大規(guī)模定制家具板材自動分揀系統(tǒng)的研究
2015-12-02 01:41:00畢海波林國湘
制造業(yè)自動化 2015年21期
關(guān)鍵詞:系統(tǒng)
畢海波,林國湘
BI Hai-bo, LIN Guo-xiang
(南華大學(xué) 機(jī)械工程學(xué)院,衡陽 421001)
0 引言
受到多樣化和個性化的影響,家具行業(yè)也在朝著個性化定制的路上闊步前進(jìn)[1]。與傳統(tǒng)家具相比,定制家具的樣式和規(guī)格不盡相同,單件下料導(dǎo)致板材利用率低,生產(chǎn)成本高。目前,通過提高板材利用率來節(jié)省生產(chǎn)成本,其方式是將一定量的以同種原材料為基礎(chǔ)的訂單的家具板材零件融合到一起下料,采用專業(yè)的優(yōu)化排料軟件對這批訂單的板材進(jìn)行排版,使得板材利用率達(dá)到相對較高。下料之后將每塊板材貼上相對應(yīng)的條形碼加以區(qū)分,打包發(fā)貨之前須將同一訂單的板材分揀出來。這樣,就產(chǎn)生了后續(xù)工作量較大的分揀過程。
1 家具板材分揀現(xiàn)狀分析
經(jīng)過對我國具有代表性定制衣柜生產(chǎn)廠進(jìn)行考察得出目前定制家具分揀模式如圖1所示。下料之后將同一訂單的板材堆疊在一起。封邊時,根據(jù)封邊工藝的不同(封厚邊、封薄邊、封單邊、封多邊、封直邊、封異形邊等),將板材分到各自的加工區(qū)域進(jìn)行加工,為了防止板材的混亂,加工完后將該訂單的所有板材再次堆疊在一起再輸送到鉆孔區(qū)。鉆孔時,又要將板材根據(jù)鉆孔工藝的不同(門鉸孔、定位孔、安裝孔)分到各自的加工區(qū)域進(jìn)行加工,加工完之后再次將該訂單的所有板材整合到一起。檢驗(yàn)完成后,將板材分成若干部分進(jìn)行包裝。每一道工序都需要將板材按需分開,加工完之后再按單整合,目的是防止在加工過程中訂單混淆。由于板材種類繁多,數(shù)量龐大,采用人工分揀導(dǎo)致分揀效率低、分揀出錯率高、
工人勞動強(qiáng)度大等,使得間接成本提高。由于各工序加工時間長短不一,各工序之間均存在等待現(xiàn)象,生產(chǎn)效率降低,最終導(dǎo)致生產(chǎn)周期較長[2]。
經(jīng)過研究發(fā)現(xiàn)目前板材分揀采用人工方式對于生產(chǎn)成本和生產(chǎn)周期存在一定的影響,采用人工分揀,其較低的分揀效率、高的分揀錯誤率以及較高的勞動成本成為了制約生產(chǎn)成本降低和生產(chǎn)周期縮短的一大瓶頸。想要突破這個瓶頸,就必須采用自動分揀系統(tǒng)代替現(xiàn)有的人工分揀過程。
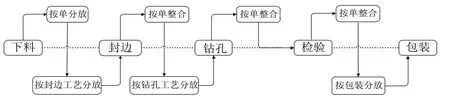
圖1 目前定制家具板材分揀模式
2 自動分揀系統(tǒng)參與下的分揀模式及自動分揀系統(tǒng)的功能
2.1 自動分揀系統(tǒng)參與下的分揀模式
自動分揀系統(tǒng)參與的分揀模式如圖2所示。板材在進(jìn)行機(jī)械加工時,不再考慮分揀問題,下料之后的板材輸送完全以工藝為導(dǎo)向,單獨(dú)的輸送到下一道工序位置,加工完就走,無需等待。機(jī)械加工完之后,在包裝之前由自動分揀系統(tǒng)將完成板材的分揀任務(wù),降低了分揀錯誤率,減少了分揀員工數(shù)量,降低了勞動強(qiáng)度,降低了間接成本。提高了分揀效率,簡化了加工過程,縮短了加工時間,從而縮短了生產(chǎn)周期[3]。

