基于零點定位技術(shù)的中小航空結(jié)構(gòu)件快速換裝技術(shù)研究
2015-12-02 01:40:48周良明劉衛(wèi)武蒲昌蘭
制造業(yè)自動化 2015年21期
唐 林,周良明,劉衛(wèi)武,蒲昌蘭
TANG Lin, ZHOU Liang-ming, LIU Wei-wu, PU Chang-lan
(中航工業(yè)成飛公司結(jié)構(gòu)件加工廠,成都 610092)
0 引言
在軍用飛機追求高性能的今天,產(chǎn)品的更新?lián)Q代日趨頻繁,相應(yīng)的航空制造模式為多品種小批量生產(chǎn),這種生產(chǎn)模式下設(shè)備利用率低,已經(jīng)嚴(yán)重影響到產(chǎn)品的正常生產(chǎn)交付。要提升機床利用率的關(guān)鍵在于減少設(shè)備停機時間,經(jīng)過調(diào)查在多品種小批量生產(chǎn)模式下影響中小航空結(jié)構(gòu)件加工效率的除機床固有特性外,主要就是零件裝夾準(zhǔn)備時間。機床生產(chǎn)廠商一直以來致力于開發(fā)機床輔助功能以減少零件裝夾時間,如多工位機床、旋轉(zhuǎn)工作臺等,但多工位機床同時帶來的是機床投入成本的增加以及日常維護要求的提升,而且對于大量的小批單件加工很難體現(xiàn)其設(shè)計價值,也不能解決不同零件、不同機床之間柔性裝夾問題。
零點定位技術(shù)是一種減少機床停工時間設(shè)計的夾具系統(tǒng),基于精益制造思想將大部分裝夾時間外移到機床外進行,使得加工和裝夾可以同時進行,國外在20世紀(jì)90年代就開始推出零點定位裝夾系統(tǒng),也多見于一些批量生產(chǎn)的產(chǎn)品應(yīng)用上,在多品種單件小批量生產(chǎn)模式中應(yīng)用較少,國內(nèi)的航空企業(yè)對于零點定位系統(tǒng)應(yīng)用也只是起步階段,所以解決小批量、換裝頻繁零件生產(chǎn)加工機床利用率低的問題,發(fā)展新的高效率的快速、精確定位系統(tǒng)已成為提升效率、減低成本的重要手段和趨勢。
1 中小航空結(jié)構(gòu)件加工特點及存在問題
1.1 中小航空結(jié)構(gòu)件加工特點
與其他行業(yè)產(chǎn)品相比,航空類產(chǎn)品零件具有一些顯著的特征,從而決定了航空零件數(shù)控加工技術(shù)的特點以及相應(yīng)的技術(shù)需求,這些特征主要體現(xiàn)在以下兩個方面:
1)產(chǎn)品結(jié)構(gòu)復(fù)雜,具有多品種、小批量特點
隨著對飛機性能的追求,飛機結(jié)構(gòu)零件的設(shè)計以追求性能優(yōu)先,為了滿足現(xiàn)代飛機的氣動布局、強度、重量等性能要求,飛機零件趨向整體化、復(fù)雜化、薄壁化。同時因為需求不同,飛機品種繁多,且飛機研制常為小批量生產(chǎn),無法采用大規(guī)模流水線生產(chǎn)方式來提高效率和降低成本。
2)混線生產(chǎn),專業(yè)化、集成化程度低
因為飛機產(chǎn)品研制周期長,目前存在多種飛機產(chǎn)品同時研制,軍民機的多品種混線生產(chǎn)模式普遍存在,而且生產(chǎn)資源配置普遍存在專業(yè)化程度低、布局不合理,導(dǎo)致各種類型產(chǎn)品交叉生產(chǎn)現(xiàn)象嚴(yán)重。
