基于RCS的三菱葉片在LX151機床加工中的程序改進
2015-12-06 09:13:33杭州汽輪機股份有限公司葉片分廠浙江310022張新苗
金屬加工(冷加工) 2015年24期
關(guān)鍵詞:變形
■ 杭州汽輪機股份有限公司葉片分廠 (浙江 310022) 張新苗
基于RCS的三菱葉片在LX151機床加工中的程序改進
■ 杭州汽輪機股份有限公司葉片分廠 (浙江 310022) 張新苗
燃機系列動靜葉片技術(shù)的質(zhì)量改進過程遇到了很多困難。本文通過改進加工工藝以及優(yōu)化程序內(nèi)容,有效地解決了加工難題,確保了生產(chǎn)產(chǎn)品的質(zhì)量。
近幾年隨著市場的變化和公司的發(fā)展,燃機葉片的精品加工已經(jīng)成為我廠重點項目之一。燃機類葉片外形與普通汽輪機葉片有著較大的差別,質(zhì)量要求也較高,目前同一機組中大大小小的動葉近40種、可調(diào)靜葉6種、固定靜葉近40種。部分葉片型面平坦、容易變形、出汽邊厚度較薄,常常會出現(xiàn)翻邊和刀口等缺陷,個別葉片結(jié)構(gòu)復雜,加工困難,有些葉頂汽封形狀特殊,這些特點都給程序的編制和調(diào)試帶來了前所未有的難題。解決這些加工難點必須通過不斷試驗和總結(jié),來改進工藝技術(shù)、優(yōu)化程序內(nèi)容以及提高生產(chǎn)加工技術(shù),其中燃機葉片的程序編制改進工作尤為重要。燃機葉片的幾個品種如圖1所示。
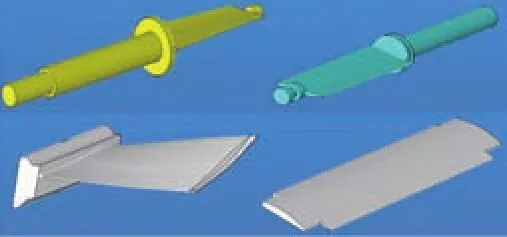
圖 1
1. 燃機葉片汽道端面與型面連接處R位置完美過渡
燃機可調(diào)靜葉1~4級、IGV和OGV葉片的數(shù)控加工中,多年來一直存在加工缺陷瓶頸。在邊角過渡、圓角R過渡和型面過渡中,以往采用的常規(guī)數(shù)控掃描加工存在的缺點有:①葉片加工過的部位外觀質(zhì)量較差,凹凸不平。②鉗工人工修理之后,容易把精加工部位拉毛、劃傷,工作量大且磕碰較多。③加工時間達86min左右。④選擇的刀具直徑較小,效率低且費用高。加工路徑如圖2所示。
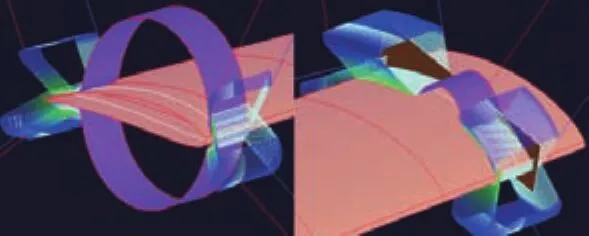
圖 2
為有效突破這些難點,我們選擇了更高精度的程序控制。通過近兩年多時間的技術(shù)積累和不斷試驗,優(yōu)化得到了合適的數(shù)控加工工藝和數(shù)控加工模塊,使葉根、R部位、端面和4個特殊區(qū)域形成特殊的相關(guān)線控制方法,運用恰當?shù)牡毒摺⑦M給和轉(zhuǎn)速,在LX151上完成了該類型葉片的數(shù)控工藝改進。該工藝具有的優(yōu)點包括:①加工時間明顯減少,效率比原方案提升很多。②邊角過渡、圓角R過渡和型面平穩(wěn)過渡,葉片外觀一致性很好。③型面、轉(zhuǎn)接位置和過渡等全部機加工,減少人為因素,產(chǎn)品一次性交驗合格率高。④鉗工由8個三角區(qū)域修平整的工作量改為修毛刺和倒圓的工作量。⑤LX151通過夾具修正后,基本實現(xiàn)零試料。⑥采用直徑為10mm左右的常規(guī)刀具,不僅耐用,也避免了小刀具崩刃的情況。效果如圖3所示。