圖2 自動分揀系統(tǒng)參與的分揀模式
2.2 自動分揀系統(tǒng)的功能
1)實(shí)現(xiàn)板材的按單分揀過程。將同一訂單的板材從所有板材中分揀開來,放在一起。
2)實(shí)現(xiàn)板材的按包裝分揀過程。在自動包裝排版軟件的參與下,將單個訂單的板材分成若干個包裝箱,規(guī)范了包裝箱的尺寸。
3)將分揀好的板材按包裝箱內(nèi)的順序堆疊好。將按包裝分好的板材在包裝箱內(nèi)堆疊的順序堆疊起來,可直接進(jìn)行打包。
3 自動分揀系統(tǒng)的總體結(jié)構(gòu)設(shè)計(jì)
根據(jù)自動分揀系統(tǒng)的功能要求,自動分揀系統(tǒng)由一條上料輸送線、三個分揀區(qū)、六個暫存區(qū)、兩條出料輸送線、兩個堆疊區(qū)所組成。整體采用對稱式結(jié)構(gòu),其總體結(jié)構(gòu)布局如圖3所示,圖中箭頭表示板材在自動分揀系統(tǒng)中的流動方向。根據(jù)總體布局方案,對自動分揀系統(tǒng)機(jī)械部分進(jìn)行三維建模設(shè)計(jì),其三維示意圖如圖4所示。
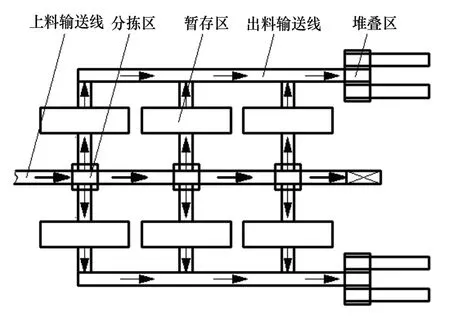
圖3 自動分揀系統(tǒng)總體結(jié)構(gòu)圖
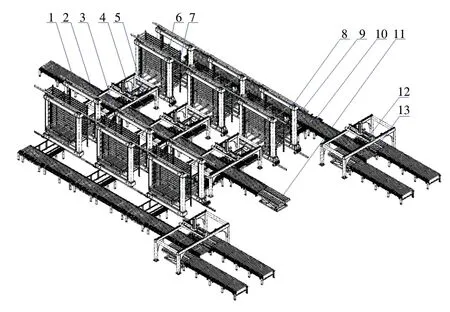
圖4 自動分揀系統(tǒng)三維示意圖
上料輸送線采用滾筒式輸送機(jī),全段共由斜滾筒段、加速滾筒段和分揀滾筒段三部分組合而成,上料輸送線的任務(wù)是將所需分揀的板材從上料口輸送到指定的分揀位置。
分揀區(qū)由龍門機(jī)械手和進(jìn)料橫送同步帶所組成,龍門機(jī)械手(采用真空吸盤)負(fù)責(zé)將需分揀的板材從上料輸送線分揀出來,放在進(jìn)料橫送同步帶上,與浮出式、傾斜式等分揀機(jī)構(gòu)相比,龍門機(jī)械手能夠在極短的時間內(nèi)將板材從主線分離,方便后續(xù)板材順利通過。進(jìn)料橫送同步帶的主要目的是將板材輸送到暫存區(qū),還起到了緩存板材的作用。
暫存區(qū)由龍門進(jìn)料機(jī)構(gòu)、貨架、龍門出料機(jī)構(gòu)所組成。龍門進(jìn)料機(jī)構(gòu)將進(jìn)料橫送同步帶上的板材輸送到貨架上的指定位置,龍門出料機(jī)構(gòu)將存儲在貨架上的板材取出,送到出料輸送線上。
出料輸送線由出料橫送同步帶、直走橫送機(jī)構(gòu)以及直滾筒段組成。出料橫送同步帶將龍門出料機(jī)構(gòu)上的板材輸送給直走橫送機(jī)構(gòu),經(jīng)過直走橫送機(jī)構(gòu)和直滾筒段輸送到板材堆疊區(qū)。
板材堆疊區(qū)由龍門堆疊機(jī)械手、液壓升降臺等組成。龍門堆疊機(jī)械手(采用真空吸盤)按照包裝軟件所提供的信息將同一訂單的同一包裝的板材堆疊在液壓升降臺上。升降臺與滾筒輸送機(jī)相連,堆疊好的板材直接輸送至包裝區(qū)進(jìn)行打包。
