在聯(lián)堿外冷工序使用儀表切斷閥
2015-12-03 07:43:56劉亞旗閆晶辰
純堿工業(yè) 2015年5期
楊 力,劉亞旗,閆晶辰
(天津渤化永利化工有限公司,天津 300452)
近年來(lái),隨著化工工藝和設(shè)備的改進(jìn),自動(dòng)化水平的提高,國(guó)內(nèi)聯(lián)堿工廠陸續(xù)改用了逆料流程生產(chǎn)氯化銨,而且結(jié)晶器操作溫度普遍提高,同時(shí)相繼完成了外冷器液氨直冷工藝技術(shù),外冷器冷卻負(fù)荷大幅降低。為了更好地控制結(jié)晶工藝指標(biāo),降低操作人員的勞動(dòng)強(qiáng)度,防止設(shè)備的意外停車,我公司率先提出了將外冷液氨循環(huán)罐進(jìn)液管線等共計(jì)7套倒換閥門由手動(dòng)改為自動(dòng)控制,并最終實(shí)現(xiàn)全套外冷系統(tǒng)閥門切換的DCS時(shí)序控制。本文將詳細(xì)闡述其設(shè)計(jì)理念及技術(shù)方案。
1 外冷器系統(tǒng)裝置描述及工作原理
1.1 裝置描述及簡(jiǎn)易工藝流程介紹
我公司聯(lián)堿項(xiàng)目外冷工序共有冷析結(jié)晶器4臺(tái)、混合結(jié)晶器2臺(tái)、外冷器、液氨循環(huán)罐、氨分離器、軸流泵各18臺(tái)。每組外冷循環(huán)系統(tǒng)包含外冷器、液氨循環(huán)罐、氨分離器各1臺(tái)。現(xiàn)階段每組裝置上在液氨循環(huán)罐進(jìn)液、氨分離器出口、進(jìn)外冷器氨Ⅰ、出外冷器氨Ⅰ、出外冷器半Ⅱ、外冷器溢流氨Ⅰ(共兩處)7條管線上各有工藝手閥1臺(tái)。
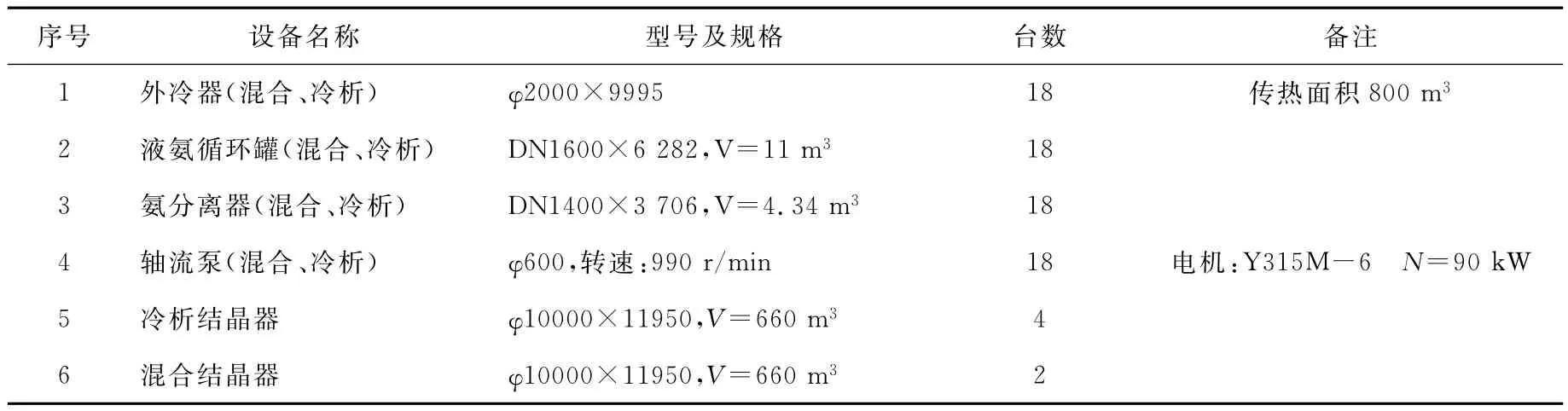
表1 工藝設(shè)備清單
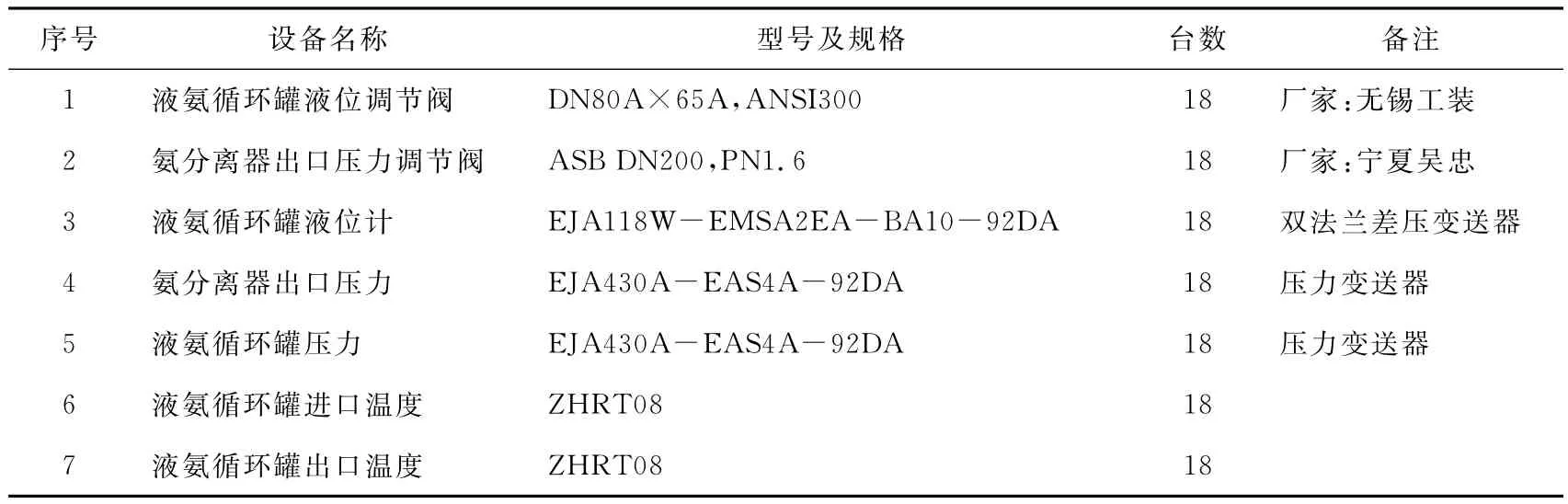
表2 儀表設(shè)備清單
