表面溝槽微織構(gòu)刀具高速微車削試驗(yàn)研究
2015-12-07 06:58:50于占江張超楠王雯
關(guān)鍵詞:溝槽
于占江,張超楠,王雯
(長春理工大學(xué) 機(jī)電工程學(xué)院,長春 130022)
金屬切削過程中,刀具與工件之間的惡劣摩擦和切削熱的共同作用將引起刀具磨損并降低工件加工質(zhì)量,尤其在高速微切削時(shí),由于進(jìn)給量和背吃刀量都很小,切屑與刀具劇烈摩擦,接觸部位溫度升高,極易在前刀面和刀尖周圍產(chǎn)生積屑瘤,使刀具磨損嚴(yán)重[1]。
隨著非光滑表面織構(gòu)技術(shù)的發(fā)展,表面微織構(gòu)已被證明在減小摩擦副的摩擦系數(shù)、抗磨減磨、抗黏附和提高表面耐磨性能和承載能力等方面起到了積極的作用。通過各種表面工程技術(shù)手段如微細(xì)電火花、光刻技術(shù)、微細(xì)電解技術(shù)、微細(xì)切削技術(shù)以及激光表面微造型技術(shù)等,在刀具表面制備出一些特定合理的結(jié)構(gòu)參數(shù)與布局的深孔、溝槽或凸點(diǎn)等微幾何形狀。用來降低刀具切削過程中的切削力、切削熱,降低刀具磨損,進(jìn)而提高刀具壽命[2-6]。
本文在微型成型車刀的前刀面上進(jìn)行微溝槽織構(gòu)設(shè)計(jì),利用微細(xì)電火花加工技術(shù)在微型車刀表面加工溝槽微織構(gòu),使用自行研制的高速微車削實(shí)驗(yàn)裝置進(jìn)行AL6061高速微加工實(shí)驗(yàn),并針對刀具表面磨損狀況、切削形態(tài)、已加工表面粗糙度等三個(gè)方面進(jìn)行微溝槽織構(gòu)刀具高速微切削性能評價(jià)。
1 微車刀表面溝槽微織構(gòu)設(shè)計(jì)
本文模擬及實(shí)際車削刀具為NTK公司的無涂層YG8硬質(zhì)合金刀具,前角0°,后角7°,主偏角為90°,刃傾角為 0°,刀尖半徑 0.2mm。通過 KISTLER9256C力傳感器測定三向平均切削力:F=1.22N,F(xiàn)c=2.84N,F(xiàn)f=1.36N。通過實(shí)驗(yàn)對刀具前刀面刀屑接觸區(qū)進(jìn)行測定,確定在刀尖的0.5mm×0.5mm的區(qū)域內(nèi)。