, LI Xiao-peng, WANG Ben
(1.沈陽航空航天大學 航空制造工藝數字化國防重點學科試驗室,沈陽 110136;2.北京航空航天大學 能源與動力工程學院,北京 100191)
0 引言
隨著我國航空事業的快速發展,航空制造業對零件的使用性、安全性、環保性等各方面性能的要求不斷提高。為了提高推重比,飛機零部件廣泛使用薄壁整體結構件,然而這類薄壁件尺寸大,剛性差,在加工過程中容易變形而難以滿足加工要求,影響零件的使用性能乃至飛機服役壽命。對此,國內外研究人員對薄壁件的加工變形機理,變形規律和控制及補償策略等問題,進行了大量的試驗和仿真研究[1]。K.Rai[2]基于三維銑削模型,研究了薄壁隔板不同工裝、走刀路徑、銑削參數下的加工變形。S.Ratchev[3]考慮了仿真過程中不同刀具點位置的誤差并采用NC代碼建立了補償機制。武凱[4]在得到薄壁腹板加工變形基本規律的基礎上,提出了以大切深和分布環切法增強薄壁件剛度,減小變形量。尹飛鴻[5]針對航空薄壁框類零件,研究切削力對加工變形量的影響,預測了不同尺寸框類零件的加工變形規律。周孝倫[6]、秦國華[7]分別基于遺傳算法和數學模型,討論了裝夾方案對工件變形的影響,提出了同步優化夾具布局和夾緊力的方法,優化了加工過程中工件的彈性變形。
然而,這些關于加工變形的研究多是針對板類薄壁結構件局部部位的理論分析,對于大尺寸結構件的整體變形情況還不能做出預測,尤其是對航空發動機中廣泛采用的薄壁回轉體零件的加工變形問題的研究還不夠。劉海濤[8]應用單元生死技術模擬了薄壁回轉體的加工變形,但其研究更側重于初始殘余應力對變形的影響,對影響加工變形的因素研究還不全面。
針對現有加工變形問題研究中的不足,本文基于機匣類零件建立了全尺寸大型薄壁回轉體三維有限元模型,通過所開發的載荷施加/卸載輔助軟件完成了車削切削力的動態加載和卸載,實現了薄壁回轉體的整體變形預測,并研究了兩種輔助支撐條件下切削力對加工變形的影響規律。
1 有限元仿真模型的建立
1.1 工件模型的建立
