K30定型機鏈傳動同步原理分析
2015-12-02 01:18:57歐陽長風
紡織報告 2015年8期
歐陽長風
K30定型機鏈傳動同步原理分析
歐陽長風
(佛山弘禹環保科技有限公司,廣東佛山 528200)
K30定型機是印染行業應用較廣的一款工藝設備,其自動化系統集成采用西門子TIA技術。K30鏈傳動同步原理是基于西門子T100工藝板和變頻器的技術,是基于T100特殊的串行通訊端口的特性構成的PPBUS總線。本文簡明介紹了K30鏈傳動系統的組成、網絡結構和內部傳輸過程,由此對K30鏈傳動同步系統進行了分析,在此分析基礎上,給出了一個實際維修的案例。
鏈傳動同步系統;TIA;PP-BUS
0 引言
K30定型機是由德國KRANTZ公司生產的一款自動化程度較高的織物定型工藝設備,在染整行業有較為廣泛的應用。該設備由四個工藝系統構成:自動整緯系統、鏈傳動同步系統、烘箱加熱系統、拉幅系統。
K30定型機的自動化系統采用西門子TIA(全集成自動化)技術,采用PROFIBUS-DP總線為通訊主要通訊協議,連接主S7 300 CPU、鏈傳動變頻器、風機變頻器、ET200L模塊以及OP。另外HMI(PC機)與S7 300 CPU采用MPI(多點通訊)協議。變頻器參數傳輸采用USS總線,鏈傳動同步采用PP-BUS總線。除了USS總線用于個人維護電腦維護外,其余三種通訊是實時的,任何一個通訊鏈路發生問題,設備都不能工作。
本文重點討論鏈傳動同步的工作原理,并根據工廠維修實例加以說明。
1 鏈傳動同步系統
1.1 K30定型機鏈傳動變頻器的配置
K30定型機的鏈傳動變頻器和風機變頻器都選用西門子SIMOVERT MASTERDRIVES(產品訂貨號6SE70XX)矢量控制的直流母線逆變器產品,K30采用的是書本型變頻器。該變頻器由電子箱和功率單元
兩個部分組成。電子箱包括CPU主板、通訊板以及特殊電子單元(如T100工藝板),都可以根據應用的系統進行選擇。根據西門子定義,將書本型逆變器正立,電子板左側位置為位置1,中間位置為位置3,右側位置為位置2。
K30鏈傳動變頻器和風機變頻器,在位置1安裝CUVC,CUVC 安裝有CBP2通訊板。與風機變頻器的配置不同,鏈傳動變頻器在位置2安裝一塊T100工藝板。
所有變頻器的指令由DP總線通過CBP2通訊板傳輸給變頻器,但是由于鏈傳動變頻器配置有一塊T100工藝板,通訊數據傳輸的變頻器接口地址和過程是不同的。
1.2 T100工藝板介紹
T100工藝板是SIMOVERT MASTERDRIVERS 系列的擴充板,它實現與過程相關的功能,決定安裝的軟件模塊。T100插入SIMOVERT MASTERDRIVERS系列變頻器電子板的第二個位置(最右),背面總線適配器LBA需在安裝T100時安裝。

圖1 T100工藝板的安裝位置
T100工藝板帶有8個數字輸入、5個數字輸出、5個模擬輸入、2個模擬輸出,帶有兩個RS485通訊口。外部連接通過T100工藝板前面的X130至X136插口連接。
K30的鏈傳動變頻器,左右鏈同步用了-X130:AE52模擬輸入,另外軋車的同步張力調整電位器用了-X130:AE50模擬輸入。其余鏈傳動變頻器沒有使用模擬和數字端口。
