高含鹽水進行反滲透除鹽的中試研究
2015-12-03 05:42:02宋顯榮雷仲存段小冰張志鑫楊靖
冶金動力 2015年3期
關鍵詞:分析
宋顯榮,雷仲存,段小冰,張志鑫,楊靖
(首鋼股份公司遷安鋼鐵公司,河北遷安064404)
高含鹽水進行反滲透除鹽的中試研究
宋顯榮,雷仲存,段小冰,張志鑫,楊靖
(首鋼股份公司遷安鋼鐵公司,河北遷安064404)
目前膜法水處理技術已越來越多的應用于鋼鐵工業廢水回用中,但一級反滲透產生的濃鹽水卻沒有很好的處理辦法,廠區內進行內耗仍然是主流趨勢。隨著鋼鐵行業節能減排的要求越來越嚴格及部分鋼鐵企業逐步向廢水“零排放”目標邁進,積極尋求濃鹽水的處理途徑明顯越來越迫切。文中對一級反滲透的濃鹽水繼續采用膜法進行脫鹽的可行性進行論證,通過中試裝置對濃水反滲透除鹽進行研究,以判斷反滲透的污染因素,確定反滲透的系統運行參數,并對中試過程中出現的問題進行分析,提出解決措施,為即將進行的設計提供依據。
高含鹽水;反滲透;中試
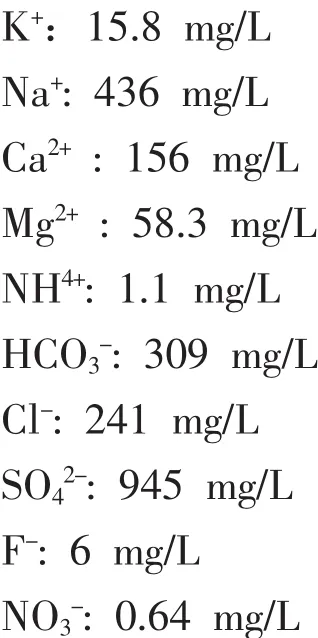
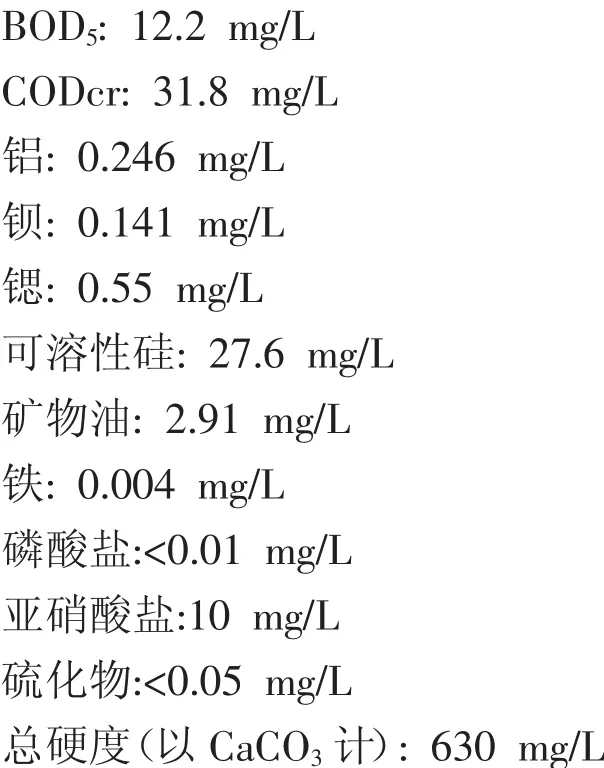
1 高含鹽水的水質分析
遷鋼公司高含鹽水的水質數據如下:
暫時硬度(以CaCO3計):253 mg/L
永久硬度(以CaCO3計):377 mg/L
負硬度(以CaCO3計):0 mg/L
總堿度(以CaCO3計):253 mg/L
總酸度(以CaCO3計):12.5 mg/L
溶解性總固體:2.17×103mg/L
錳:0.026 mg/L
pH值(無量綱):7.19
游離二氧化碳:11 mg/L
游離余氯:0.09 mg/L
懸浮物:9 mg/L
電導率:2.30×103μS/cm
通過上述水質數據分析水中的結垢性離子含量較高,水質中陽離子以鈣鎂鈉為主,硬度較高,陰離子以硫酸鹽、碳酸鹽、氯化物為主,其它比較少。可溶性硅:27.6 mg/L,在調節濃縮倍數至較高的情況下需要考慮避免硅垢的形成。對碳酸鹽,硫酸鹽及硅酸鹽的結垢狀況進行分析,以便為中試提供依據。
1.1 碳酸鹽結垢傾向分析及控制
對濃鹽水的朗格里爾指數的技術LSI,該系統中LSI=0.63>0,表示水中CaCO3處于過飽和狀態,有析出的傾向,容易造成CaCO3垢污染。中試中可以通過添加阻垢劑來予以解決。
1.2 硫酸鹽垢的控制
可能的硫酸鹽垢為CaSO4、BaSO4及SrSO4。一般情況下,當硫酸鹽的離子濃度積IP超過其溶度積KSP,即IP>KSP即時,根據沉淀生成與溶解理論,就有可能形成硫酸鹽垢;當IP<KSP時,則水中的硫酸鹽是穩定的。通常采用添加阻垢劑法防止硫酸鹽垢生成[2]。根據計算,高鹽水中CaSO4,SrSO4的離子積小于溶度積,BaSO4的離子積大于溶度積,用專用的高效阻垢劑可以有效控制硫酸鹽結垢現象。
1.3 SiO2垢的控制
在反滲透濃水中,SiO2有可能達到過飽和狀態,聚合生成不溶性膠態硅酸沉積在表面形成垢,SiO2垢一旦生成將很難進行有效的清洗,因此對原水中的SiO2應格外重視。