根據(jù)車刀前刀面的大致磨損范圍,設(shè)計(jì)微溝槽寬0.05mm,間距0.1mm,槽深0.02mm。在以邊長為0.5mm的扇形區(qū)域里分別做三種微溝槽結(jié)構(gòu):與切屑流出趨向相垂直的橫向織構(gòu)(圖1(a)),與主切削刃方向相平行的斜向織構(gòu)(圖1(b))和與切屑流出趨向相平行的縱向織構(gòu)(圖1(c))。
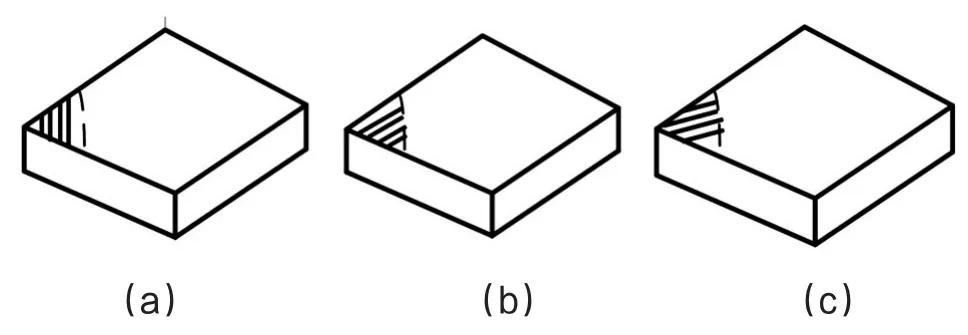
圖1 微溝槽織構(gòu)微型車刀試件示意圖
切削力主要集中于刀尖處,為便于分析計(jì)算,刀具簡化為含有刀尖部分1/4刀具體積的平行四面體(邊長為0.5mm,厚度為2.38mm),進(jìn)行有限元靜力學(xué)分析。
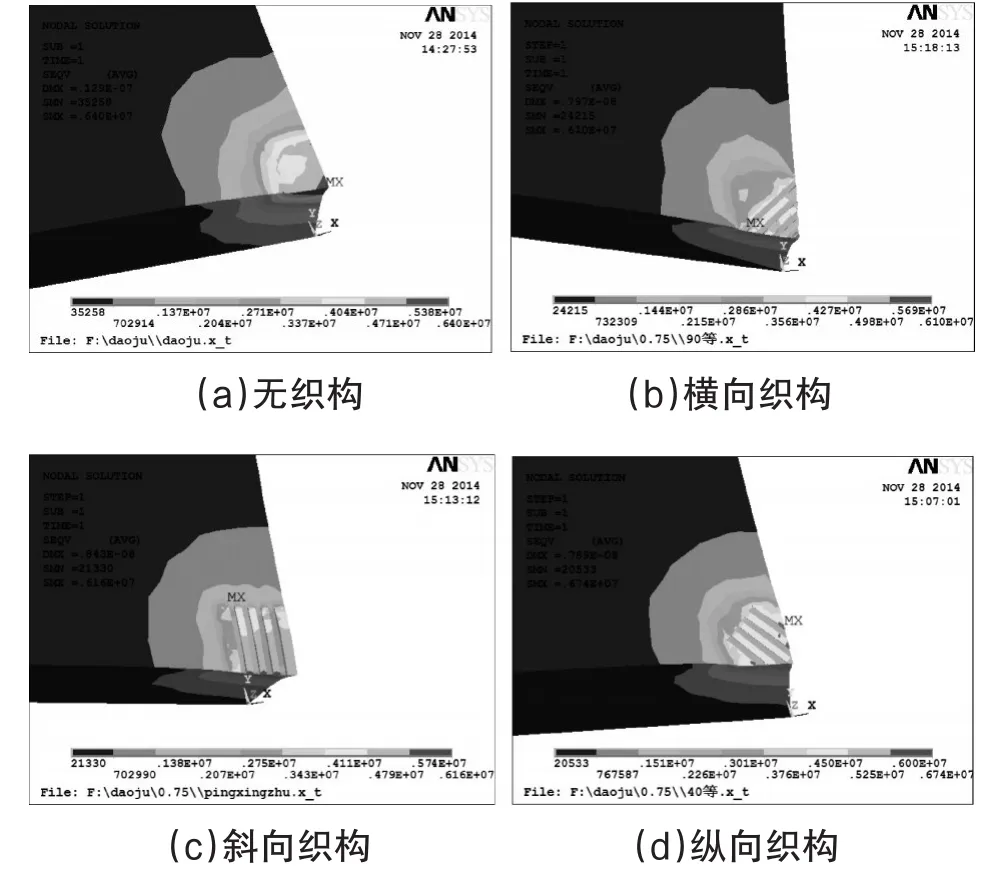
圖2 微型車刀Mises應(yīng)力圖
由圖2可見,微溝槽方向的不同導(dǎo)致微型車刀應(yīng)力分布的不同。無織構(gòu)的普通車刀試件應(yīng)力的最大值出現(xiàn)在刀尖上,其值為6.40MPa;帶有微溝槽的車刀試件最大應(yīng)力值分布在溝槽的邊線上,略微降低了刀尖的受力;此外只調(diào)整微溝槽的設(shè)計(jì)方向,車刀試件的應(yīng)力分布形式略有相近,但刀尖最大應(yīng)力值稍有不同,平行于切削刃的微溝槽車刀試件的刀尖最大Mises應(yīng)力最小,其值為5.74MPa。
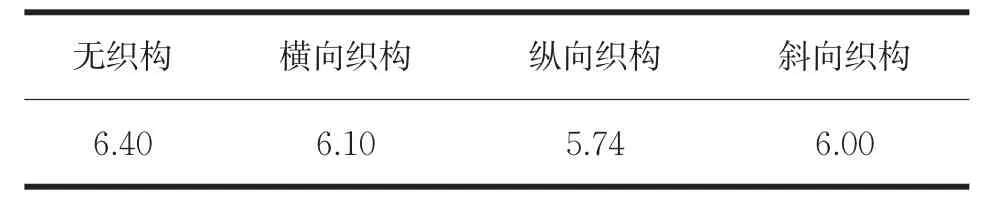
表1 刀具刀尖最大Mises應(yīng)力(MPa)
2 高速微車削試驗(yàn)裝置
2.1 試驗(yàn)裝置
試驗(yàn)裝置使用自行研制的高速縱切微車削單元(刀具固定,工件進(jìn)給),如圖3所示。工件為AL6061鋁棒,規(guī)格為?6mm×200mm。試驗(yàn)參數(shù)如表2所示。對于溝槽微織構(gòu)刀具,切削深度固定為5mm。
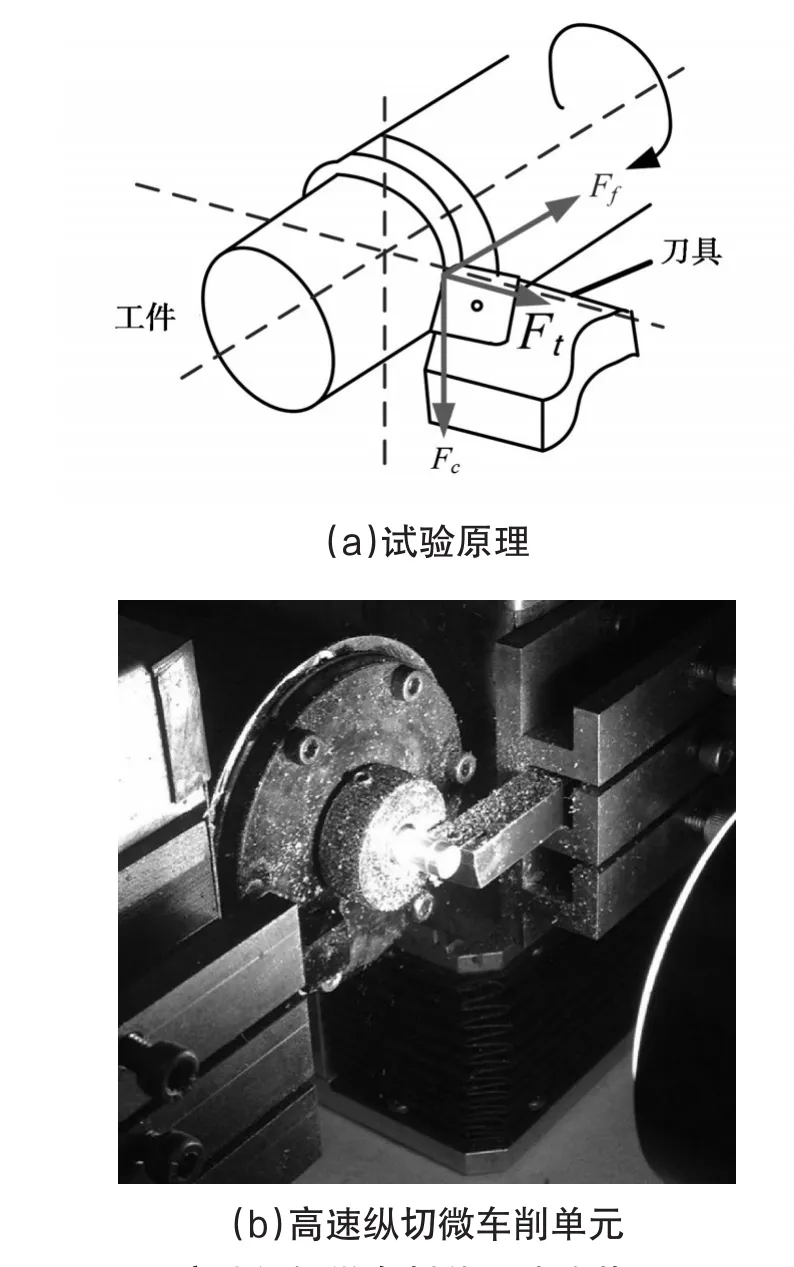
圖3 高速縱切微車削單元試驗(yàn)裝置及原理
表2 高速微車削試驗(yàn)參數(shù)
2.2 微溝槽織構(gòu)刀具制備