機匣零件的加工質量對航空發動機的裝配和使用性能都起著關鍵作用,其制造水平也是制約發動機制造技術的關鍵因素。機匣零件的一般加工順序為粗車大小端、半精車大小端、精車大小端、鉆孔、銑花邊及槽。通過對工序的分析可知,粗車和半精車工序加工余量相對較大,工件剛性強,而精車工序余量小,精車完成后機匣壁厚只有1.5mm~2.5mm,是車削變形的主要階段,因此選擇對精車過程建立仿真模型。由于鉆孔、銑花邊在車削工序之后,且去除量小,對此模型可以做相應的簡化處理。
所建立的精車加工裝配三維有限元模型如圖1所示。工件高90mm,其中小端高40mm,大端高50mm,最小圓柱半徑395.5mm,最大圓柱半徑428.5mm,大、小端壁厚均為1.5mm。
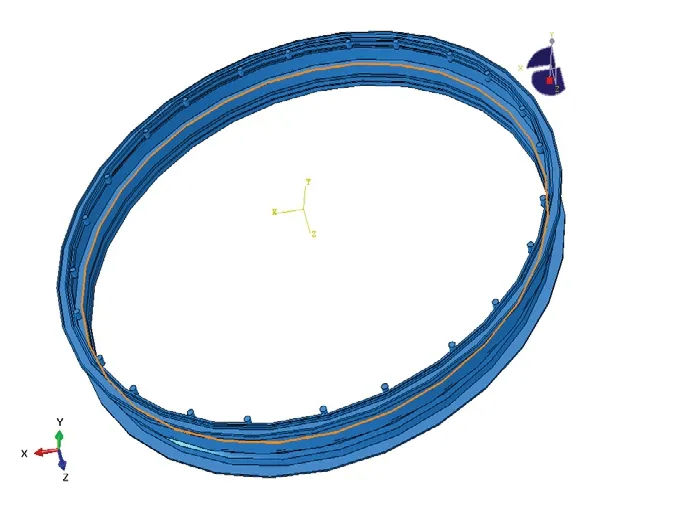
圖1 工件三維有限元模型
機匣加工所用材料為GH4169高溫合金,材料本構模型為J-C模型,模型參數如表1所示。

表1 GH4169本構模型參數
1.2 切削力的獲取和施加
切削力的值由經驗公式計算得出,由GH4169高溫合金車削試驗得到的車削切削力經驗公式如式(1)所示。
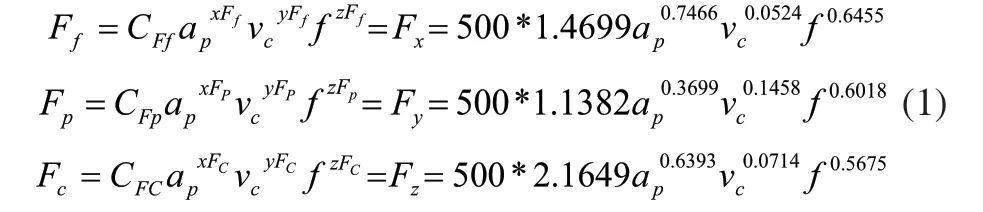
為了快速獲取不同切削參數下的切削力大小,將切削力計算公式寫入程序源代碼,開發了車削力計算功能模塊。如圖2軟件界面左側所示,輸入不同的切削速度、進給量、切削深度,點擊“計算切削力”即可計算出不同切削參數下的三向切削力大小。
為了施加某一工步的切削力載荷,首先定義該工步的走刀軌跡,在Abaqus中建立走刀軌跡的節點集合,提取出包含節點信息的文件,然后應用所開發的載荷施加/卸載輔助軟件識別文件并讀取節點信息,以指定的節點數量為步長,自動創建多個有限元分析步。運行腳本文件,在相應的模型中生成分析步和載荷,從而實現該工步切削力的動態加載和卸載。該工步完成后,用Abaqus自帶的“單元生死”功能,去除該工步需要切除的材料。然后進行下一工步的分析計算,以此循環直至完成整個精加工過程。
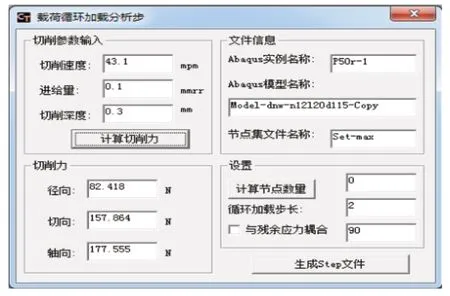
圖2 移動載荷施加/卸載軟件界面
1.3 裝夾方式
工件的裝夾方式是影響薄壁件加工變形的重要因素,最高占引起加工誤差因素的60%[9]。對于機匣類大型薄壁件,采用立車加工。車削過程中,用專用夾具壓緊花邊,采用徑向輔助支撐以增強車削過程中工件的剛性。整套輔助支撐分為內支撐和外支撐,當車削內圓柱表面時,外側支撐頂住外圓柱表面以抑制工件變形,同理,車削外表面時,內側支撐起作用。