簡(jiǎn)易工藝流程:由制冷工序來(lái)的液氨減壓后經(jīng)液氨循環(huán)罐進(jìn)入外冷器,與半II循環(huán)液換熱后的氣、液氨混合物由氨循環(huán)罐和氣液分離器進(jìn)行氣液分離;液氨直接回外冷器,一部分氣氨回制冷工序,經(jīng)氨壓縮機(jī)加壓冷凝液化后再送入液氨循環(huán)罐,另一部分氣氨去母Ⅰ、母Ⅱ吸氨器。
1.2 冷析及混合冷析原理
1.2.1 冷析原理
液氨經(jīng)液氨循環(huán)罐進(jìn)入外冷器,液氨氣化帶走大量熱量,使半Ⅱ循環(huán)液溫度降低,氯化銨溶解度明顯降低而析出,氯化鈉溶解度稍有增加而保持遠(yuǎn)離析出點(diǎn)。為制得純度較高的工業(yè)氯化銨產(chǎn)品提供原料。
1.2.2 混合冷析原理
冷AⅠ、半母Ⅱ?qū)β然c是不飽和的,鹽析結(jié)晶器取出晶漿所帶的氯化鈉進(jìn)一步溶解,冷析及鹽析效應(yīng)使氯化銨結(jié)晶析出和長(zhǎng)大,控制相應(yīng)的鈉離子濃度 ,得到滿足農(nóng)業(yè)氯化銨成品成分要求的氯化銨結(jié)晶。
2 儀表切斷閥代替工藝手閥
工藝手閥和儀表切斷閥的定義:
(1)護(hù)理前、后,以Zung氏焦慮自評(píng)量表(SAS)、抑郁自評(píng)量表(SDS)評(píng)價(jià)情緒狀態(tài),兩量表均換算為標(biāo)準(zhǔn)分值(總粗分乘以1.25,取整數(shù)為標(biāo)準(zhǔn)分),SAS>50分表明有焦慮情緒,SDS>53分表明有抑郁情緒,分?jǐn)?shù)越高則不良情緒越為嚴(yán)重[1]。(2)出院時(shí),分發(fā)我科室自擬患者對(duì)護(hù)理滿意評(píng)分量表,包括服務(wù)態(tài)度、病房環(huán)境、專業(yè)技能、健康教育以及溝通交流5項(xiàng),每項(xiàng)4道題,每題1-5分,滿分100分,分?jǐn)?shù)越高則滿意度越高。