采用HANS LASER YLP-20型激光打標(biāo)機(jī)制備溝槽微織構(gòu)刀具,經(jīng)多次實(shí)驗(yàn),選擇激光功率6W,打標(biāo)次數(shù)20次,打標(biāo)速度500mm/s,加工后的刀具刀面表面,如圖4所示。采用縱向與斜向溝槽微織構(gòu)槽長為0.42mm,橫向溝槽微織構(gòu)與刀尖距離是0.17mm;斜向溝槽微織構(gòu)與主切削刃距離是0.17mm,距離副切削刃距離是0.26mm;微溝槽寬65mm,槽深19mm,槽間距110mm。
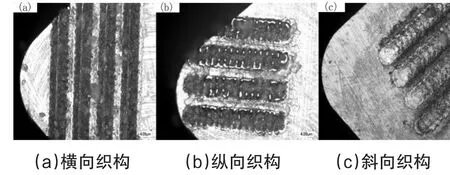
圖4 微車刀前刀面溝槽微織構(gòu)
3 高速微車削試驗(yàn)
3.1 無織構(gòu)刀具高速微車削試驗(yàn)
隨著切削深度不斷增加,無織構(gòu)微車刀前刀面月牙洼磨損比較嚴(yán)重,同時(shí)伴有刀尖磨損和微崩刃的磨損形式以及剝落和崩刃的破損形式,在高速微切削過程中成連續(xù)性帶狀切屑排出,如圖5所示。隨著切削深度逐漸增加,刀具磨損隨之加劇,當(dāng)切削深度很小并達(dá)到一定程度后,已加工表面粗糙度值反而增大,生成的切屑平均長度和寬度值也隨著切削深度增加而增大,總體變化趨勢趨于緩慢,如圖6所示。
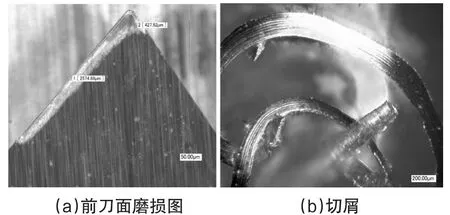
圖5 加工后前刀面磨損及切屑
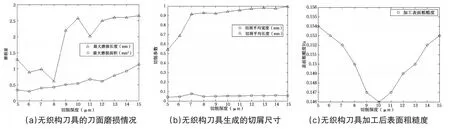
圖6 無織構(gòu)刀具高速微車削試驗(yàn)結(jié)果
3.2 溝槽微織構(gòu)刀具高速微車削試驗(yàn)
3.2.1 微織構(gòu)對刀具表面磨損的影響
利用微織構(gòu)刀具進(jìn)行高速微切削鋁合金試驗(yàn),橫向微溝槽刀具表面主要存在的是前刀面月牙洼磨損、溝槽磨損并伴有剝落和破損等損壞形式,主后刀面出現(xiàn)了一定程度的損壞,刀具磨損程度非常大,減磨效果并不理想,如圖7(a)所示。
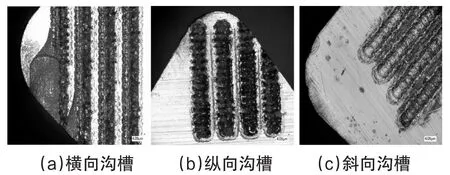
圖7 微車刀加工后前刀面溝槽微織構(gòu)