1.4 仿真試驗方案
在工件材料和幾何形狀已確定的情況下,切削力和裝夾方案是影響加工變形的關鍵因素[10],因此以切削力和輔助支撐數目為影響因素設計仿真試驗方案。輔助支撐元件的數目采用生產中常用的24個和12個,元件長度為20mm,切削力的設置如表2所示。
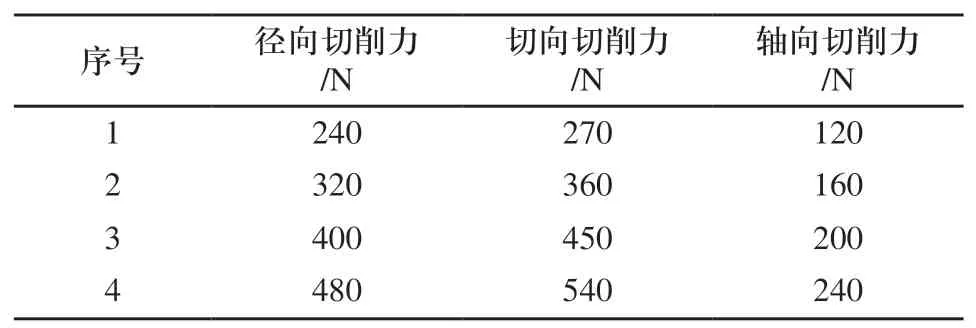
表2 切削力設置表
2 仿真結果分析
2.1 仿真結果分析
按照上述試驗方案進行仿真計算,由仿真結果得到不同方案下的內圓徑向跳動、外圓徑向跳動及支撐元件反作用力大小,作為評估加工變形大小及選擇仿真方案的依據。
2.1.1 支撐元件數量為24個
支撐元件數量為24個時,仿真試驗得到的內圓徑向跳動最大誤差、外圓徑向跳動最大誤差及支撐元件最大反作用力如表3所示。
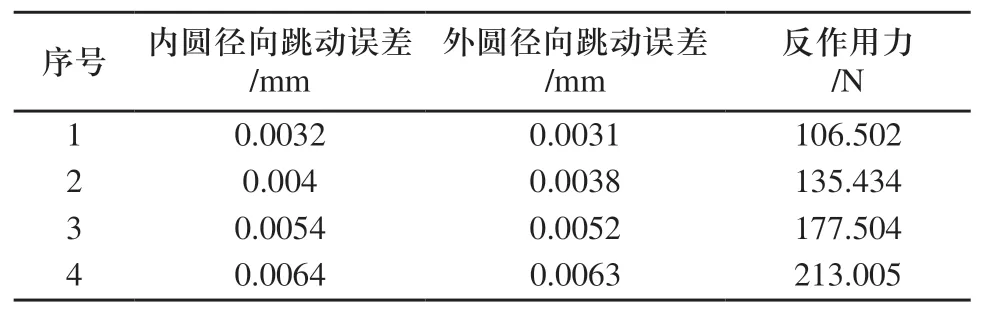
表3 最大徑向跳動誤差及反作用力(24支撐)
根據仿真試驗數據,支撐元件數量為24個時,建立的切削力與內圓徑向跳動最大誤差、外圓徑向跳動誤差關系曲線如圖3所示,切削力與支撐元件最大反作用力關系曲線如圖4所示。
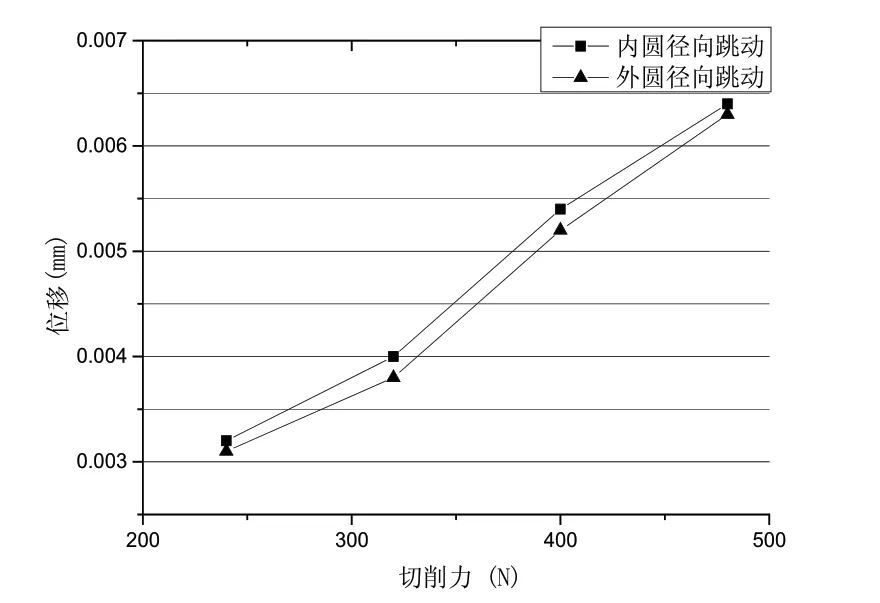
圖3 切削力與跳動誤差關系圖(24支撐)
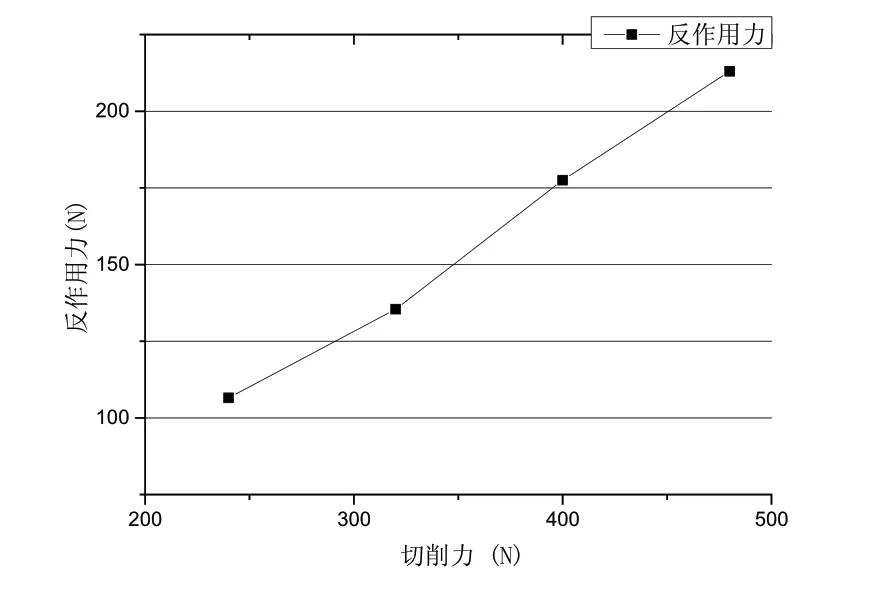
圖4 切削力與反作用力關系圖(24個支撐)
2.1.2 支撐元件數量為12個
支撐元件數量為12個時,仿真試驗得到的內圓徑向跳動最大誤差、外圓徑向跳動最大誤差及支撐元件最大反作用力如表4所示。
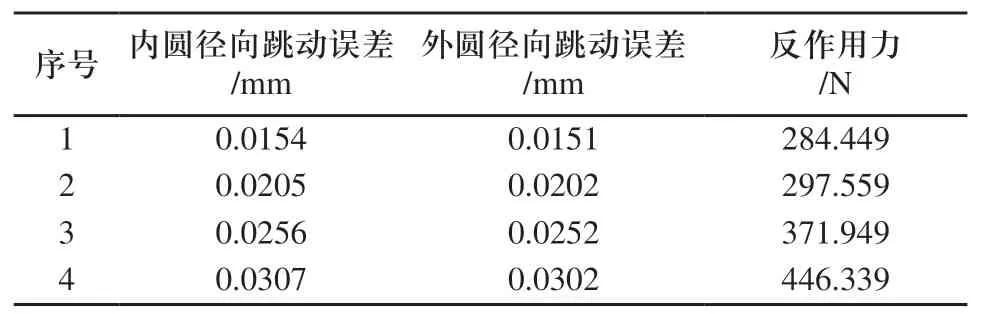
表4 最大徑向跳動誤差及反作用力(12支撐)
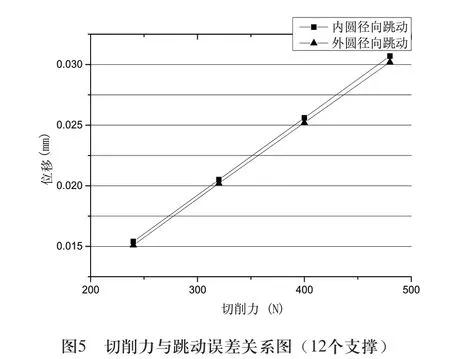
根據仿真試驗數據,支撐元件數量為12個時,建立的切削力與內圓徑向跳動最大誤差、外圓徑向跳動誤差關系曲線如圖5所示,切削力與支撐元件最大反作用力關系曲線如圖6所示。
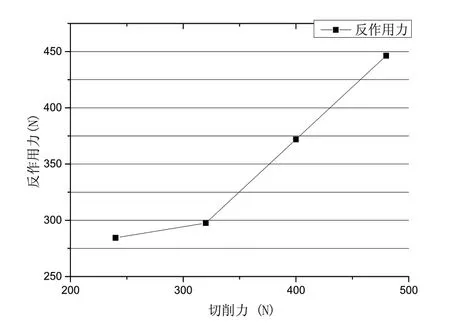
圖6 切削力與反作用力關系圖(12個支撐)