工藝手閥一般是指安裝在工藝管道上的閥門,不具有自動(dòng)控制功能,需要手動(dòng)操作的閥門。它的主要用途是在開車時(shí)控制物料(或工藝介質(zhì))的進(jìn)料或者有故障時(shí)可以完全打開或關(guān)閉閥門,切斷物料來(lái)源,以便進(jìn)行故障處理。
儀表切斷閥具有遠(yuǎn)程自動(dòng)控制功能,接收控制系統(tǒng)信號(hào),控制工藝管道內(nèi)流體的切斷、接通或切換。具有結(jié)構(gòu)簡(jiǎn)單、反應(yīng)靈敏、精度高、泄漏量小、動(dòng)作可靠等特點(diǎn)。
顯然兩者相比較,儀表切斷閥更加方便快捷、迅速靈敏、安全可靠,而且大大降低勞動(dòng)者的工作強(qiáng)度,提高工作效率,避免事故發(fā)生,可以更好地為生產(chǎn)服務(wù)。
目前,在外冷循環(huán)系統(tǒng)管線上有18組(每組各7臺(tái))共計(jì)126臺(tái)工藝手閥,分別是液氨循環(huán)罐進(jìn)液截止閥、氨分離器出口截止閥、進(jìn)外冷器氨I截止閥、出外冷器氨I截止閥、出外冷器半II截止閥、外冷器溢流氨I截止閥(共兩處)。每組7臺(tái)手閥在生產(chǎn)和開停設(shè)備時(shí)起著至關(guān)重要的作用,尤其是在倒換設(shè)備時(shí)需要及時(shí)打開/關(guān)閉閥門,為了方便敘述,我們將這7臺(tái)手閥按上述順序由1#~7#命名,具體閥門位置如圖1 。
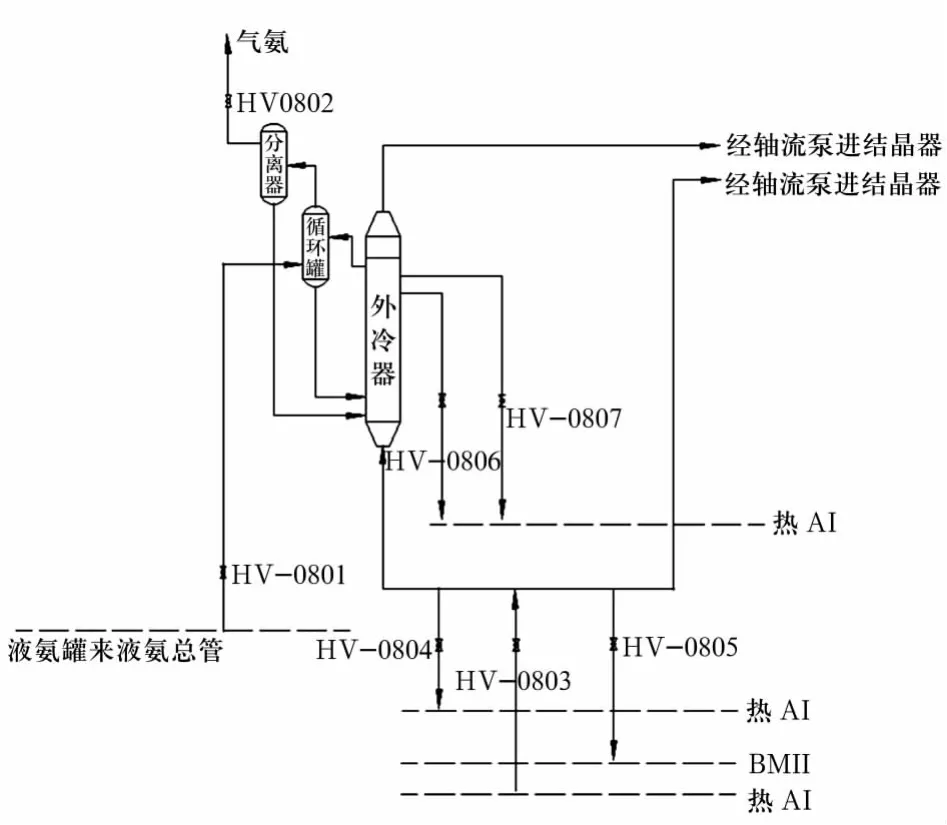
圖1 外冷系統(tǒng)新加儀表切斷閥位置圖
在正常生產(chǎn)中,每組外冷器需要輪替地開啟或者停止,每組7臺(tái)閥門每6h開/關(guān)閥門一次。當(dāng)設(shè)備由清洗狀態(tài)轉(zhuǎn)為作業(yè)狀態(tài)時(shí),打開1#手閥,其后有一臺(tái)儀表調(diào)節(jié)閥,相互配合開度,使液氨經(jīng)液氨循環(huán)罐進(jìn)入外冷器,并通過(guò)調(diào)節(jié)閥控制罐中液位,同時(shí)打開氣氨出口手閥,即2#手閥。然后打開4#手閥下放熱AI母液,放空后關(guān)閉4#手閥,同時(shí)關(guān)閉3#、5#、6#、7#手閥。