4 自動分揀系統(tǒng)的信息識別系統(tǒng)及控制系統(tǒng)
4.1 信息識別系統(tǒng)
自動分揀系統(tǒng)擬采用RFID電子標(biāo)簽識別系統(tǒng),相比目前的條形碼(二維碼)識別系統(tǒng)具有諸多不可比擬的優(yōu)勢,如存儲空間大、讀取速度快、遠(yuǎn)距離識別和高速運(yùn)動識別能力,以及可重復(fù)利用等。RFID技術(shù)的應(yīng)用使得信息識別與傳遞系統(tǒng)更加快捷、精準(zhǔn)、方便。自動分揀系統(tǒng)采用RFID技術(shù),能夠?qū)崿F(xiàn)板材在輸送線上快速運(yùn)動情況下的信息采集,使分揀效率更高。
4.2 控制系統(tǒng)
控制系統(tǒng)須具有較強(qiáng)的信息處理能力、運(yùn)動控制準(zhǔn)確、運(yùn)行速度快(易實(shí)現(xiàn)多種插補(bǔ)運(yùn)動)等。綜合考慮PLC控制系統(tǒng)、運(yùn)動控制器控制系統(tǒng)以及單片機(jī)控制系統(tǒng),在滿足控制要求的前提下,PC機(jī)和運(yùn)動控制器相結(jié)合的上位控制方案較其他控制方式來說,成本相對較低,且易于實(shí)現(xiàn)[6]。圖5所示為自動分揀系統(tǒng)的運(yùn)動控制系統(tǒng)的組成框圖。該控制系統(tǒng)可以通過無線網(wǎng)絡(luò)與加工車間的PC機(jī)相連,完成整個加工過程的全程監(jiān)控。
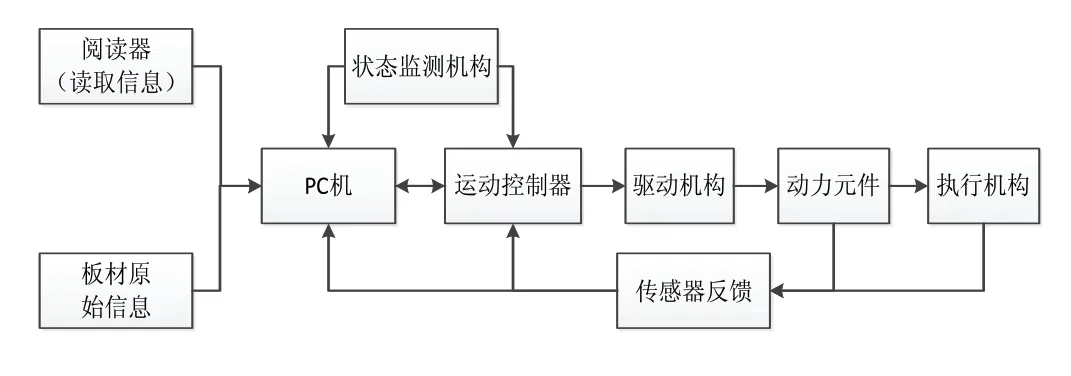
圖5 控制系統(tǒng)組成框圖
5 分揀系統(tǒng)分揀過程
1)包裝排版過程模擬 將該批訂單板材清單輸入自動包裝排版系統(tǒng),系統(tǒng)將每個訂單的板材分成若干個包裝,并完成板材在包裝箱中的堆疊過程模擬,確認(rèn)無誤之后生成包裝排版信息。
2)庫位分配 將包裝排版信息導(dǎo)入到自動分揀系統(tǒng),系統(tǒng)根據(jù)包裝排版信息對所分揀板材進(jìn)行庫位分配,在板材進(jìn)入分揀系統(tǒng)之前,所有板材的分揀路徑已經(jīng)確定。
3)分揀過程實(shí)施 沒有任何規(guī)律的板材從加工車間源源不斷的輸送過來,進(jìn)入自動分揀系統(tǒng)。板材經(jīng)由斜滾筒段1之后靠在一邊,方便安裝在斜滾筒段某處的電子標(biāo)簽閱讀器讀取固定在板材上的電子標(biāo)簽中的相關(guān)信息,之后將信息輸送到控制系統(tǒng)工控機(jī)PC中,工控機(jī)將確定由哪個分揀機(jī)構(gòu)(龍門機(jī)械手4)處理并發(fā)送指令到對應(yīng)的下位機(jī)運(yùn)動控制器,下位機(jī)實(shí)時控制分揀設(shè)備對板材進(jìn)行處理。被掃描之后的板材經(jīng)過加速滾筒段2加速之后,拉開板材之間的間距,保證后續(xù)分揀過程順利完成。板材到達(dá)由系統(tǒng)所指定的分揀機(jī)構(gòu)的感應(yīng)區(qū)時,該分揀機(jī)構(gòu)3前端的定位擋板自動升起,板材觸碰到定位擋板上的接觸開關(guān)之后,龍門機(jī)械手4中的吸盤式機(jī)械手迅速降下,將被分揀板材提起,移動至進(jìn)料橫送同步帶上的指定位置后放下板材,回到初始位置等待下次分揀任務(wù)。