K30的鏈傳動變頻器都采用-X133端口通過串行通訊方式將同步速度信號傳遞給各傳動變頻器。
K30上的T100工藝板采用的軟件模塊為MS100(Multi-Purpose Drive),它擴充了變頻器與驅動相關的功能,包括高性能PID控制器、comfort斜坡函數發生器以及電動馬達電位器等。
1.3 PP-BUS總線
PP總線是由14個鏈傳動電機變頻器上T100工藝板的X133通訊端口實現的。K30使用的變頻器(包括風機)均使用SIMOVERT MASTERDRIVES 矢量控制(DC-AC)型變頻器(產品訂貨號6SE70XX),所有變頻器均配置CUVC板和PROFIBUS-DP通訊板(CBP2),但僅僅鏈傳動電機變頻器,配置了T100工藝板。其作用主要是實現鏈傳動電機之間的同步運行。X133端口接線原理圖如下:
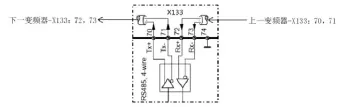
圖2 X133端口PP-BUS接線原理圖
T100工藝板X133端口的終端電阻跳線X10,X11只有起點端口和終點端口設置在1-2位置,其余在2-3位置。X10、X11跳線位置必須相同。
PP-BUS總線由左鏈變頻器開始向兩邊傳遞:
左鏈-->右鏈-->切邊刀左-->切邊刀右-->出布-->擺布-->卷布;
左鏈-->中間繩-->右針鋏-->左針鋏-->上超喂-->下超喂-->軋車-->入布。
PP-BUS總線簡圖見圖3。
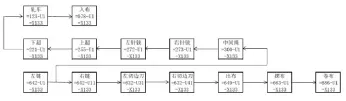
圖3 PP-BUS總線簡圖
PP-BUS總線控制的鏈傳動同步是直接傳輸個變頻器的速度值,保證在加、減速以及正常運行時速度指令是按工藝要求一致的。但是嚴格要求同步的左、右鏈同步,在指令同步的同時,通過同步板直接檢測電機編碼器獲得變頻器的速度校正信號(左右鏈-X130:AE52模擬輸入)進行速度校正。對于軋車的同步則通過張力桿上的檢測電位器信號加入軋車變頻器T100工藝板的-X130:AE50,進行張力調整。運行和維修經驗表明PP總線同步,在參數設定正確的情況下即使取消左右鏈同步板,左右鏈仍能保證工藝要求的同步要求。
1.4 鏈傳動同步系統
K30的鏈傳動同步系統,是通過將工藝要求的各
傳動變頻器的速度指令送到CBP端口的DPRAM經T100工藝板運算再傳給變頻器CUVC板的速度設定單元的。對于嚴格要求同步的左右鏈,通過同步板產生校正信號在T100 X130端口的AE52通道產生一個修正。軋車與下超喂之間設定了張力桿檢測電位器,通過T100 X130端口的AE50通道產生一個模擬信號校正。
鏈傳動同步系統,考慮了計算的原理簡圖見圖4。
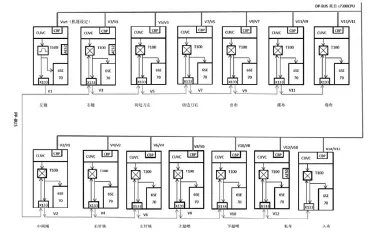
圖4 鏈傳動同步原理簡圖
從圖4可以看出,K30鏈傳動的各變頻器的速度是根據DP-BUS的主鏈變頻器的速度設定(機速)和各電機的速比數據,由T100的乘法器,逐個計算給出各變頻器的速度設定值。該速度設定值由于T100的X133端口通過PP-BUS總線傳輸。
2 變頻器數據傳輸