2.2 變形規律分析
在24個輔助支撐元件條件下,隨著切削力的增大內圓徑向跳動誤差最小值和最大值分別為0.0032mm和0.0064mm,外圓徑向跳動最小值和最大值分別為0.0031mm和0.0063mm,對比可知,內圓跳動與外圓跳動變化規律一致,且數值相差不到2%。這可能是因為由于薄壁件壁厚僅1.5mm,而內圓和外圓的半徑尺寸都將近400mm,1.5mm的尺寸差距相對很小,所以內圓和外圓的變形規律十分相似。從圖4可以看出,當支撐元件數量為24個時,隨著切削力的增加,支撐元件最大反作用力均增大,而且基本成線性規律增大;從圖6可以看出,支撐元件數量為12個時,隨著切削力的增加,支撐元件最大反作用力增大,切削力超過330N后,基本成線性規律增大。更具體的對比可以看出,無論支撐元件數目是24個還是12個,支撐元件的反作用力大小總是跟隨著切向力大小增大而增大。
進一步對比不同輔助支撐數目時的變形量卻發現差別很大:24個和12輔助支撐元件條件下的最小變形量分別為0.0031mm和0.0151mm,最大變形量分別為0.0064mm和0.0307mm。這說明增加輔助支撐的數目可以有效的減小加工變形,仿真試驗數據表明,輔助支撐數目由12個增加到24個時,變形量提高了一個數量級。但這并不能說輔助支撐數目越多越好,因為對于大型整體薄壁件,其裝夾過程比較復雜,增加輔助支撐數目必然增加工件裝夾時間,影響加工效率。另外,按照加工工藝要求,精加工階段材料去除率低,背吃刀量小,因而切削力較小,精加工內圓和外圓產生的最大跳動誤差為0.0307mm,相對于對應工藝的公差要求0.1mm,形位誤差值還是可以接受的。
由以上分析可知,可以根據不同切削力情況的最大變形量和輔助支撐反作用力大小調節輔助支撐數目,在保證加工精度的前提下,減少裝夾時間,提高生產效率。
3 試驗驗證
3.1 試驗測量方法
通過對比相同仿真和試驗條件下內、外圓徑向跳動誤差值,驗證仿真結果的準確性。仿真條件下,可以在自定義的柱坐標下,直接查詢節點的徑向位移以確定變形量。而試驗條件下并沒有明確的坐標參考,因此選取內、外圓周上任一位置為零點,然后依次等角度測量8個點的相對徑向位移誤差,變形量測量點位置分布示意圖如圖7所示。

圖7 測量位置分布圖
3.2 試驗與仿真結果對比