SiO2的溶解度是溫度和pH值的函數,參見圖1 (圖1中虛線為實際應用中SiO2的溶解度與溫度的操作線,在此虛線范圍內,不產生SiO2沉淀);從圖1可知,25℃時,純水中SiO2的溶解度約為100 mg/l,該系統原水中的SiO2為27.6 mg/L,系統回收率為60%左右時應不會出現SiO2結垢現象[3]。
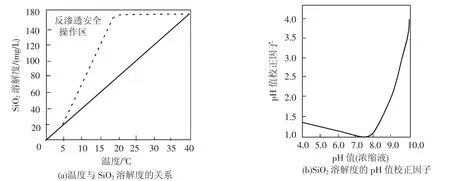
圖1 二氧化硅溶解曲線
2 試驗裝置及試驗方法
2.1 濃水反滲透裝置流程
本套反滲透中試采用兩支膜元件分段運行,中試裝置設置濃縮液回流旁路,運行過程中使部分濃縮液回流至高壓泵的前端,重新進入反滲透系統中。通過控制濃縮液回流量和排放量,實現60%的回收率。工藝流程圖見圖2。
2.2 反滲透膜元件介紹
本反滲透裝置采用美國海德能公司增強型低壓反滲透復合膜PROC10,主要應用參數如下:
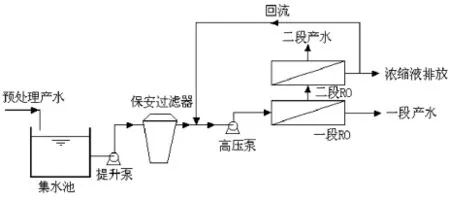
圖2 中試流程圖
膜材質:芳香族聚酰胺復合材料;膜面積:37.2 m2;公稱脫鹽率:99.75%;產水量:10,500 GPD(標準測試條件下);最高操作壓力:4.14 MPa;最高操作溫度:45℃;
2.3 試驗方法
該反滲透中試裝置可以實現自動運行,首先全開提升泵和高壓泵進出口閥門,將RO產水閥門全開,濃水排放閥打開;啟動前,確認原水箱水位必須高于中液位,將控制柜上的運行開關打到運行狀態,從觸摸屏進入操作控制頁面,將阻垢劑泵放在投運狀態,點擊自動啟動按鈕,系統進行開機沖洗,沖洗結束后,系統進入自動運行狀態,系統運行后調節高壓泵頻率旋鈕和濃水閥開度,使反滲透產水流量達到設定值,調整反滲透濃水回流閥,將濃水回流到高壓泵前。系統運行時,隨著溫度和進水含鹽量的變化,運行參數會產生相應的波動,為了試驗的數據的準確和穩定,需要隨時對運行參數進行調整。如果進水流量與設定值不符,需調整高壓泵頻率,使其達到設定值,同時調整濃水調節閥,使回收率達到設定值,濃水回流量則通過回流閥進行調整。
試驗過程中,每2小時對進出水相關參數進行記錄。
3 初次試驗結果及分析
3.1 反滲透裝置進水壓力的變化
6月1日中試正式開始,6月1日至6月24日反滲透裝置的進水壓力,濃水壓力以及回收率曲線如圖3。

圖3 反滲透膜壓力隨時間變化圖
從總體來看,壓差比較穩定,6月15日以前基本保持在0.5 MPa。隨著中試裝置的運行,為了保證產水量,反滲透裝置的進水壓力逐步增加,期間對反滲透的進水壓力不斷進行調整(由剛開始的0.99 MPa運行至高達1.59 MP),相應的供水泵的頻率不斷升高(由38 Hz調整到46 Hz),膜運行壓力增加迅速。
在恒流量的反滲透系統中,為了保持產水量的穩定,隨著反滲透的運行,反滲透表面會出現不同程度的污堵,反滲透進水壓力有所增加是必然的,一般可以通過定期的化學清洗來解決。但本實驗中反滲透系統的進水壓力在23天之內增加了0.6 MPa,壓力增長過快,說明反滲透系統存在較嚴重的污堵,長期運行對反滲透膜不利。隨即暫停了中試試驗,將試驗的兩支反滲透膜元件取出,著重對反滲透內部污染物進行分析,以便找到解決的對策。
3.2 阻垢劑用量的變化