1.2 中小航空結(jié)構(gòu)件加工存在的問題
1)專用工裝多,夾具柔性化低
由于航空結(jié)構(gòu)件產(chǎn)品結(jié)構(gòu)復(fù)雜,產(chǎn)品趨向整體化、復(fù)雜化、薄壁化,使得零件加工多需通過專用工裝來完成加工,同時由于多品種、小批量生產(chǎn)的特點,每類產(chǎn)品均需定制大量工裝,使得生產(chǎn)現(xiàn)場出現(xiàn)大量裝用工裝;這樣一方面使得生產(chǎn)成本幾局增加,同時在用大量的庫存、場地,另一方面需要增加工裝的制造周期而使得產(chǎn)品的制造周期無法及時保證。由于不同工裝不具有通用性,對生產(chǎn)制造是一種極大的浪費,因此夾具的柔性化是急需解決的問題。
2)數(shù)控加工準(zhǔn)備等輔助時間多,設(shè)備利用率不高
由于中小航空結(jié)構(gòu)件的多品種、小批量混線生產(chǎn)模式,在生產(chǎn)過程中需要根據(jù)計劃需求,在同一臺機床上頻繁更換不同機型不同零件加工,在零件更換過程中,機床必須停下來進行裝夾準(zhǔn)備。同事中小結(jié)構(gòu)件有別于大型結(jié)構(gòu)件,大型結(jié)構(gòu)件裝夾一次需要加工一個星期,甚至一個月才拆下來,對于大型航空結(jié)構(gòu)件的裝夾時間相對零件加工時間占比低,換裝零件占用時間問題不是很突出,而中小結(jié)構(gòu)件零件切削時間相對短,導(dǎo)致零件需要頻繁換裝,在換裝零件時需要進行大量的裝夾準(zhǔn)備,機床停工等待時間長,目前大部分航空產(chǎn)品加工廠的機床平利用率僅有40%左右,其中機床因裝夾停工等待時間占總工作時間的30%以上,平均每次換裝零件時間為1小時左右,嚴(yán)重制約中小結(jié)構(gòu)件數(shù)控設(shè)備加工能力的發(fā)揮。
另外對于五坐標(biāo)設(shè)備缺乏的單位,大量帶角度的零件需要采用三坐標(biāo)粗加工+五坐標(biāo)精加工模式,更換機床導(dǎo)致大量重復(fù)準(zhǔn)備時間,嚴(yán)重制約設(shè)備能力的發(fā)揮。
2 零點定位工裝定位夾緊原理
基于零點定位的工裝系統(tǒng)包括:一套通用零點工裝基板,裝夾零件的托盤,托盤與基板連接的插銷,一個氣或液壓泵。通用零點工裝基板提供2個或2個以上高精度的定位孔,各定位孔之間的位置公差保證在±0.002 mm內(nèi),每一個定位孔對應(yīng)的連接插銷可以提供鎖緊力5000N,可以根據(jù)實際加工工藝的切削力大小要求選擇定位孔數(shù)。托盤底部加工有同樣等距離的高精度定位連接插銷,以便用來連接托盤和零點工裝基板,工裝基板與托盤通過插銷實現(xiàn)機械鎖緊。常態(tài)下,零點工裝內(nèi)部的彈簧系統(tǒng)處于鎖緊狀態(tài),以設(shè)定的夾緊力鎖住連接插銷,從而鎖緊夾具;需要松開夾具時,通過外界的氣壓或液壓裝置加壓,反向壓縮彈簧系統(tǒng),松開連接插銷,從而松開夾具。
使用時可以在機床外的托盤上對零件進行裝夾,真正占用機床的停機安裝時問僅為零件起吊與再次吊入時間。平均裝夾時間可以控制在10min內(nèi),而不使用零點工裝時平均裝夾時間在30min~90min,從而極大地減少了機床停機時間,提升了機床的加工效率。綜合而言,使用“基于零點定位技術(shù)的工裝系統(tǒng)”的擁有以下優(yōu)點:
1)極大地減少了不同零件換裝導(dǎo)致的機床停機時間;
2)重復(fù)定位精度高,確保在土0.002mm內(nèi),實現(xiàn)快速定位夾緊;
3)能有效提升類似中小航空結(jié)構(gòu)件的多品種單件小批量生產(chǎn)的加工效率。
3 基于零點定位技術(shù)解決快速換裝的思路
結(jié)合中小航空結(jié)構(gòu)件加工特點和實際存在的問題,通過引進零點定位技術(shù)有效解決零件換裝導(dǎo)致的裝夾時間長、機床設(shè)備利用率不高的問題,以下是詳細(xì)解決思路:
1)基于柔性裝夾的航空結(jié)構(gòu)件特征歸類、識別及裝夾知識庫生成
飛機結(jié)構(gòu)件是構(gòu)成飛機機體骨架和氣動外形的重要組成部分,結(jié)構(gòu)件的加工特征通常可分為輪廓特征、槽特征、筋特征、孔特征和非圓孔特征等。每種特征都具有相應(yīng)的加工工藝方案,其裝夾方法不一定一致,但可以找到一些與特征相應(yīng)的裝夾元件共通規(guī)律,從而方便不同類型的零件進行快速工裝的設(shè)計。通過研究航空結(jié)構(gòu)件的結(jié)構(gòu)特征和工藝特征,形成特征庫、工藝庫以及與裝夾元件之間的映射關(guān)系或者規(guī)律,形成便于快速柔性裝夾的知識庫,以指導(dǎo)各個快速裝夾方案的設(shè)計。
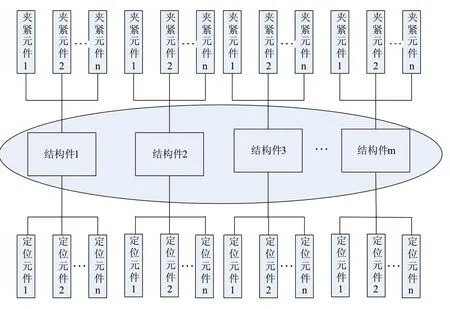
圖1 飛機結(jié)構(gòu)件裝夾方案配比
2)基于零點定位技術(shù)設(shè)計快速換裝方案
引入零點定位系統(tǒng),結(jié)合結(jié)構(gòu)件廠中小結(jié)構(gòu)件加工和零件特點,設(shè)計各類零件定位裝夾方案,夾具能做到快速更換、不同機床之間快速切換、多項零件共用的目的,通過提取飛機結(jié)構(gòu)件的加工特征、工藝特征,快速制定出基于網(wǎng)孔的柔性工裝方案。
3)建立柔性工裝庫
制定飛機結(jié)構(gòu)件的快速裝夾方案對于結(jié)構(gòu)件的加工是十分重要的。對于飛機結(jié)構(gòu)件來說,通常可采用不同的定位方案與夾緊裝置,配比成不同的裝夾方案,如圖1所示。由于飛機結(jié)構(gòu)件的種類較多,至今仍沒有明確的每種結(jié)構(gòu)件與定位元件、夾緊元件的映射關(guān)系。目前,在實際裝夾時多是依靠工人經(jīng)驗確定裝夾方案,當(dāng)需要加工新的零件時,需要重新制定裝夾方案。為了快速制定出結(jié)構(gòu)件的裝夾方案,利用成飛現(xiàn)有的夾具種類和裝夾經(jīng)驗,采購現(xiàn)成的裝夾元件,基于CATIA環(huán)境,建立起柔性工裝元件庫,以方便生成柔性裝夾方案時,快速生成三維裝夾模型。
4)實現(xiàn)基于零點定位系統(tǒng)的機床夾具快速更換