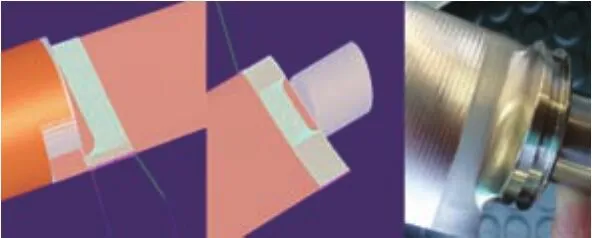
圖 3
2.燃機葉片型面進出汽邊數(shù)據(jù)優(yōu)化處理
燃機葉片GC、GT各種規(guī)格的動靜葉片種類繁多、型面平坦且容易變形。部分葉片出汽邊厚度為0.08mm,進出汽邊R很小,進出汽側(cè)是魚嘴型型線,加工困難,質(zhì)量難以保證。加工時極易引起過切,把進汽邊圓弧銑成缺口或尖角(見圖4)。出現(xiàn)了邊線偏薄、弦寬難以保證、廢品數(shù)量多等情況。即使是游標卡測量弦寬,出汽邊也會出現(xiàn)各種大大小小的缺口。同時出汽邊偏薄以后測量所得的弦寬也是一個假性尺寸,在砂出汽邊時哪怕是剛剛砂掉機加工紋路,弦寬也已經(jīng)多數(shù)超差。產(chǎn)品外觀不一致,時常出現(xiàn)廢品,導致出現(xiàn)需要補料、加料等現(xiàn)象。之前車間三班倒生產(chǎn),編程人員也跟著三班倒,型線穩(wěn)定得不到控制,一次一個樣,質(zhì)量可靠性極差。
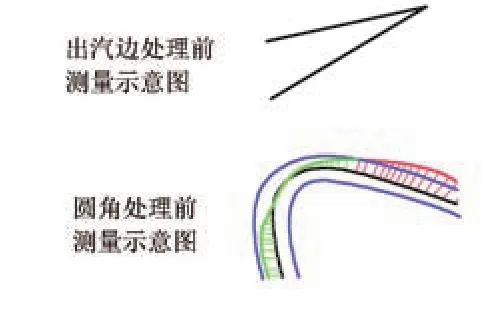
圖 4
以上特點給程序編制和調(diào)試帶來了一些困難。解決這些加工難點同樣需要通過不斷試驗和總結(jié)經(jīng)驗,改進工藝技術(shù)和優(yōu)化程序,整體上由數(shù)控程序來保證技術(shù)水平。對型線的數(shù)據(jù)首先進行了CAD部分的數(shù)據(jù)優(yōu)化,經(jīng)分析討論發(fā)現(xiàn)圖紙?zhí)峁┑男兔鏀?shù)據(jù)里進汽邊R處的點較少,導致RCS對型面數(shù)據(jù)處理時由于點數(shù)太少而算出的切削軌跡不夠圓滑,這點通過在TOPSOLID軟件和RCS相結(jié)合輸出型面數(shù)據(jù)時進行加密處理,用RCS型面優(yōu)化軟件對型面數(shù)據(jù)進行光順優(yōu)化(見圖5),以保證數(shù)據(jù)點更合理的布置。通過圖4和圖5可對比改進設(shè)置前后進出汽邊的銑削效果。
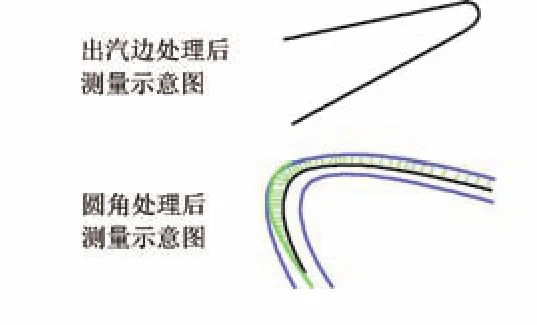
圖 5