運行初始阻垢劑投加量為6.8 mg/L,6月14日阻垢劑調整5.6 mg/L,阻垢劑用量變化與膜壓力的變化隨時間變化曲線如圖4所示。可以看出,隨著加藥量的降低,反滲透膜元件的壓力上升迅速。說明反滲透膜元件耐污堵性能相對較差,如果采用多投加阻垢劑來維持壓力穩定,水處理成本相對較高。下一步需要從節約運行成本以及耐污染方面加以考慮。
4 膜污染的分析及對策
4.1 污染物分析
首先對化學清洗前后的平膜進行SEM·EDX分析。(S063033B為一級第一支膜,S062937A為一級第二支膜),詳見圖5、圖6。
SEM·EDX分析結果得知:SEM觀察,未清洗的膜表面有粘稠狀和粒子狀的污染物附著,EDX分析顯示硅、鋁含量較高。

圖4 阻垢劑用量與膜壓力隨時間變化圖

圖5 S063033B膜×4000 SEM照片中↓部分的EDX分析

圖6 S062937A膜×4000 SEM照片中↓部分的EDX分析
將膜元件的平膜中取樣進行酸堿化學清洗,清洗后的膜表面觀察結果顯示,可以通過化學清洗去除污染物。但是不能完全地去除污染物,化學清洗后的膜面依然有少量粘稠狀物質,經FT-IR分析顯示可以檢測出有微生物(如圖7)。判斷污染物是微生物和硅酸鋁膠體為主體的膜污染[4]。

圖7 S063033B膜面清洗后附著物FT-IR結果S062937A膜面清洗后附著物FT-IR結果
4.2 對策
根據分析的結果及結論,綜合對比在廢水除鹽中的反滲透膜元件的性能的各自特點,將反滲透膜元件型號由PROC10更換為LFC3-LD膜元件,LFC3-LD屬于低污染、電中性、寬通道膜元件,廣泛用于廢水回用項目中[5]。同時根據原水中的污染物成分在中試裝置之前增加自制的纖維球過濾器。
8月8日在改造措施完成后再次啟動中試設備,同時將系統回收率由50%調整為60%,產水量為1.40 m3/h。在未投加阻垢劑的情況下運行15天,壓力增加緩慢,由0.8 MPa增加到1.0 MPa,電導率整體運行較平穩。LFC3-LD膜元件比PROC10膜元件在試驗過程中的運行情況更穩定,能夠滿足工業系統實際運行要求,具體見圖8。

圖8 LFC3-LD反滲透膜壓力隨時間變化圖
經對比分析可知,選擇LFC3-LD膜元件用于反滲透濃水的二次脫鹽項目更為合理。
5 結論與建議
5.1 由于水質的差異性,在進行中試之前有必要進行水質結垢的理論分析,通過分析該水質結垢指數均在可控范圍之內,中試試驗中通過對膜元件污染物的分析,膜元件并沒有出現無機鹽結垢現象,水質結垢的理論分析為中試提供了理論依據。
5.2 前期使用PROC10型號膜元件進行試驗,試驗過程中發現膜組件污堵嚴重,難以在實踐中推行。通過對膜污染物的一系列分析,最終選擇LFC3-LD型反滲透膜,并增加纖維球過濾器預處理單元。試驗中LFC3-LD反滲透膜在相對嚴苛的條件下(提高系統回收率、不投加任何阻垢劑)能穩定運行,試驗工況適當,說明選擇LFC3-LD型號膜元件是合適的。
5.3 通過中試試驗,為高鹽水進行反滲透運行參數的確定提供了依據,中試后期反滲透回收率調整為60%,試驗工況接近工業系統實際情況,對今后的設計有指導意義。
[1]陳繼軍.鋼鐵企業應科學合理實施廢水“零排放”.中國鋼鐵業2008.01
[2]馮逸仙.反滲透水處理系統工程[M].北京:中國電力出版社,2005
[3]張葆宗.反滲透水處理應用技術[M].北京:中國電力出版社,2004