按照上述方法,測量出12個輔助支撐條件下精加工后,內、外圓8個位置點的變形量值。同樣的條件下,測量出仿真結果中相對應的8個位置點的變形量。得到的原始數據結果如表5所示。
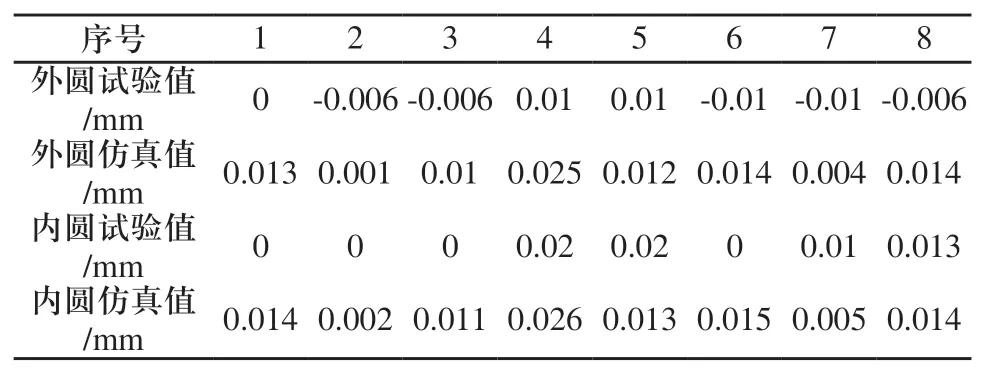
表5 變形量原始數值
由于試驗和仿真數據獲得方法不一致,將試驗數據轉換后與仿真數據對比,然后繪制在同一圖表中,得到如圖8所示。
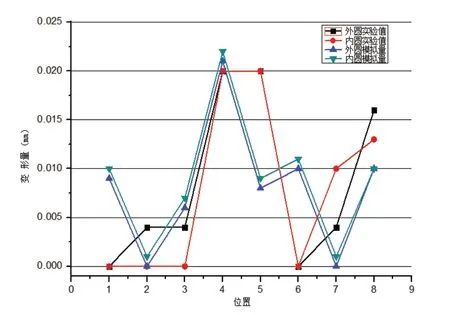
圖8 仿真和試驗變形趨勢圖
通過試驗結果可以看出,工件的變形量先增大,后減小,再增大,總體表現為震蕩波動,這可能是由測量點和輔助支撐的相對位置決定的。對比試驗和仿真的變形曲線可以看出,試驗測得的內、外圓變形量試驗和仿真曲線變化趨勢一致,這也驗證了試驗得出的結論。試驗和仿真結果的最大變形量分別為0.02mm和0.026mm,考慮到試驗中力的波動以及其他加工工序對變形量的影響,仿真結果可以接受。對比試驗內、外圓的變形曲線,可以看出內、外圓徑向變形量大小和變化趨勢都一致,和文中第二部分分析一致,這也進一步表明仿真結果比較可靠,該仿真模型可以用于預測工件加工變形規律。
4 結論
通過對薄壁回轉體車削模型的研究和加工變形規律的分析,可以得出以下結論:
1)本文應用的動態載荷施加/卸載方法,是預測大型薄壁回轉體整體加工變形的一種有效方法,建立的有限元仿真模型可以作為研究加工變形問題的基礎模型。
2)通過對精加工工序不同切削力和支撐條件下的變形量分析可知,薄壁件的圓柱度誤差隨著切削力的增加而增大,輔助支撐元件的反作用力隨著切削力的增加初始增幅較緩慢,而當支撐反作用力超過330N以后,基本線性增大。
3)薄壁件的加工變形是一個復雜的問題,對于影響加工變形的每個因素都需要更深入的研究。本文僅探討精加工階段切削力和兩種輔助支撐元件數目條件下薄壁件的加工變形規律,對于影響切削力大小的每個切削參數、輔助支撐元件的位置、輔助支撐元件的長度以及其他加工工序、不同材料去除率等條件下的加工變形問題,都需要做進一步的研究。
[1]劉維偉,張定華,史耀耀,等.航空發動機薄壁葉片精密數控加工技術研究[J].機械科學與技術,2004(03):329-331.