SIMOVERTMASTERDRIVERS系列變頻器的電子板插件的配置不同,其通訊的傳輸過程也是不同的。雖然表面上鏈傳動變頻器和風機變頻器電子板配置只是增加了一塊T100工藝板,但CB/TB ReciveData的連接字是不同的,前者是K8001至K8016而后者是K3001至K3016。這表明鏈傳動變頻器和風機變頻器通訊的實際過程不同,下面我們先討論鏈傳動變頻器的數據傳輸過程。
2.1 從總線接受數據
當鏈傳動變頻器檢測到發往本網絡節點(網絡地址)的數據將數據存入CBP2的DPRAM區域,由于有T100工藝板,CBP2作為第二塊通訊板,總線數據被存入K8001至K8016字,共16個CB字。鏈傳動變頻器的網絡地址由P918.02參數設定。詳細見圖5。
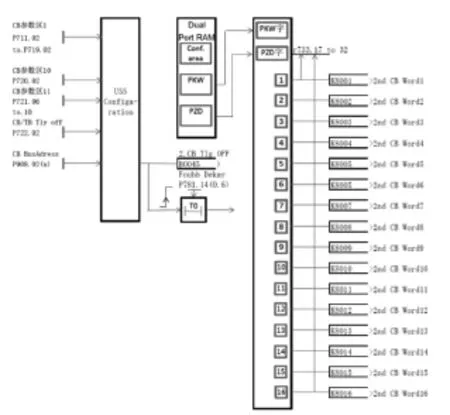
圖5 鏈傳動變頻器從總線接收數據
2.2 T100與變頻器的數據交換
在安裝T100工藝板的情況下,CBP2通訊卡接收的總線數據不是直接傳輸給CUVC(CPU板)的。首先將內部連接參數連接到到DPRAM,轉換成T100內部的連接字(T 100輸入的連接字)。在輸出側T100的內部連接字(T100輸出的連接字)與CUVC的連接字匹配。在T100內部,通過功能塊將輸入連接字和輸出連接字連接起來,實現總線接收數據通過T100傳輸到CUVC的過程。其中K3002是變頻器的速度設定值。因而T100不只是同步信號的傳輸,還有數據處理功能。詳細見圖6。
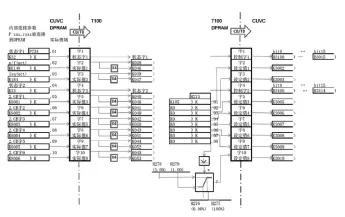
圖6 T100與MASTER DRIVES VC 的過程數據交換
2.3 向總線端口發送數據
變頻器CUVC板將變頻器的有關數據,發往總線端口DPRAM。發送的數據通過P736參數設定。從圖7可見狀態字1及2(K32、K33)、變頻器轉速/頻率實際值(KK148)、Isq電流實際值(K184)以及K3003、K3008發往總線端口。
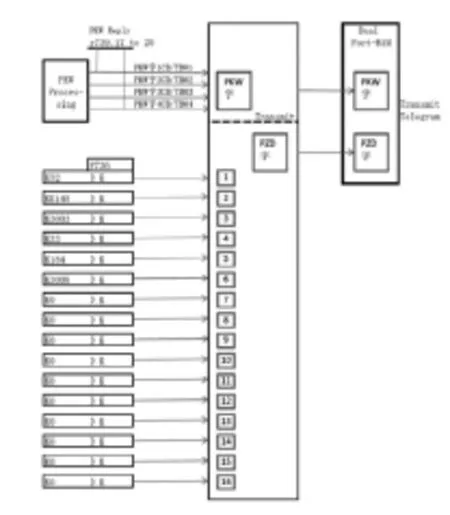
圖7 CUVC向總線端口發送數據
3 鏈傳動同步原理
3.1 左右鏈同步原理
K30鏈傳動同步是以左鏈的速度為基準的,左右鏈在PP-BUS總線指令同步的基礎上,通過BY145同步板,根據左右鏈電機編碼器的實際信號,產生左右鏈的模擬校正信號,以產生嚴格的同步。使用了T100模擬輸入AE52進行速度矯正。詳見圖8。
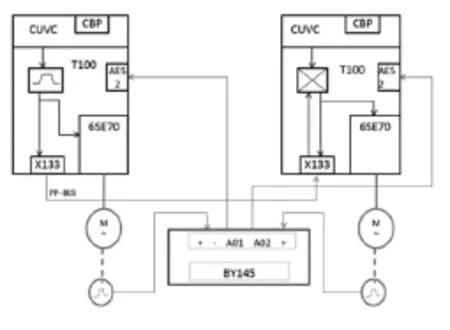
圖8 左右鏈同步原理圖
3.2 鏈傳動同步原理
K30鏈傳動的同步是通過DP網絡傳遞左鏈速度指令和各傳動電機的速比信號,通過T100工藝板的內部處理,將處理后的信號作為下一級變頻器的速度指令,逐級進行速度指令的傳輸,從而達到速度同步。
對于嚴格要求同步的左右鏈電機驅動,通過同步板產生校正模擬信號,進行精確同步。對于有張力控制要求的軋車和下超喂的同步,經過張力桿帶動的檢測電位器的模擬信號以達到工藝要求。
3.3 T100參數的作用
