復雜溝槽車削加工的宏程序開發
2015-12-06 09:13:34中國工程物理研究院材料研究所四川江油621907趙四海孫林平
金屬加工(冷加工) 2015年24期
■ 中國工程物理研究院材料研究所 (四川江油 621907) 趙四海 孫林平
復雜溝槽車削加工的宏程序開發
■ 中國工程物理研究院材料研究所 (四川江油 621907) 趙四海 孫林平
針對復雜溝槽在數控車削過程中程序編制復雜、容易出錯的問題,利用宏程序開發了適合加工復雜溝槽的循環指令,并通過多次的加工試驗進行驗證,簡化了復雜溝槽加工的數控程序代碼,提高了加工效率。
在數控加工過程中經常需要車削溝槽過程,Fanuc數控系統提供的G75切槽循環指令僅能加工簡單的直溝槽,對于含斜角或圓角等復雜溝槽的情況,則需要操作人員手工編制繁瑣的加工程序,這不僅工作量大而且容易出錯。
通過對復雜溝槽結構的分析,利用宏程序開發了適合加工復雜溝槽的循環指令,經過多次加工試驗驗證,能夠實現溝槽4個拐角多達16種拐角形狀的判定及其車削加工,不僅簡化了復雜溝槽加工的數控程序代碼,還節省編程時間、提高加工效率。
1. 問題的提出
在數控車削加工中,Fanuc數控系統提供的G75切槽循環指令僅能加工圖1a所示的簡單直溝槽,而對于常見的圖1b和圖1c所示的復雜溝槽,除需要使用G75指令外,還需要編制復雜、繁瑣的程序才能完成加工。
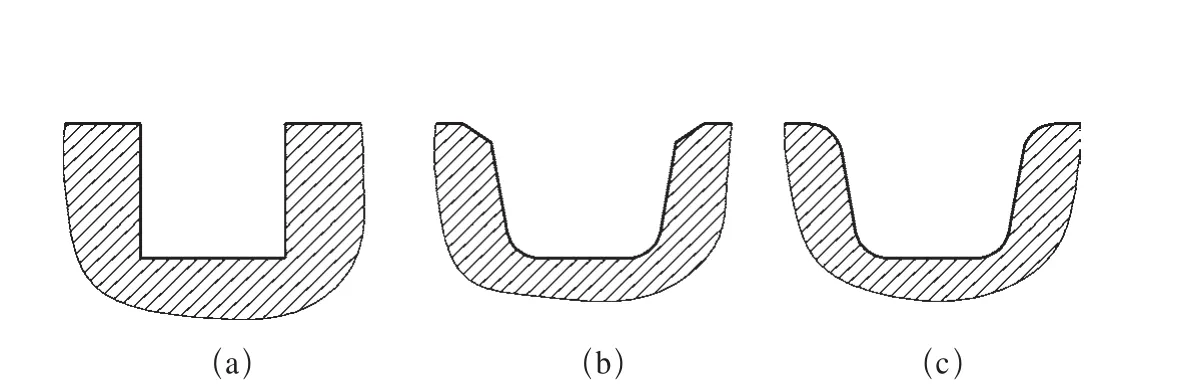
圖1 復雜溝槽形狀示意圖
2. 刀具路徑設計
通過對復雜溝槽的結構特點進行分析,采取將復雜溝槽分解成三個部分,然后采用分區域車削的方式來完成復雜溝槽的加工,分解方式如圖2所示。加工時先采用G75指令循環粗加工圖2中區域2,再使用G72端面切削循環指令粗、精加工圖2中區域1和區域3,最后精加工圖2中區域2的溝槽底部,從而完成整個復雜溝槽的加工。
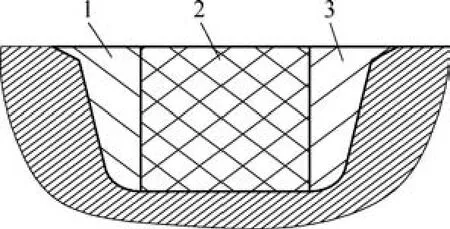
圖2 復雜溝槽刀具路徑劃分示意圖
雖然該方法能夠完成復雜溝槽的加工,但在使用中發現該方法還存在一些不足:
(1)編制的程序代碼復雜、計算量大且容易出錯。
(2)溝槽尺寸或刀具尺寸發生變化時,程序改動量大。
(3)通用性不高,溝槽拐角處倒角類型發生變化后,需重新編制程序。
3. 宏程序的編制
為減少復雜溝槽的編程時間、降低出錯的概率以及提高程序的通用性,經過不斷地摸索和試驗,提出了采用宏程序的方式來完成含有斜角、圓角的復雜溝槽的加工方法,對#7輸入參數可以實現溝槽16種拐角形狀槽型的判定及加工。該宏程序由一個主程序和一個子程序組成,宏程序中相關參數的含義如圖3所示,子程序代碼如下:
O9010
IF[#4EQ#0]GOTO90 (切刀參數未賦值報警)
#100=#21*TAN[#1]
#101=#21*TAN[#2]
#111=ROUND[[#7AND8]*1000] /1000 (左上角倒角形狀判定)
#112=ROUND[[#7AND4]*1000] /1000 (左下角倒角形狀判定)
#113=ROUND[[#7AND2]*1000] /1000 (右下角倒角形狀判定)
#114=ROUND[[#7AND1]*1000] /1000 (右上角倒角形狀判定)
…
IF[#111EQ0]GOTO5
IF[#111EQ8]GOTO16
N5G72 W[#4*0.8] R0.05
G72 P10 Q15 U0.1 W0.1 F#9
N10 G01 W-[#13+#101+#6]
U-2.