縱向溝槽微織構(gòu)刀具存在刀尖磨損和微崩刃現(xiàn)象的發(fā)生,如圖7(b)所示。置入斜向微溝槽織構(gòu)的微型車刀表面存在很少量的前刀面磨損,程度很小的微崩刃現(xiàn)象,但沿切削刃方向靠近刀尖處存在弧形裂紋破損形式,如圖7(c)所示。以刀具磨損面積和最大磨損長度為評價(jià)標(biāo)準(zhǔn),斜向微溝槽結(jié)構(gòu)車刀磨損程度最低,抗磨減磨性能較優(yōu),如圖8所示。

圖8 微溝槽類型對刀具前刀面磨損影響
3.2.2 微織構(gòu)對切屑形態(tài)的影響
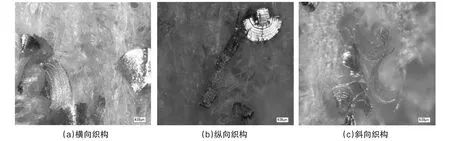
圖9 不同溝槽微織構(gòu)微車刀生成的切屑
橫向溝槽微織構(gòu)車刀生成的切屑主要是單元切屑,其中有少量的理想“C”型切屑生成,并伴有一些短連續(xù)切屑,如圖9(a)所示;縱向溝槽微織構(gòu)刀具生成切屑主要為單元切屑,其中有少量的“C”型切屑生成,同時(shí)還有短帶狀切屑生成如圖9(b)所示;斜向溝槽微織構(gòu)刀具主要生成單元切屑,切屑形態(tài)好,多為理想型屑形即短屑中定向流出的“C”型切屑,但也同時(shí)生成少量短型連續(xù)切屑,如圖9(c)所示,以切屑平均寬度和長度為評價(jià)標(biāo)準(zhǔn),斜向和縱向溝槽微織構(gòu)車刀生成的切屑形態(tài)較為理想,利于流屑,降低刀具表面的溫度積聚,減小切屑在前刀面粘附,同時(shí)降低積屑瘤產(chǎn)生幾率,如圖10所示。
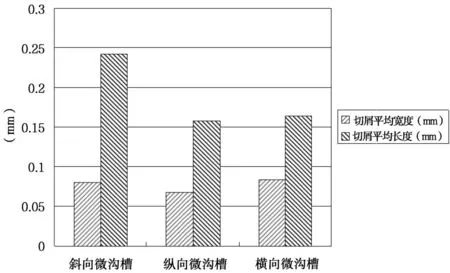
圖10 微溝槽類型對切屑形態(tài)的影響
3.2.3 微織構(gòu)對加工表面粗糙度的影響
使用Mahr表面粗糙度測量儀檢測三種微織構(gòu)車刀加工表面粗糙度,測量結(jié)果如圖11所示。
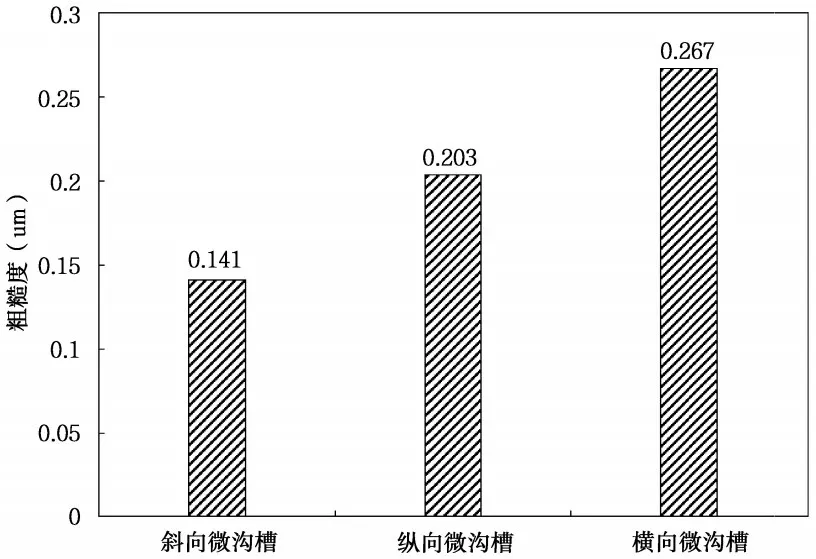
圖11 溝槽類型對加工表面粗糙度的影響
與無織構(gòu)車刀相比,斜向織構(gòu)刀具加工的表面粗糙度值比無織構(gòu)車刀減小了8.44%。但是橫向和縱向溝槽微織構(gòu)刀具加工表面粗糙度比無織構(gòu)刀具分別增加了42.33%和24.14%,斜向微溝槽織構(gòu)造型對于改善已加工表面質(zhì)量有著積極的作用。
4 討論