T100工藝板的參數負責DP總線數據的處理,交付給CUVC單元。同時還需要接收X133端口的數據,并將同步數據發到X133端口。X133端口接收和發送的數據通過變頻器面板可以直接設定。由于每個傳動部分的要求不完全一致,各個變頻器參數不可以簡單替換或覆蓋。在下載或上傳變頻器參數不一定會保存T100參數,必須仔細檢查。在硬件維修時可能會丟失或損壞數據,必須做好全部數據的備份。由于T100參數的丟失變頻器不會報警,根據同步原理,如果某一級變頻器T100參數丟失,后級變頻器將沒有速度指令,其變頻器拖動的電機都不運行。在左鏈變頻器T100參數丟失,所有鏈傳動變頻器拖動的電機都不運行,但是PLC動作和風機變頻器均正常。
4 K30故障維修案例
【案例】K30左鏈變頻器硬件維修后,所有鏈傳動電動機都不運行,風機變頻器可以運行,PLC和HMI無故障顯示。
故障診斷:
(1)用面板直接設定左鏈變頻器頻率,單機可以運行,但其余電機都不運行;
(2)因為風機變頻器正常,PLC動作都正常。說明PLC和DP-BUS總線正常;
(3)檢查變頻器參數,對比風機和鏈傳動變頻器參數。P443均配置連接器K3002,將左鏈變頻器P443設定為K8002,左鏈電機可以在DP總線下驅動運行,而其余傳動電機都不運行。
經過以上診斷,確定左鏈T100工藝板參數丟失,由于T100參數沒有備份,而左鏈變頻器的T100與其余變頻器差異較大,根據T100資料和西門子大全資料,用人工面板直接按K30原理圖進行參數設置。
參數配置:
(1)P734參數設置
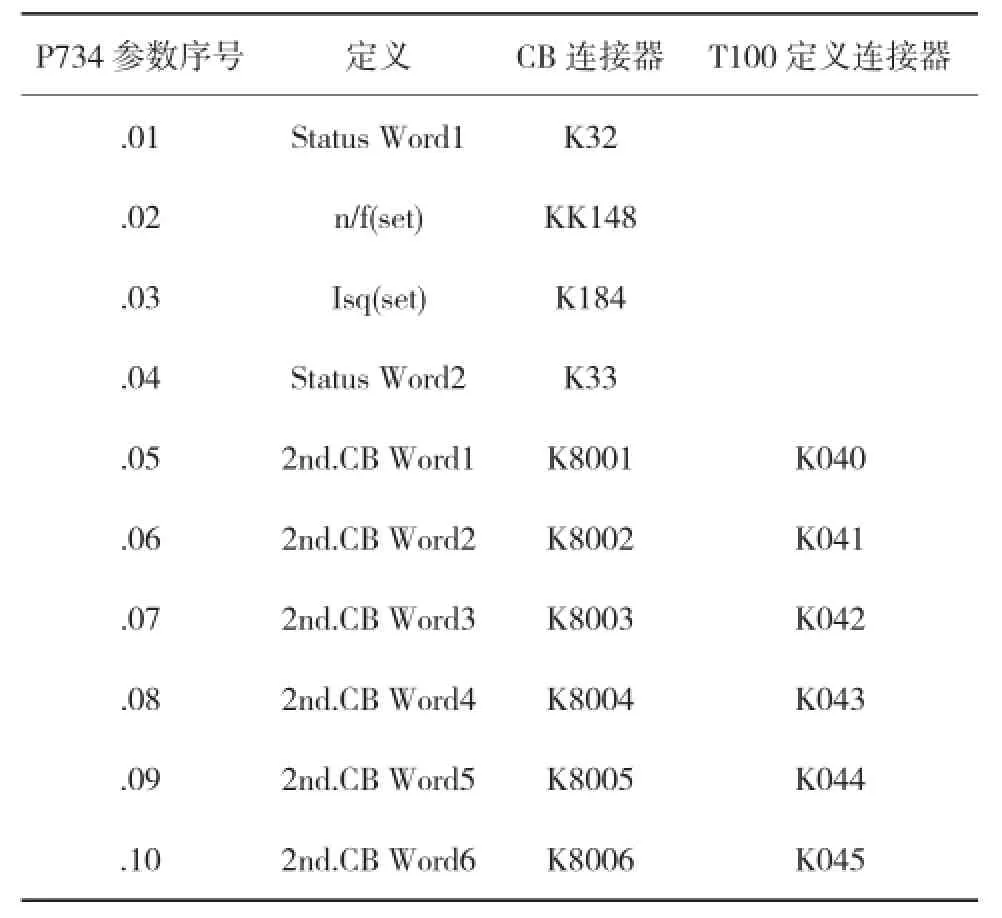
P734參數序號定義CB連接器T100定義連接器.01Status Word1K32 .02n/f(set)KK148 .03Isq(set)K184 .04Status Word2K33 .052nd.CB Word1K8001K040 .062nd.CB Word2K8002K041 .072nd.CB Word3K8003K042 .082nd.CB Word4K8004K043 .092nd.CB Word5K8005K044 .102nd.CB Word6K8006K045
(2)T100與CUVC板K3002連接
P443=K3002

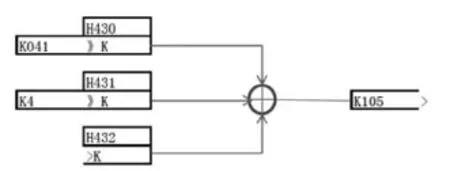
(3)將K8002(總線左鏈變頻器速度設定值)傳遞給K105
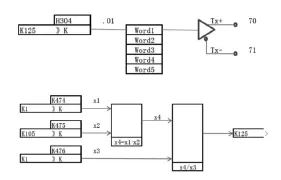
(4)將數據發到PP-BUS 端口(T100的X133端口)
T100的X133端口是一個RS485的串口,實現點對點通訊。該端口是已給可以用參數配置的端口,輸入輸出端口都可以配置5個參數。左鏈由于是PPBUS的起點,因而不需要接受PP-BUS參數,只需要配置發送參數。配置如下:
5 結論
本文詳述了K30定型機鏈傳動同步的原理,并給出了根據其原理K30定型機維修的案例。
通過上述分析和維修的經驗,我們可以得到以下結論:
5.1 K30鏈傳動系統的同步技術是基于西門子產品技術的同步方式,只有了解產品性能才能真正了解其同步過程。
5.2 在配置T100的情況下,DP總線數據發到通訊板CBP2的通過T100的參數配置,傳輸給CUVC板,如果參數有問題將影響本級變頻器和后級PP-BUS網絡的變頻器。