Pilot Research on Reverse Osmosis Desalination of Salt-rich Water
Song Xianrong;Lei Zhongcun;Duan Xiaobing;Zhang Zhixin;Yang Jing
(Qianan Iron and Steel Company of Shougang Corporation,Qianan,Hebei 064404,China)
Currently membrane water treatment technology has been increasingly used in the wastewater recovery of steel industry,but high-salt water produced by reverse osmosis did not have a good treatment method and internal consumption was still the mainstream.With ever stricter requirement on energy conservation and emission reduction of the steel industry and some steelmaking enterprises gradually moving toward the goal of“zero discharge”,it was more and more urgent to actively search for methods for high salty water treatment.In this paper,the feasibility of high-salt water from primary reverse osmosis to be desalinated still by membrane method is discussed.Concentrated water being desalinated by reverse osmosis was investigated through a pilot plant,to judge the pollution factor and determine the operating parameters of reverse osmosis.Problems arising during the pilot process were analyzed and solutions were put forward,to provide a basis for the upcoming design work.
high-salt water;reverse osmosis;pilot
TQ085
B
1006-6764(2015)03-0054-05
2014-11-13
宋顯榮(1986-),女,2008年畢業于西安工程大學給水排水工程專業,給排水工程師,現從事鋼鐵企業水質專業技術工作。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06