龍門進(jìn)料機(jī)構(gòu)6將進(jìn)料橫送同步帶上的板材接到龍門進(jìn)料機(jī)構(gòu)的小車上,由龍門進(jìn)料機(jī)構(gòu)的RFID電子標(biāo)簽閱讀器讀取板材信息后,由系統(tǒng)確定該板材在貨架7上存儲的位置。這樣將板材暫時的存在立體貨架上。等到某個訂單的板材全部到齊之后,由工控機(jī)發(fā)送指令到下位機(jī)運(yùn)動控制器,由運(yùn)動控制器控制龍門出料機(jī)構(gòu)8將該訂單的所有板材按根據(jù)每個包裝箱中板材堆疊的順序從貨架上取出,經(jīng)由出料橫送同步帶9和直走橫送機(jī)構(gòu)10依次輸送給龍門機(jī)械手12,由龍門機(jī)械手完成一個訂單中多個包件所有板材的堆疊,堆疊好的板材可直接進(jìn)行包裝。
板材在加工和輸送過程中,難免會有電子標(biāo)簽損壞或者脫落,經(jīng)過分揀系統(tǒng)時無法識別,或是因?yàn)闄C(jī)械故障等因素,導(dǎo)致板材漏揀。當(dāng)漏揀的板材經(jīng)過分揀系統(tǒng)主線,輸送至動力滾筒升降臺11處,錯誤報(bào)警器發(fā)出警報(bào),相關(guān)人員立即到該處對出錯板材進(jìn)行處理,及時解決分揀出錯問題。
4)自動分揀系統(tǒng)分揀能力預(yù)測 上料輸送線輸送板材速度約為40m/min,板材平均長度約為1.2m,平均間距約為1.2m。此時,該自動分揀系統(tǒng)的分揀能力約為10000塊/10小時。上述情況下,后續(xù)的分揀和進(jìn)料入庫時間均足夠,避免板材在分揀系統(tǒng)中流通不暢。
6 結(jié)束語
采用自動分揀系統(tǒng)代替現(xiàn)有的人工分揀過程,可以有效地解決人工分揀所導(dǎo)致的生產(chǎn)周期長、分揀成本高、分揀出錯率高以及工人勞動強(qiáng)度大等問題。除此之外,采用自動分揀系統(tǒng)還可以提高車間整體自動化水平,規(guī)范定制家具生產(chǎn)流程。
[1]郭靖.基于大規(guī)模定制的板式家具研發(fā)體系研究[D].長沙,中南林業(yè)科技大學(xué).2011.
[2]徐俊華,盧海鋒,龔迎春.探析如何縮短定制家具的交貨期[J].家具與室內(nèi)裝飾.2013,01:76-78.
[3]熊先青,蔡琦,吳智慧,等.大規(guī)模定制家具生產(chǎn)線規(guī)劃與車間管理關(guān)鍵技術(shù)[J].林產(chǎn)工業(yè).2013,40(2):35-38.
[4]楊丹丹,楊風(fēng),馬慧卿.智能分揀系統(tǒng)的研究[J].電子世界.2014,16:119-120.
[5]熊先青,吳智慧.大規(guī)模定制家具生產(chǎn)過程的信息采集與處理技術(shù)[J].木材工業(yè).2011,11,25(6):17-20.
[6]吳大衛(wèi).基于通用運(yùn)動控制器的控制系統(tǒng)的設(shè)計(jì)與仿真[D].武漢,華中科技大學(xué).2007.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