當(dāng)設(shè)備由作業(yè)狀態(tài)轉(zhuǎn)為清洗狀態(tài)時(shí),關(guān)閉1#、2#手閥,防止液氨繼續(xù)流入,以致氣氨中帶液,頂停冰機(jī)。然后打開5#手閥,將熱AⅠ熱母液下放至BMⅡ桶,待放凈后,關(guān)閉5#手閥,同時(shí)打開3#、6#、7#手閥,關(guān)閉#4手閥。
最終,在清洗狀態(tài)時(shí),保持3#、6#、7#手閥打開,1#、2#、4#、5#手閥關(guān)閉;在作業(yè)狀態(tài)時(shí),保持1#、2#手閥打開,3#、4#、5#、6#、7#手閥關(guān)閉。
由此可見,以上7臺(tái)閥門對(duì)生產(chǎn)至關(guān)重要,而且每次換車時(shí)工作量巨大。一旦在清洗換車時(shí)有任一閥門開/關(guān)不到位或者動(dòng)作延誤,都會(huì)影響外冷結(jié)晶系統(tǒng)的作業(yè)效率,還會(huì)影響產(chǎn)品的質(zhì)量產(chǎn)量,嚴(yán)重時(shí)甚至?xí)?dǎo)致氣氨的泄漏。因此,每一臺(tái)閥門都要在任何情況下及時(shí)有效地動(dòng)作。儀表切斷閥可以遠(yuǎn)程操作,精確可靠,操作工不用到現(xiàn)場(chǎng)就能完成閥門的開關(guān),而且反饋指示清楚,降低了勞動(dòng)強(qiáng)度,提高了工作效率。
3 儀表切斷閥在外冷系統(tǒng)中所發(fā)揮的作用
DCS控制系統(tǒng)方面:
增加126個(gè)DO(數(shù)字量輸出)控制點(diǎn)和252個(gè)DI(數(shù)字量輸入)控制點(diǎn),閥門電源由DCS直接提供直流24V,DO卡件輸出開/關(guān)信號(hào),并將開/關(guān)信號(hào)反饋至DCS系統(tǒng)操作畫面上,供操作人員查看和校對(duì)。