經(jīng)繼續(xù)試制和探索,發(fā)現(xiàn)在RCS軟件中設(shè)定相關(guān)參數(shù)也比較有效。首先設(shè)定型面生成的片體數(shù)目,默認是背弧25個片體、進汽側(cè)9個片體、內(nèi)弧25個片體、出汽側(cè)9個片體,一般的葉片基本不作修改,但燃機葉片可以修改成背弧25個片體、進汽側(cè)19個片體、內(nèi)弧25個片體、出汽側(cè)19個片體;其次在銑削點數(shù)目的設(shè)置中,常用的是等距離的點設(shè)置(見圖6),但是燃機類型的型面銑削中使用插補點設(shè)置,進出汽邊使用角度增量方式(見圖7)。并降低進汽邊的切削參數(shù),優(yōu)化走刀方式,有效地解決了進汽邊過切和缺損現(xiàn)象。經(jīng)改進后加工的葉片外觀、型線質(zhì)量穩(wěn)定可靠。同時通過不斷優(yōu)化數(shù)據(jù),彌補了機床、刀具和工藝等各項綜合誤差。確保出汽邊厚度在0.10~0.12mm之間,在砂進出汽邊、拋光內(nèi)背弧時,弦寬、進出汽邊厚度得到了有效控制,廢品率幾乎為零。公司成品檢驗、東汽集團涂層人員一致反映通過改進后的燃機葉片質(zhì)量、外觀改進很大。

圖 6

圖 7
3. 葉頂汽封的特殊加工
MS251機型GC第三級、第十級、GT第九級動葉有汽封要求。葉片葉頂汽封這樣類型的葉片以前都是分開加工的,在RCS編程軟件中根本無法實現(xiàn),只能通過五軸機床加工后再換用三軸機床分工序解決這樣的難題。這種方式雖然能實現(xiàn)葉頂汽封的加工,但存在加工周期長、外觀差以及尺寸控制難等問題。
燃機動葉由于葉頂汽封與進出汽邊尺寸要求較高,葉頂汽封高度尺寸約8mm,因此該汽封由五軸機床上型面與汽封一起加工比較理想。經(jīng)分析討論發(fā)現(xiàn)葉頂汽封與葉根轉(zhuǎn)接部位相似,對型線和汽封面進行特定的處理后可以按照型面轉(zhuǎn)接的銑削方式進行加工,這幾個葉片的葉頂汽封均在LX151機床上加工到位。具體方法如下:①對型面數(shù)據(jù)進行處理,確定型面上的點矢量方向。②把葉頂圓弧面作為葉根轉(zhuǎn)接面處理葉根數(shù)據(jù)。③選用R1的錐度球頭刀按葉根轉(zhuǎn)接銑削方式編制葉頂汽封圓弧加工程序。④加工過程中使用汽封測具測量保證型面1.0mm的厚度值。
通過研究分析在RCS中找到與TOPSOLID軟件的接口,在TOPSOLID軟件中運用多軸銑模塊,創(chuàng)建一驅(qū)動幾何體,成功生成三軸刀路軌跡。在調(diào)試過程中發(fā)現(xiàn),創(chuàng)建的驅(qū)動幾何體一定要光順,如果只是選取原始的型面作為驅(qū)動幾何體,加工后進出汽邊位置會產(chǎn)生過切現(xiàn)象。所以不應在原始的型面上選取,可以選取幾檔型線,內(nèi)背弧單獨生成片體,進出汽邊用通過曲線網(wǎng)格的方式,起始和結(jié)束曲率與內(nèi)背弧采用連續(xù)方式。此種方法加工葉頂減薄(見圖8),刀具側(cè)面緊貼汽封面加工可以準確的保證汽封圓弧面尺寸,且加工穩(wěn)定,表面質(zhì)量也能較好地保證工藝要求。按照這樣的方式創(chuàng)建的驅(qū)動幾何體生成的刀路軌跡加工后在進出汽邊位置很光滑,沒有過切現(xiàn)象,外觀尺寸一致。同時也給了我們很大啟發(fā),在其他的葉片加工中同樣可以更好地使用RCS+TOPSOLID軟件的編程模式。