切削實(shí)驗(yàn)結(jié)果表明:與無織構(gòu)刀具相比,溝槽微織構(gòu)刀具在高速干切削時(shí)可以減小刀具前刀面磨損、改變切屑形態(tài)以及一定程度上改善已加工表面粗糙度。由于刀具表面微溝槽織構(gòu)的置入,減小了刀屑實(shí)際接觸面積,在切削過程中降低了刀屑摩擦力和摩擦熱的產(chǎn)生。考慮切屑流向的情況下,橫向織構(gòu)與切屑流向趨于垂直,但切屑不能順利排出,增大了刀具表面與切屑的粘附,最終導(dǎo)致刀具表面的基體剝落現(xiàn)象的發(fā)生。對于縱向織構(gòu)和斜向織構(gòu),都有助于切屑的排出,刀屑接觸區(qū)外的微溝槽也增大了刀具與空氣之間的摩擦熱散熱面積,降低了切屑粘附。
三種織構(gòu)都有助于增大切屑的卷曲率,起到了一定的斷屑作用。切屑卷曲是由于切削過程中存在彎矩作用,使切屑向背離前刀面的方向卷曲,前刀面上切削合力中的摩擦分力所產(chǎn)生的彎矩與使切屑卷曲的彎矩方向相反,刀屑之間摩擦力的減小將有利于切屑的卷曲[7]。因此,溝槽微織構(gòu)刀具因減小刀/屑摩擦力而增加切屑卷曲。
由于溝槽微織構(gòu)減摩斷屑的作用,降低了刀具切削刃和前刀面的磨損速率,增加了刀具的耐用度,在一定程度上影響已加工表面的粗糙度。實(shí)驗(yàn)驗(yàn)證了斜向織構(gòu)在改善已加工表面粗糙度上有積極作用。
5 結(jié)論
(1)將溝槽微織構(gòu)應(yīng)用到微型車刀前刀面,可以改善刀具前刀面的應(yīng)力分布狀態(tài)。
(2)用于高速微切削的硬質(zhì)合金刀具表面置入溝槽微織構(gòu),可有效減小刀面磨損,有助于改變切屑形態(tài),其中斜向織構(gòu)最佳。
(3)在加工表面質(zhì)量方面,刀具表面溝槽微織構(gòu)的置入對加工表面粗糙度有一定影響。
[1]艾興.高速切削加工技術(shù)[M].北京:國防工業(yè)出版社,2004.
[2]于化東.超精密微機(jī)械制造技術(shù)研究進(jìn)展[J].長春理工大學(xué)學(xué)報(bào):自然科學(xué)版,2008,21(3):1-8.
[3]從茜,任露泉.幾何非光滑生物體表面形態(tài)的分類研究[J].農(nóng)業(yè)工程學(xué)報(bào),1992,89(2):7-12.
[4]Noritaka Kawasegi,Hiroshi Sugimori,Hideki Morimoto,et al.Development of cutting tools with microscale and nanoscale textures to improve frictional behavior[J].Precision Engineering,2009(33):248-254.
[5]Shuting Lei,Sasikumar Devarajan,Zenghu Chang.A study of micropool lubricated cutting tool in machining of mild steel[J].Journal of Materials Processing Technology,2009(209):1612-1620.
[6]吳澤,鄧建新.橢圓狀微織構(gòu)自潤滑車刀切削性能試驗(yàn)[J].農(nóng)業(yè)機(jī)械學(xué)報(bào),2012,43(7):228-234.
[7]謝晉,羅敏健,吳可可,等.CBN車刀前刀面微溝槽結(jié)構(gòu)磨削及其對干切削溫度的影響[J].機(jī)械工程學(xué)報(bào),2014,50(11):192-197.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:28
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
建材發(fā)展導(dǎo)向(2022年1期)2022-03-08 01:52:36
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
機(jī)械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(shù)(2020年3期)2020-12-25 05:22:30
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國機(jī)械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