在日常的生產(chǎn)過(guò)程中,18組外冷系統(tǒng)需要進(jìn)行倒換開啟/關(guān)閉,為了使外冷器作業(yè)時(shí)發(fā)揮最大效率,避免管道內(nèi)介質(zhì)溫度不會(huì)過(guò)低,產(chǎn)生結(jié)晶,因此在實(shí)現(xiàn)倒換閥門由手動(dòng)操作改成自動(dòng)控制后,接著要實(shí)現(xiàn)閥門切換的DCS時(shí)序控制,即每組閥門在換車時(shí)每6h開/關(guān)一次。
如圖2所示,IN和Q是BOOL類型,PT和ET是TIME類型。如果IN是TRUE并且ET小于等于PT,Q是TRUE,否則,Q是FALSE。也就是當(dāng)閥門的反饋信號(hào)在保持原狀態(tài)6個(gè)小時(shí)后,會(huì)自動(dòng)切換為與其相反的狀態(tài),即實(shí)現(xiàn)了單個(gè)閥門的時(shí)序控制。
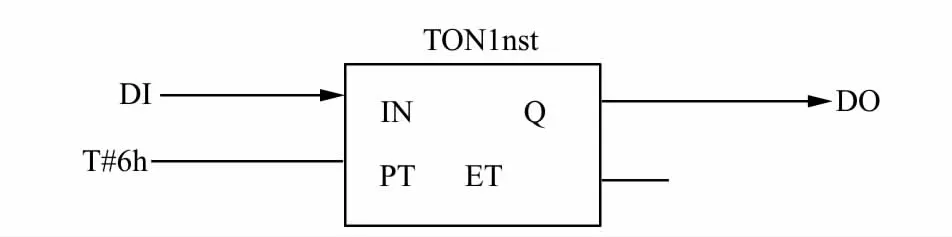
圖2 時(shí)序控制邏輯圖
4 現(xiàn)場(chǎng)切斷閥的選型
在閥門的選型上,根據(jù)工藝介質(zhì)特性和現(xiàn)場(chǎng)環(huán)境,需要充分考慮到閥門改造中的密封、結(jié)晶問(wèn)題。
首先,球體方面選擇超大尺寸球體,允許有5%~7%的額外行程,降低球孔邊緣磨損,并消除因執(zhí)行機(jī)構(gòu)不準(zhǔn)確關(guān)閉而造成的意外泄漏。
其次,閥門采用組合密封設(shè)計(jì),上下采用加鎳絲的柔性石墨盤根,中間采用模壓成型石墨填料,并在中間加填料隔環(huán)。對(duì)填料壓板的緊固螺栓設(shè)置蝶型彈簧預(yù)緊,即活載結(jié)構(gòu),在閥門溫度和應(yīng)力交變中,使填料的預(yù)緊力得到連續(xù)性補(bǔ)償,杜絕外泄漏。