IF[#112EQ4]GOTO11
Z[#26-#101] C#6 (左上角倒斜角)
X#24 Z#26 C#13 (左下角倒斜角)
GOTO 15
N11Z[#26-#101] C#6 (左上角倒斜角)
X#24 Z#26 R#13 (左下角倒圓角)
N15 Z[#26+#13]
G70 P10 Q15 F[#9*0.8]
GOTO28
N16G72W[#4*0.8]R0.05
G72P20Q25U0.1W0.1F#9
N20G01W-[#13+#101+#6]
U-2.
IF[#112EQ4]GOTO21
Z[#26-#101]R#6 (左上角倒圓角)
X#24Z#26C#13 (左下角倒斜角)
GOTO25
N21Z[#26-#101]R#6 (左上角倒圓角)
X#24Z#26R#13 (左下角倒圓角)
N25Z[#26+#13]
G70P20Q25F[#9*0.8]
…
N50 G00 Z[#26+#23-#8-#4]
G01 X#24 F[#9*0.8]
Z[#26+#13]
G00 X[#24+2*#21+2]
GOTO100
N90 #3000=1 (刀具參數賦值報警)
N100 M99
4. 宏程序的調用及參數說明
溝槽的加工使用比溝槽根部更窄的切刀進行切削。以刀具左邊緣為基準,通過對參數D賦予不同的數值,來實現不同拐角類型溝槽的加工,參數D的二進制表示法見表1所示。溝槽的宏程序調用格式必須如下:
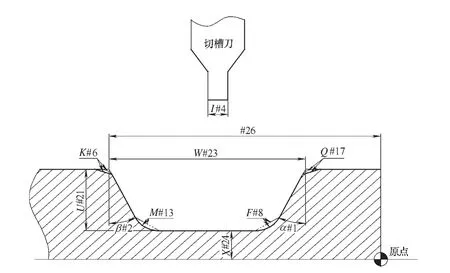
圖3 宏程序參數與溝槽結構尺寸關系示意圖

表1 參數D的二進制表示法
G65 P9010 A#1 B#2 I#4 D#7 X#24 Z#26 K#6 M#13 E#8 Q#17 U#21 W#23 F#9
其中,#1:溝槽右側夾角;#2:溝槽左側夾角;#4:切刀寬度;#6:溝槽左上角倒角尺寸;#7:溝槽形狀判定;#8:溝槽右下角倒角尺寸;#9:切槽加工的進給量;#13:溝槽左下角倒角尺寸;#17:溝槽右上角倒角尺寸;#21:溝槽深度用半徑值表示;#23:溝槽根部寬度;#24:溝槽根部的直徑值;#26:溝槽的左邊緣點。
溝槽左右側的夾角都是正值且取值范圍在0~89.999之間。如果K、M、E和Q沒有賦值則視為0,表示是不倒角的尖角。
D定義溝槽剖面4個拐角總共16種不同的拐角排列類型。按照從左到右(即左上角→左下角→右下角→右上角)一一對應的順序得出D的值。D可以是0~15之間的任意值,如表2所示。左上角處值可為0/8(0表示倒斜角,8表示倒圓角)。左下角處值可為0/4(0表示倒斜角,4表示倒圓角)。右下角處值可為0/2(0表示倒斜角,2表示倒圓角)。右上角處值可為0/1(0表示倒斜角,1表示倒圓角)。
在機床系統參數#6050~#6059中設置G代碼,調用程序O9010~O9019,參數賦值可以在1~255中指定任意值,但不能和已經使用的G代碼相同。本循環中在#6050中賦值175,則使用G175即可調用O9010子程序,其功能如同G175=G65 P9010。

表2 參數D的賦值及對應的溝槽結構
5. 結語
經過多次加工試驗驗證,該宏程序能夠滿足多種槽型的加工要求。內環槽的加工也可采用類似的方法編制宏程序,不僅能夠簡化復雜溝槽的數控加工代碼,還能減少編程時間,提高加工效率。
[1] FANUC LTD. FANUC Series 0/00/0-mate車床系統用操作說明書[Z]. B-61394C/02,1997.
[2] 羅學科,趙玉俠,等. FANUC數控系統用戶宏程序與編程技巧[M]. 北京:化學工業出版社,2007.
20150912)
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中國機械工程(2018年14期)2018-09-22 01:14:04
電信科學(2016年10期)2016-11-23 05:11:56
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