[2]Rai J K,Xirouchakis P.Finite element method based machining simulation environment for analyzing part errors induced during milling of thin-walled components[J].International Journal of Machine Tools and Manufacture.2008,48(6):629-643.
[3]Ratchev S,Liu S,Huang W,et al.An advanced FEA based force induced error compensation strategy in milling[J].International Journal of Machine Tools and Manufacture.2006,46(5):542-551.
[4]武凱,何寧,廖文和,等.薄壁腹板加工變形規律及其變形控制方案的研究[J].中國機械工程,2004(08):14-18.
[5]尹飛鴻,唐國興,陳志偉,等.鋁合金航空薄壁框銑削變形預測研究[J].制造業自動化,2012(18):34-36.
[6]周孝倫,張衛紅,秦國華,等.基于遺傳算法的夾具布局和夾緊力同步優化[J].機械科學與技術,2005(03):339-342.
[7]秦國華,吳竹溪,張衛紅.薄壁件的裝夾變形機理分析與控制技術[J].機械工程學報,2007(04):211-216.
[8]劉海濤.精密薄壁回轉體零件加工殘余應力及變形的研究[D].哈爾濱工業大學,2010.
[9]Li B,Melkote N.Improved workpiece location accuracy through fixture layout optimization[J].In ternational Journal of Machine Tools &Manufacture.1999(39):871-883.
[10]董輝躍,柯映林.銑削加工中薄壁件裝夾方案優選的有限元模擬[J].浙江大學學報(工學版),2004(01):18-22.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