第三,副閥體采用一體式閥座,閥座為副閥體不可分割的一部分,不存在任何泄漏的可能,且閥座上密封面寬大,避免了因小的刮擦而可能造成的泄漏。此外在中法蘭密封上采用了金屬O型圈的設(shè)計(jì),保證了在高溫或溫度變化情況下不產(chǎn)生泄漏。其閥門重要選型參數(shù)如表3。
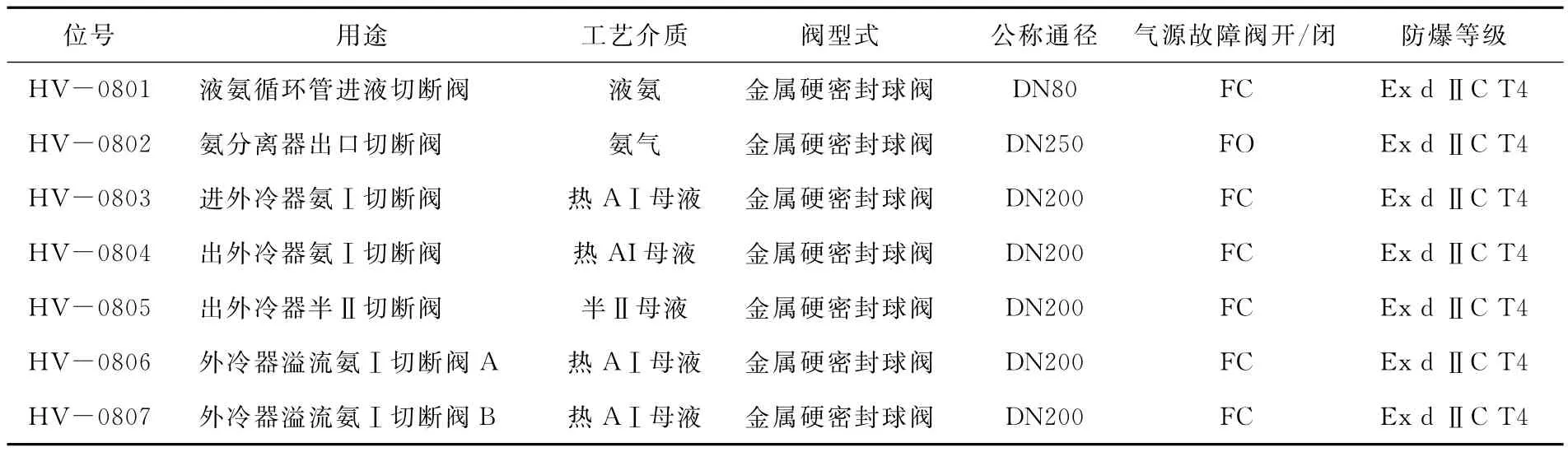
表3 切斷閥的選型
5 結(jié) 語(yǔ)
加裝外冷工序切斷閥是外冷生產(chǎn)系統(tǒng)的一項(xiàng)重大技術(shù)改造和自動(dòng)化優(yōu)化項(xiàng)目,也是聯(lián)堿自動(dòng)化生產(chǎn)的重要組成部分和聯(lián)堿行業(yè)的發(fā)展方向。通過(guò)改造,大大降低了勞動(dòng)者的工作強(qiáng)度,提高了工作效率,避免了在換車和清洗設(shè)備時(shí)手忙腳亂和誤停設(shè)備,保證了生產(chǎn)連續(xù)穩(wěn)定的運(yùn)行。該項(xiàng)目成功應(yīng)用對(duì)推動(dòng)我國(guó)聯(lián)堿操作的自動(dòng)化水平具有重要意義。
[1] 厲玉鳴,孟華.化工儀表及自動(dòng)化(V版)[M].北京:化學(xué)工業(yè)出版社,2011
[2] 陸培文.閥門制造工藝入門與精通[M].北京:機(jī)械工業(yè)出版社,2010
[3] 張志賢.閥門技術(shù)資料手冊(cè)[M].北京:中國(guó)建筑工業(yè)出版社,2013
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
中國(guó)石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
智富時(shí)代(2018年5期)2018-07-18 17:52:04
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中學(xué)科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39