5.3 PP-BUS總線傳輸的數據是由變頻器的T100參數直接確定,而不是由DP-BUS傳輸數據確定。
5.4 T100工藝板的X133端口的數據可以通過變頻器面板直接編程,在數據丟失的情況可以根據工藝要求,用變頻器面板編程修復。
[1] 西門子電氣傳動有限公司.SIMOVERT MASTERDRIVERS矢量控制使用大全[M].天津,西門子電氣傳動有限公司.2002.
[2] 崔 堅,李 佳等.西門子工業網絡通訊技術(上冊)[M].北京:機械工業出版社.2004(9).
[3] 天津傳動設計研究所.電氣傳動自動化技術手冊[M].北京:機械工業出版社.2011(4).
Analysis on the synchronization principle of the chain drive of K30
OUYANG Chang-feng
(Foshan Hongyu Environmental Protection Technology Co., Ltd., Foshan, Guangdong 528200)
K30 is a processequipment used in printing and dyeing industry, and its automation system is integrated with SIEMENS TIA technology. K30 chain drive synchronization principle is based on the technology of SIEMENS T100 technologyboard and inverter, is based on the characteristics of the T100 special serial communication port PP-BUS . In this paper, a concise K30 chain drive system composition, network structure and the internal data transfer process is introduced, which of K30 chain synchronous drive system were analyzed. This analysis is given based on the case of a practical maintenance.
chain drive synchronization system; TIA; PP-BUS
TS104.2
A
投稿日期:2015-06-27
歐陽長風(1965-),軟件工程碩士,電氣自動化工程師,企業咨詢顧問。長期從事自動化生產線維修管理。
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2017年7期)2017-06-05 09:36:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
自動化博覽(2014年12期)2014-02-28 22:34:39
河南科技(2014年18期)2014-02-27 14:14:58