目前,更換機床夾具時,通常是靠人工完成,零件工裝調(diào)整過程的自動化水平低。通過將零點定位系統(tǒng)直接鑲?cè)霗C床工作臺、平板或用壓板安裝于工作臺。形成唯一的零基準(zhǔn),無需再校正,大幅降低機床停機時間,使設(shè)備利用率達(dá)到最高點;同時零點定位系統(tǒng)具有標(biāo)準(zhǔn)化接口,能夠?qū)崿F(xiàn)不同加工類型的機床之間高精度、高效率轉(zhuǎn)換,確保加工質(zhì)量,縮短交貨期;零點定位裝夾系統(tǒng)將柔性和剛性完美結(jié)合,保證工件工裝的重復(fù)定位精度為2μm,從源頭上控制積累誤差,保持機床和工件精度相等;這樣在數(shù)秒內(nèi)實現(xiàn)夾具的快速更換,實現(xiàn)零件的機外裝卡,減少80%的停機時間,大幅度地提高工作效率,圖2所示為零點定位過程的原理圖。
通過上述思路,按照精益制造的思想,采用零點定位工裝可將裝夾零件的時間外移,實現(xiàn)加工和裝夾并行以增加現(xiàn)有設(shè)備的實際有效加工時間。同時解決托盤及夾緊原件的柔性化,以此開發(fā)一套飛機結(jié)構(gòu)件柔性快換工裝夾具,實現(xiàn)數(shù)控加工快速換裝和柔性裝夾,提高數(shù)控設(shè)備的利用率,降低工裝成本。經(jīng)過實際應(yīng)用達(dá)到如下水平:
1)實現(xiàn)零點定位工裝系統(tǒng)應(yīng)用,將零件機內(nèi)裝夾轉(zhuǎn)移到機外裝夾,減少關(guān)鍵設(shè)備的換裝時間,使數(shù)控加工換裝導(dǎo)致機床停工時間由平均1小時縮短到10分鐘以內(nèi);
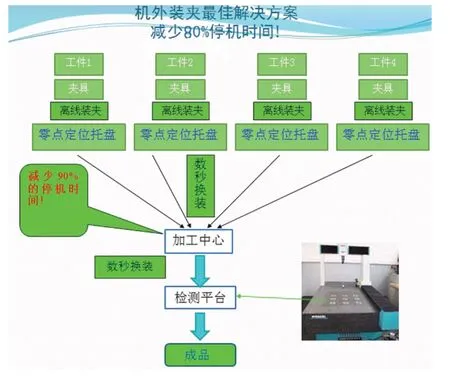
圖2 零點定位系統(tǒng)加工裝夾原理
2)在中小航空結(jié)構(gòu)件定位裝置和夾緊裝置模塊化的基礎(chǔ)上,配合工裝的柔性設(shè)計技術(shù)及裝夾仿真技術(shù),解決了工裝的通用性問題,使有限的工裝數(shù)量覆蓋80%零件的快速換裝。
4 結(jié)束語
本文結(jié)合本單位生產(chǎn)實際,針對中小航空結(jié)構(gòu)件,采用零點定位技術(shù)和柔性夾具設(shè)計思路,充分發(fā)揮現(xiàn)有機床的效能,達(dá)到了減少裝夾時間提高裝夾效率的目的,實現(xiàn)了零件快速換裝的目標(biāo)。隨著航空制造業(yè)的高速發(fā)展,在航空制造領(lǐng)域,特別是在中小航空結(jié)構(gòu)件制造方面,通過減少裝夾時間解決多品種小批量生產(chǎn)導(dǎo)致的設(shè)備利用率不高的問題是未來發(fā)來的趨勢。
[1]練宏俊,趙利軍,許峰.基于零點工裝的數(shù)控加工中心零件快速裝夾[J].機電一體化,2012,18(7):81-83.
[2]門玉春,喬源慶,潘洪治.新加工技術(shù)對機床夾具提出的要求及發(fā)展方向[J].中國科技博覽,2010(31):609.
[3]田輝,王俊斌.航空零件數(shù)控加工的特點[J].航空制造技術(shù),2010,(19):38-41.
[4]周華鋒,張娟,秦秀秀,姚紅梅.柔性工裝的結(jié)構(gòu)設(shè)計與應(yīng)用研究[J].中國新技術(shù)新產(chǎn)品,2012,(15):142.
[5]黃海基.機械(模具)零件的敏捷制造—工藝基準(zhǔn)定位系統(tǒng)的應(yīng)用[J].精密成形工程,2003,21(2):36-41.