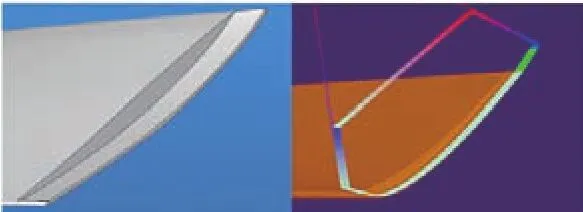
圖 8
由此可得,汽道端面與型面轉(zhuǎn)接變R加工、橢圓過渡、燃機進汽側(cè)R都不用分多部機床多道工序加工,可以在一臺機床上順利完成各項技術(shù)難以實現(xiàn)的工序加工。
4. 燃機動靜葉片型面變形改進
燃機葉片型面部分比較薄,在SX051B、LX151五軸加工中都產(chǎn)生了較大的變形,嚴重時葉頂部分型線變形0.5~0.8mm左右。經(jīng)分析發(fā)現(xiàn)葉片型線變形主要產(chǎn)生于型面粗銑及半精銑過程中。一開始,程序設(shè)計時把粗銑刀具D50R6刀具換成D32R4刀具并進行加工參數(shù)優(yōu)化,刀具R減小后切削應力減少,變形情況有所減小,但這種方式并不能完全解決葉片變形情況。在后續(xù)加工過程中繼續(xù)試驗多種方式對變形情況進行改善,最后換用D32R1.6的方刀片銑刀進行加工。這種刀具加工產(chǎn)生的切削抗力更加小,同時使用較小的切削步距進行加工,這樣大大減少了加工變形的產(chǎn)生。半精后銑留0.5mm余量,最后用D10R0.8多齒T10精銑刀每齒進給0.04mm高轉(zhuǎn)速、高進給加工型面,達到了工藝要求。
采用這種方式進行加工后,基本解決了燃機動葉型面加工中的變形問題。但可調(diào)靜葉由于受兩端需要精密過渡和葉片較長的影響,目測看變形依然存在,在程序改進中已經(jīng)無法完成更好的優(yōu)化。這是因為其葉型薄以及長度大等,再加上液壓頂針情況下,裝夾時就已經(jīng)有所變形。最后只能限制設(shè)備加工,采用在LX151雙驅(qū)五軸加工中心下加工,在程序編制時,根據(jù)葉片的裝夾、變形等問題,設(shè)定粗加工、半精加工、精加工和超精加工的模式來確定圍帶雙驅(qū)鉗口頂錐推與拉的作用,必要時設(shè)定一定的推、拉力量值(見圖9)。同時在粗加工階段也可通過鎖定A、B軸(見圖10)等多種方法達到防止葉片變形和型面光滑過渡的目的。

圖 9

圖 10
5. 結(jié)語
經(jīng)過多年的努力,燃機系列動靜葉片已加工幾十臺套。雖精品系列技術(shù)質(zhì)量改進過程中困難重重,給編程調(diào)試和加工都帶來了很多困難,但是大部分難題都是經(jīng)過多次的改進才最終得以改善。通過改進工藝和調(diào)整RCS軟件的加工方法,及時地解決了這些加工問題和難點,不僅保證了生產(chǎn)制造的順利進行,產(chǎn)品也在精品工程道路上前進了一大步,為公司開拓市場和發(fā)展壯大奠定了堅實的基礎(chǔ)。
20150822)
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
